PETG und Bridging
Ich habe starke Probleme beim Bridging mit PETG - habe schon einiges probiert aber iwie bekomme ich es nicht hin das es besser wird.
Würde mich über jede Hilfe freuen
Drucker: i3 MK3S+
Nozzel: Standart E3D 0,4 Messing Nozzel
Filament: Prusament PETG - Prusa Orange
Hab mal in den Anhang die .3mf mit geschickt ... falls es euch Hilft Fehler auswändig zu machen.
btw: Ich weiß nicht ob das was ausmacht aber evtl. ist die Nozzel nicht mehr die beste - PLA hat gekocht und hat an der Nozzel Blasen gebildet, leider keine Temperatur Angabe dafür

RE:
Hallo und willkommen im Prusaforum!
Anhang ist leider keiner dabei. Das funktioniert am Besten, wenn Du die Datei komprimierst (ZIP) und per "Add Media" einfügst.
Wenn PLA kocht, dann ist entweder die Temperatur viel zu hoch eingestellt oder die Hardware (Heizpatrone, Thermistor) arbeitet nicht korrekt.
Für PLA sollte normalerweise eine Düsentemp. von ca. 200 Grad C. und für PETG ca. 240 Grad C. hinkommen (je nach Herstellerangaben, weichen die Werte leicht voneinander ab).
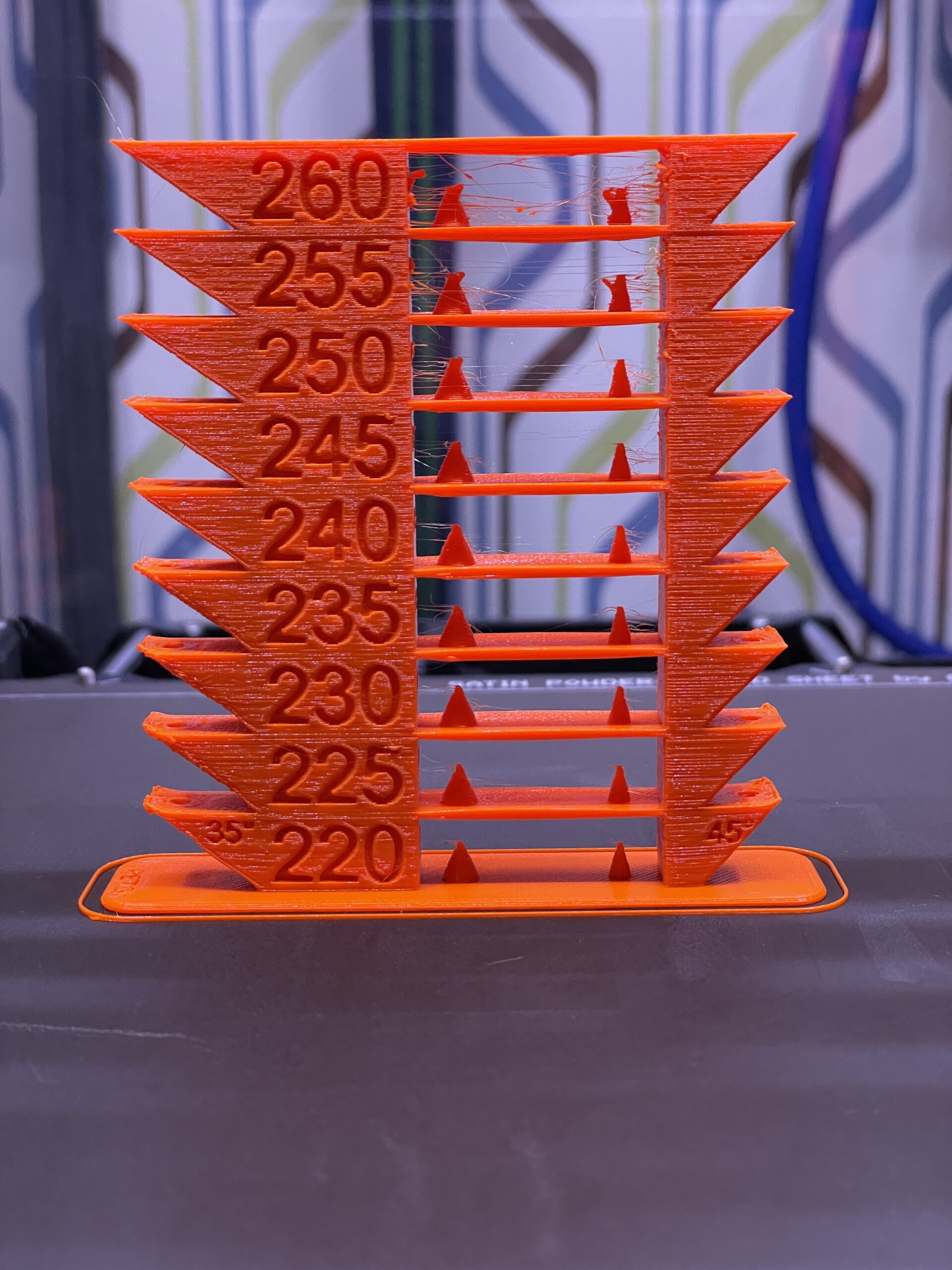
Versuch mal eine Temptower zu drucken. Damit kann man div. Parameter gut justieren: Temptower MKx
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG und Bridging
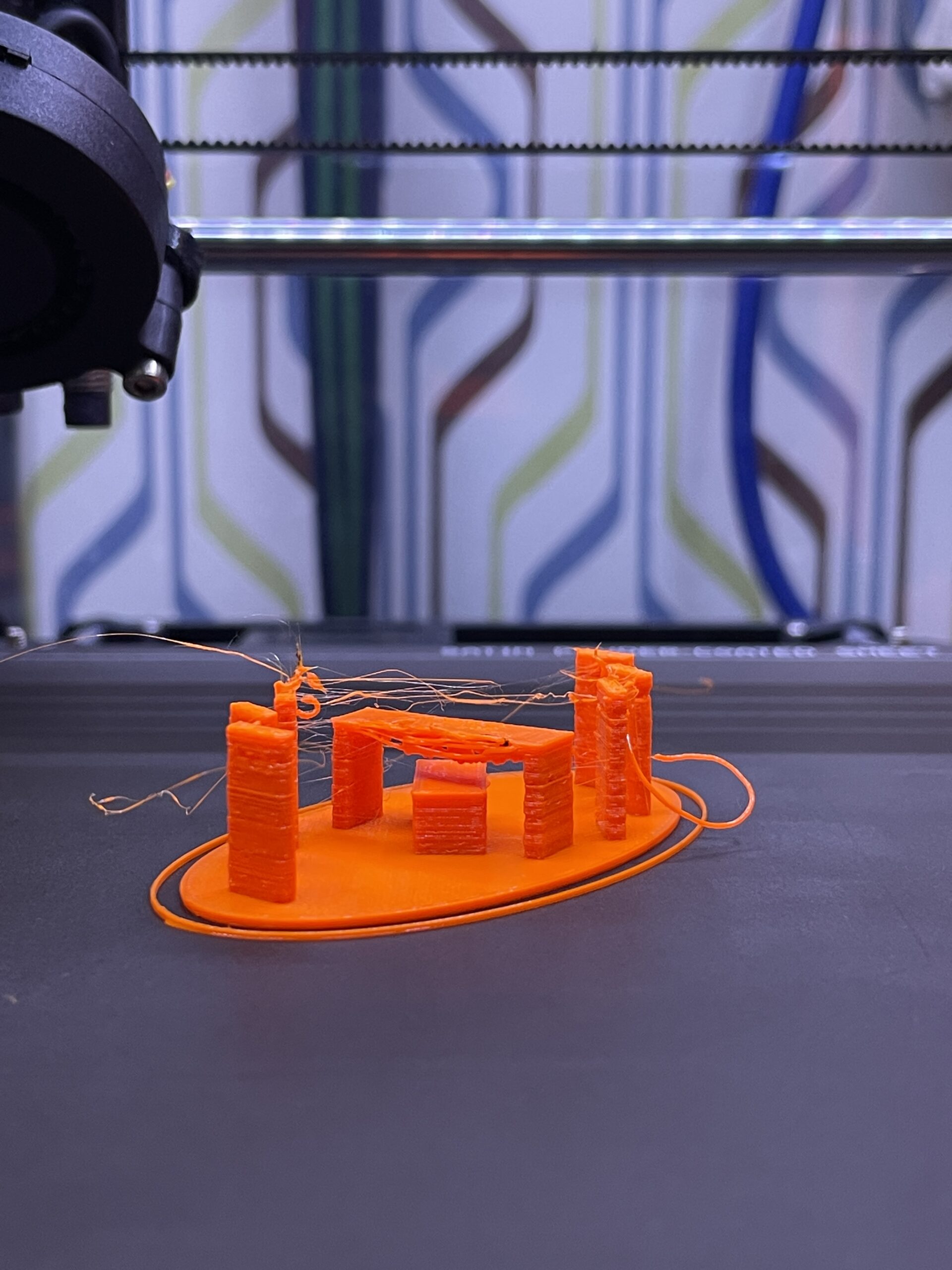
Temp Tower hab ich gedruckt heute Vormittag habe draufhin die Temp um 5° gesenkt also 1. Schicht 235° danach 245° ... danach dann 'Bridging_PETG_Test' gedruckt, hat aber wenig gebracht.
Mein Thermistor Klemme auf der Platine war defekt - wurde ausgetauscht. Ich meine vorher hat er die Brücken besser gedruckt mit default Settings.
1. Schicht ist auch kalibriert
RE: PETG und Bridging
Hi,
kannst ja das mal probieren, was er da "ausspukt"...
Gruß, Digibike
RE: PETG und Bridging
Das war dein Profil @Digibiki
Dann hab ich gestern versucht den Extruder zu kalibrieren und mir ist auf gefallen das er um 1,5% zu wenig extrudiert, dies hab ich dann in deinem Profil geändert und erneut gedruckt. Wurde schon etwas besser, auch im Vergleich zu oben - aber da müsste doch noch Luft nach oben sein oder nicht? vllt auch mit Mods am Drucker selbst. Software seitig wäre natürlich die bessere Lösung. 🙂
Ich hab mir auch den Druck etwas angeschaut, der Kopf erkennt paar Crashes und dadurch entstehen dieses starke Stringing da es keinen Retract in diesem Moment gibt, kann man das auch noch einstellen.
Wäre es möglich das die Nozzel oder der PTFE-Schlauch Probleme macht?

RE:
Ich würde zuerst mal hardwareseitig einige Sachen ausschliessen. Schau Dir mal des Hotend an (PTFE, Düse), den Antrieb (Ritzel) und kontrolliere auch die Leichtgängigkeit des Filamentflusses in allen Bereichen. Die Düse könnte einen weg haben (Grate an der Düsenbohrung) oder der PTFE im Hotend ist verformt, verschlissen, angeschmolzen Bohrung zu klein (1.9mm oder weniger)....
Im Nächsten Schritt würde ich die Widerstände der Heizpatrone und des Thermistors durchmessen und alle Kontakte prüfen (Korrision, lockerer Sitz, Wackelkontakte):
Thermistor ca. 100k Ohm bei 25 GradC.
Heizblock (24V, 40Watt) ca. 14.4 Ohm bei Raumtemperatur.
Extruder bzw. esteps hast Du ja kalibriert, sollte also passen.
Ist das Filament trocken? Frisch aus der Originalverpackung muss nicht immer trocken bedeuten. Notfalls 2-3 Stunden bei ca. 55-60 Grad C. in den Backofen oder Dehydrator geben.

Das wären die ersten Schritte. Vielleicht findest Du da die Ungereimtheiten.
Gutes Glingen 👍
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG und Bridging
Hi,
Luft nach oben ist immer möglich... Darum halte ich auch nicht soviel von Profilen - Sie können ja nur einen groben Anhalt geben und nicht die komplette Umgebung wieder spiegeln... Das z.b. funzt eigentlich ganz gut mit Everyone PETG von Amazon als Basis. Aber es geht schon etwas besser in die richtige Richtung. Und den ersten Fehler hast du ja schon Hardwareseitig gefunden. Der PTFE liegt auch ganz gern nicht satt Innen auf bzw. hat keine Phase, was ein hinauskriechen in der Übergangszone bewirkt und damit die Reibung stark ansteigen läßt. Aber auch zugesetzte Oberfläche der Förderritzel erhöhen den Schlupf und reduzieren so klammheimlich die Fördermenge...
Bezüglich dem durchhängen gibt es noch 2 schöne Stellschrauben: Das eine wäre beim Bridging den Fluß-Faktor noch ein wenig absenken - damit wird weniger Filament gefördert als sonst und somit der Faden mehr "gespannt". Funzt aber nur bis zu einem Punkt - dann reißt er und du hast gar nichts mehr... Und das andere wäre der Lüftereinsatz. Ist ein herantasten, bis es optimal paßt.Herbert hat dir ja schon eine schöne Liste zum abarbeiten gegeben...
Gruß, Digibike
RE: PETG und Bridging
Die Nozzel Temperatur würde ich persönlich erstmal ausschließen da der Thermistor neu ist und mein Thermal Messgerät halbwegs passende Werte angibt
Der Drucker steht in einem Gehäuse welches beim Drucken bei ca <20% Feuchtigkeit und 38°C erreicht würde sagen ist für PETG oke
Filament habe ich jetzt mal in Ofen geworfen und lass es trocknen.
Hab noch eine Nozzel X daheim, da ich noch ASA testen will, werde die jetzt mal montieren.
Gibt es Möglichkeiten die Ritzel und den PTFE-Schlauch zu kontrollieren ohne das Hot End aufzuschrauben?
RE: PETG und Bridging
Die Ritzel kannst Du ganz gut durch die Klappe am Extruder checken, um an den PTFE Schlau zu kommen, musst Du den Extruder nicht auseinander schrauben, nur ein paar Schrauben lösen und den Extruder auseinander ziehen reicht, um das Hotend zu entnehmen. Hier ist die Anleitung:
https://help.prusa3d.com/de/guide/wie-man-einen-hotend-ptfe-schlauch-austauscht-mk3s-mk3s-mk2-5s-mmu2s_21664
Geht ruck zuck...
Ich plädiere auch für feuchtes Filament. PETG absorbiert schon in wenigen Stunden bei normalem Raumklima genug Feuchtigkeit, um Dir die Drucke zu verhunzen.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: PETG und Bridging
Es lag wohl am nicht trocknen Filament (hatte es für 3h bei 60° im Backofen). Hab den druck angemacht und nach 1h hat das Material richtig geknistert auf der Spule - hat sich wahrscheinlich wieder voll gesaugt mit Feuchtigkeit. Werde mich jetzt daran setzen auf mein Gehäuse ein Dry + Spool Holder zu montieren das ist richtig ärgerlich.
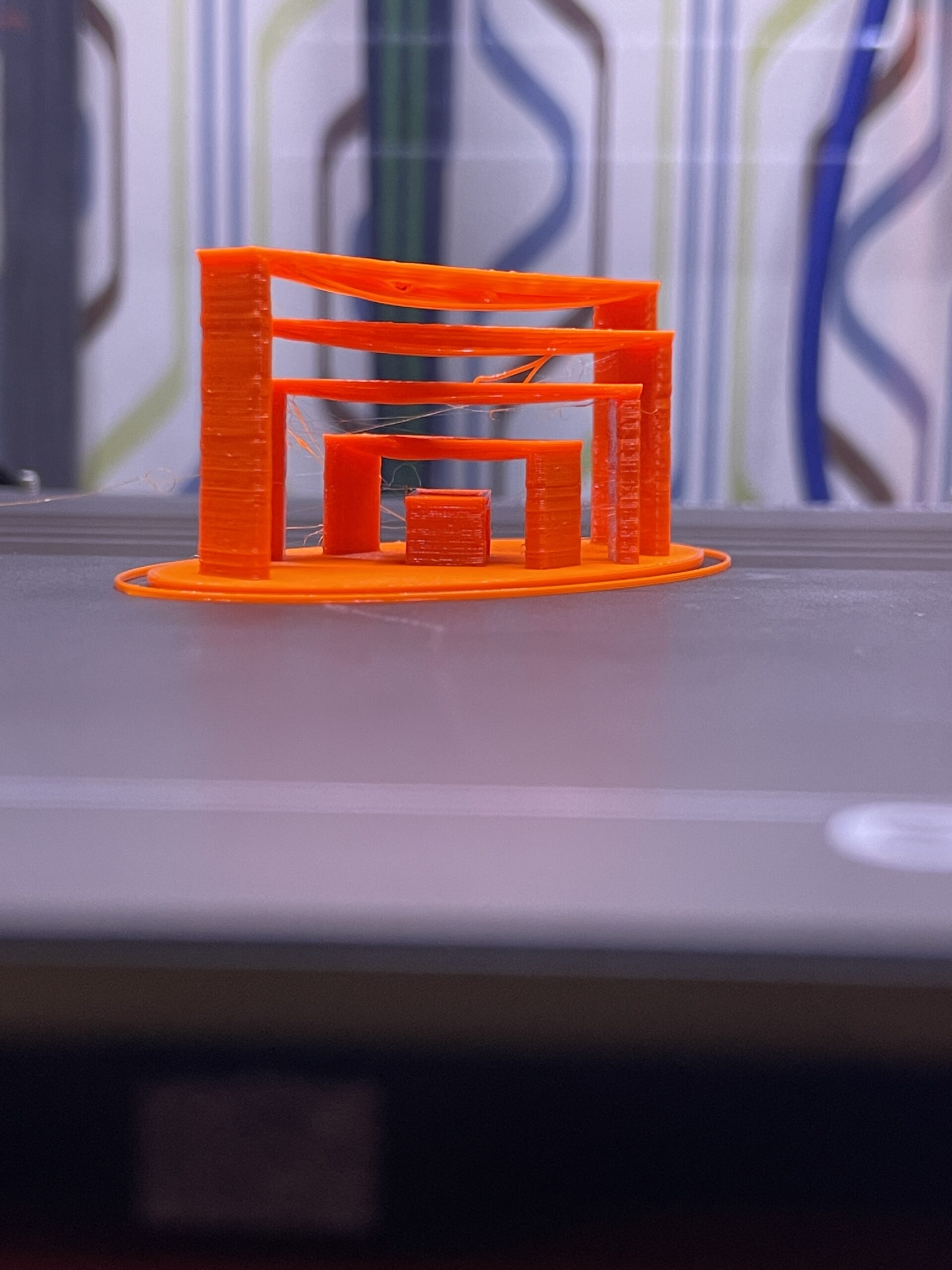
Sind noch nicht 100% gerade aber das liegt mMn am slicen hab es aber nicht hinbekommen das weg zu kriegen
Es geht um die roten Kreise
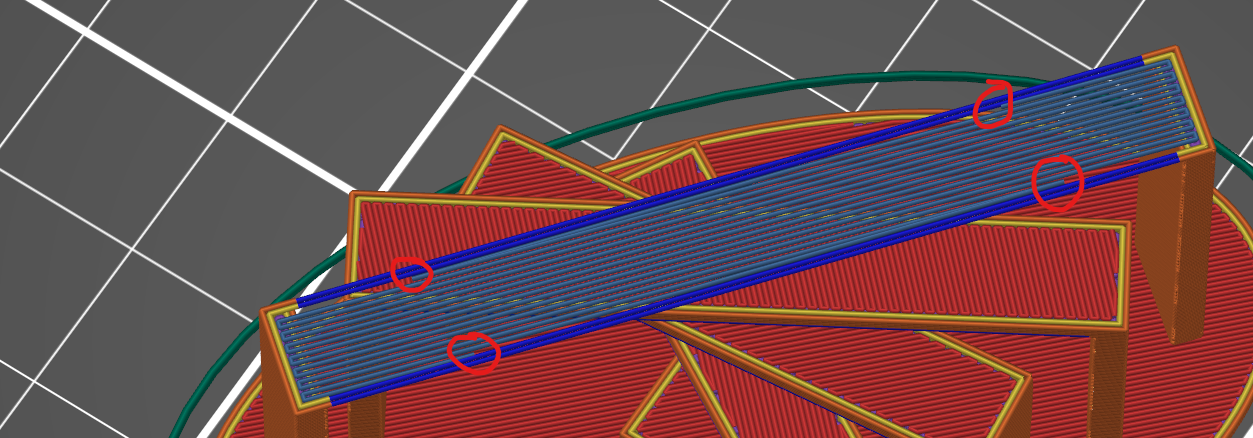
Das sind Anfang Ende und die haben teilweise keinen Halt die anderen Linien schon ... kann man diese iwie noch mit auf den Steg ziehen wie die anderen Linien damit die nicht mitten drin anfangen?