PA 6.6 GF30 - Warping
Hallo,
ich habe mich mal an Nylon gewagt und bekomme das Warping nicht in den Griff. Ich drucke ein recht kleines Bauteil mit 100% Füllung. Die Bodenfläche wölbt sich dabei nach oben. Ich drucke auf die Satinoberfläche und benutze einen Klebestift. Probleme mit der Druckbetthaftung habe ich nicht, die Drucke kleben da drauf wie angeschweißt! Beim Warping biegt sich das blech mit... 😆
Der Drucker ist aktuell mit einer 0.8er Düse ausgestattet, getestet hatte ich auch eine 0.4er Düse (eigentlich zu klein). Das Gehäuse ist geschlossen und beheizt (50°C). Temperaturmäßig habe ich schon fast alles rauf und runter getestet: Bett von 40-120°C, sowie Extruder von 255-290°C. Mit und auch ohne Gehäuseheizung. Ich habe es sogar mit 10% und einmal mit 25% Bauteillüfter probiert, alles ohne Erfolg. Erstaunlich dabei ist das ich bei jeder noch so gegensätzlichen Temperatureinstellung oder Lüftereinstellung die selben Warpingwerte bekomme.
Hat jemand einen Tipp für mich was da falsch läuft?

RE: PA 6.6 GF30 - Warping
Hallo,
ich habe mich mal an Nylon gewagt und bekomme das Warping nicht in den Griff. Ich drucke ein recht kleines Bauteil mit 100% Füllung. Die Bodenfläche wölbt sich dabei nach oben. Ich drucke auf die Satinoberfläche und benutze einen Klebestift. Probleme mit der Druckbetthaftung habe ich nicht, die Drucke kleben da drauf wie angeschweißt! Beim Warping biegt sich das blech mit... 😆
Der Drucker ist aktuell mit einer 0.8er Düse ausgestattet, getestet hatte ich auch eine 0.4er Düse (eigentlich zu klein). Das Gehäuse ist geschlossen und beheizt (50°C). Temperaturmäßig habe ich schon fast alles rauf und runter getestet: Bett von 40-120°C, sowie Extruder von 255-290°C. Mit und auch ohne Gehäuseheizung. Ich habe es sogar mit 10% und einmal mit 25% Bauteillüfter probiert, alles ohne Erfolg. Erstaunlich dabei ist das ich bei jeder noch so gegensätzlichen Temperatureinstellung oder Lüftereinstellung die selben Warpingwerte bekomme.
Hat jemand einen Tipp für mich was da falsch läuft?
Hallo,
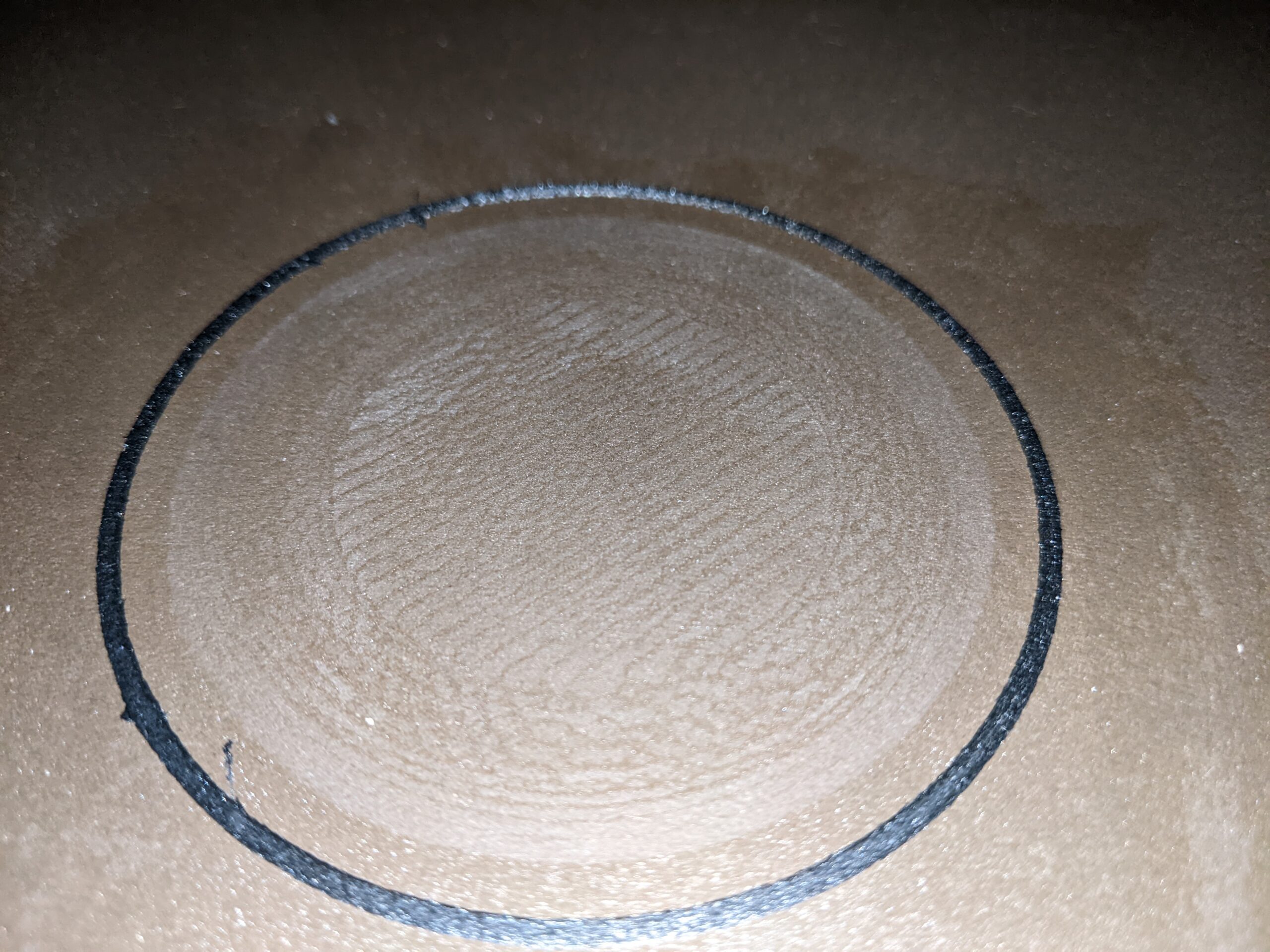
kannst Du mal ein Bild bereitstellen wo dieses kleine Druckobjekt auf dem Drucker das Blech gegen die Magneten verbiegt.
Das habe ich bei Drucken in der Größe noch nie erlebt. Und auch bei größeren Drucken nur dann wenn ich das Blech nicht langsam auf dem Drucker abkühlen lasse.
Das sollte man aber bei Materialien die zum Warping neigen generell vermeiden.
Für mich sieht es hier aber doch eher nach Warping auf dem Druckbett mit Ablösung der Kannte aus.
Das könntest Du prüfen wenn Du eine Taschenlamp nach dem abkühlen hinter den Druck hältst. Dann siehst Du sofort ob sich da was ablöst.
Ich drucke Nylon übrigens ausschließlich mit Brim, im Normalfall selbst gleich (angepasst an die speziellen Anforderungen) mit an das Druckobjekt modelliert.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PA 6.6 GF30 - Warping
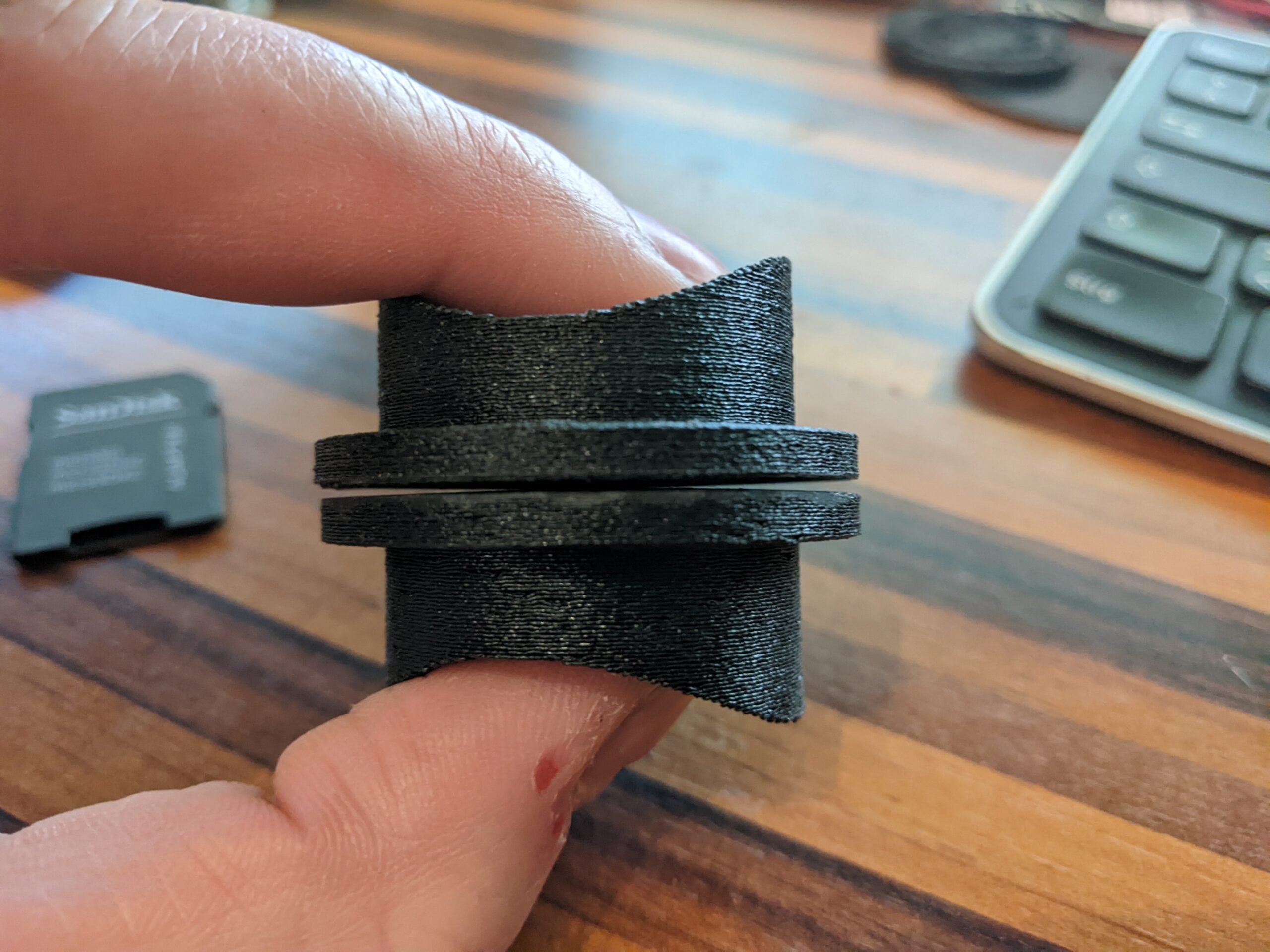
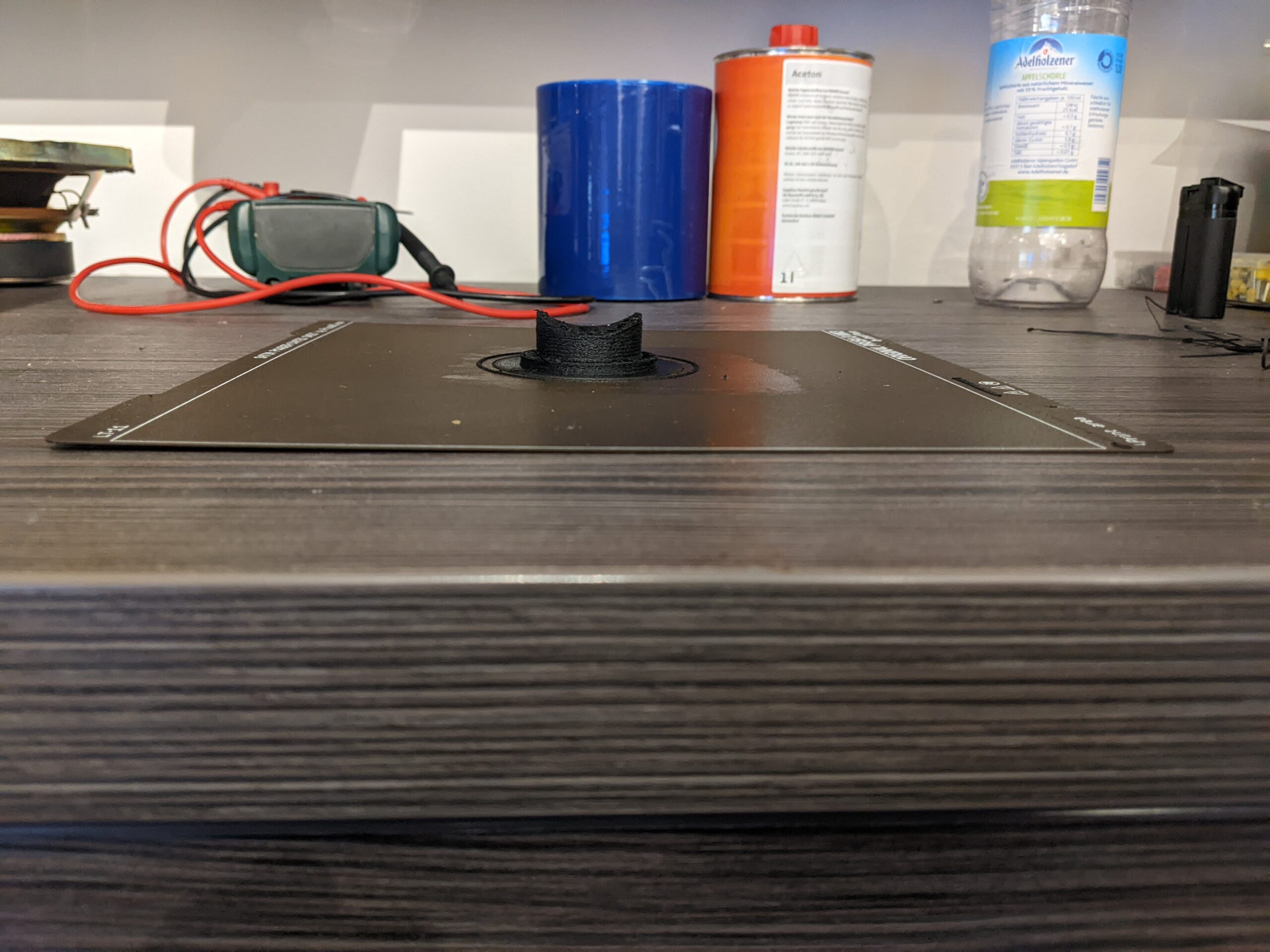
Man sieht recht gut das das Bauteil das Blech nach oben zieht. Bzw. das Blech nach unten hin durchdrückt, da die Druckbetthaftung recht gut ist.
RE: PA 6.6 GF30 - Warping
Donnerwetter, das ist tatsächlich eindeutig!
Warping auf jeden Fall, aber die Haftung ist natürlich auch der Hammer.
Wie schaut es denn aus, lässt Du den Druck auf dem Druckbett langsam abkühlen, oder entfernst Du sofort nach dem Druck das Druckblech?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE:
Ich habe im Lauf der Jahre auch schon diverse Nylonsorten getestet und habe teilweise ein ähnliches Verhalten bzgl. Warping registriert. Das ließ sich mit allen bekannten Mitteln nur mäßig in den Griff bekommen, weshalb ich dann schlussendlich beim etwas kostspieligeren Carbonnylon von 3dxtech geblieben bin, welches sich gut drucken lässt und das Warping sich in Grenzen hält. Die besten Ergebnisse werden erzielt, wenn man das Nylon vorher für 12 Stunden in den Dehydrator, gleich anschl. in die vorgeheizte Druckkammer gibt und sofort mit dem Druck beginnt. Zu den zusätzlichen oft genannten Maßnahmen erzielt man damit gute, brauchbare Ergebnisse mit geringem Warpingeffekt. Die verschiedenen Nylonsorten und deren Zusammensetzung kenne ich nicht, auch nicht das oben genannte, aber es ist und bleibt ein spannendes Thema in welches man Geduld und viel Zeit zum Experimentieren investieren muss.
Mein Tipp zu Deinem Problem:
- Wie bereits erwähnt - Nylon ordentlich vorwärmen (am Besten 12 Stunden bei 70 Grad C.)
- Druckbett Temp. höher fahren, Düsentemp. niedriger. 240/110 ist bei mir das Verhältnis beim 3dxtech Nylon. Gehäusetemp. ist ca. 45 Grad C.
- Kühlung auf Null stellen und dafür sorgen, dass kein Lüftchen ans Bauteil ran kommt. Auch nicht während der Druckphase die Gehäusetür öffnen.
- Fertig gedruckte Bauteile im Gehäuse auf dem Druckbett auf Raumtemperatur abkühlen lassen.
- Zum besseren Ablösen von der Druckplatte gegebenenfalls ein Trennmittel wie z.B. magigoo verwenden
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.