Hilfe bei ABS Filamend
Hallo Zusammen,
ich drucke jetzt zwar schon eine Weile und bekomme mit PLA und PETG sehr gute Ergebnisse, jedoch kann ich mit den Materialien nicht so viel anfangen.
Ich habe mir eine Rolle nice ABS von 3D Jake besorgt.
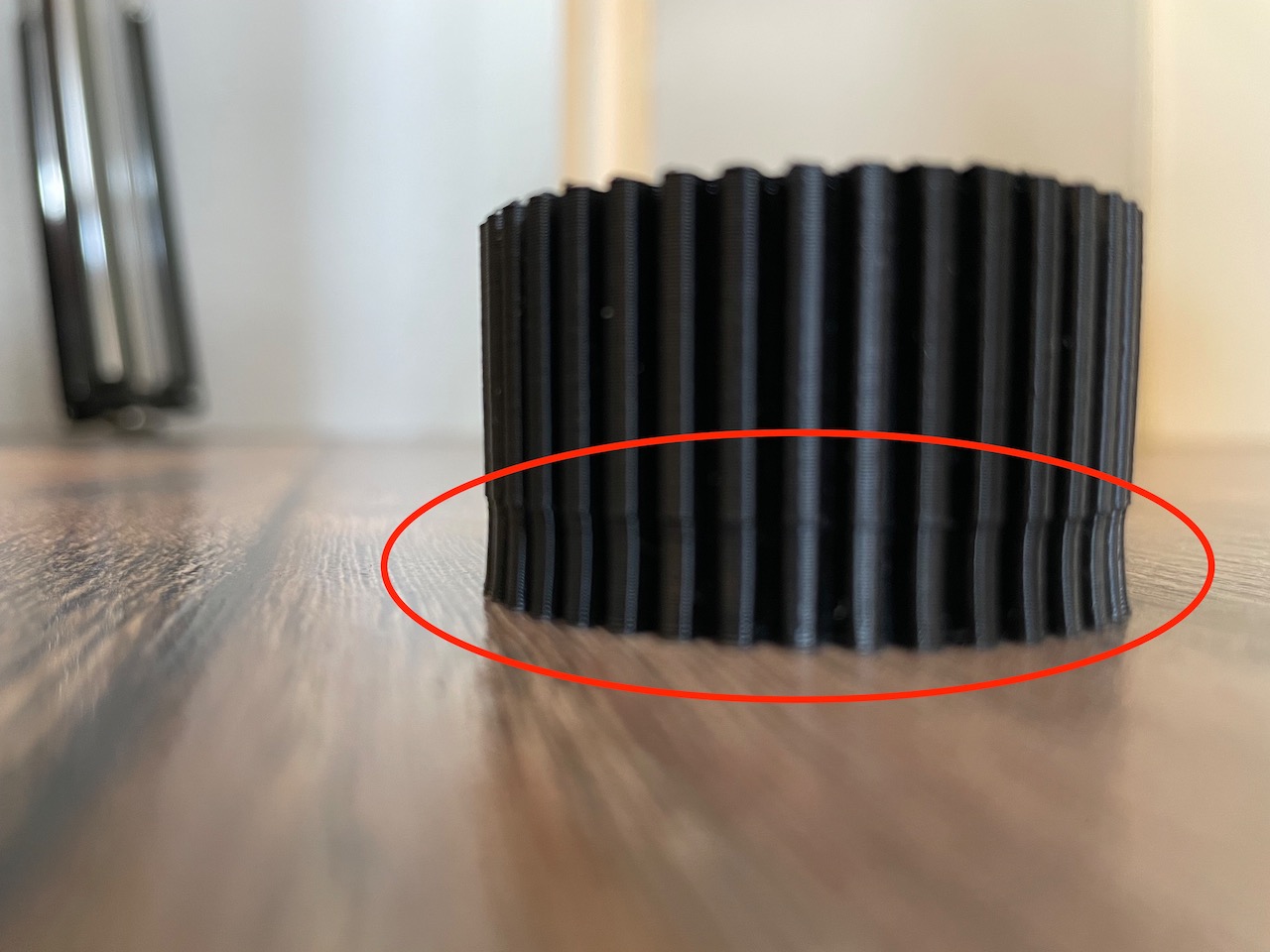
Was nun mein Problem ist: Wenn ich Teile mit Unterschiedlicher Wandstärke drucke, zieht sich das Material im Bereich wo es Dicker ist, deutlich zusammen.
Bei dem Foto kann man es sehr gut erkennen. Der Massive untere Bereich zieht sich zusammen, der größere Bereich oben hat eine sehr gute Form. Ich nutze hier ein 40% Füllung da das Zahnrad dementsprechend Belastet werden soll.
Zum Größenvergleich: Der Durchmesser ist ca. 6cm die höhe ca.3,5cm
Die Bauteilgeometrie kann ich nicht verändern. Welche Möglichkeiten seht Ihr für ein erfolgreichen Druck?
PS: Prusa ABS Einstellungen mit einem Windschutz aber OHNE Gehäuse.
beste Grüße, Ben

RE:
Nice ABS ist eines der druckfreundlichsten ABS Filamente (gerüchteweise das gleiche material wie TitanX). Es ist wohl kein reines ABS sondern vielmehr ein ABS Blend. Auf mich wirkt es wie eine Mischung aus ABS und PETG aber es ist gut möglich, dass die Mischung tatsächlich mit etwas anderem ist.
Trotzallem ist auch Nice ABS anfälliger für Verzug als PLA. Generell sind die Verzugseffekte umso größer desto höher die Zahl der Perimeter und desto dichter das Infill. Es ist auch so, dass es einen merkbaren Unterschied macht ob Perimeter von beiden Seiten direkt aneinander anliegen oder ob dazwischen etwas Infill ist (selbst wenn es nur ein schmaler streifen ist). Wenn man sicherhstellen kann dass überall zumindest ein schmaler Infillstreifen ist kann das deutlich konsistenteres Schrumpfverhalten erzielen.
Hast du das Teil bis zum Schluss am Druckbrett haftend vollständig auskühlen lassen? Wenn es sich vorzeitig löst kann es sich dann am Boden stärker zusammenziehen als wenn es oben bleibt.
Generell wenn Passgenauigkeit bei ABS ein Problem ist, ist halt eine richtige Enclosure zu empfehlen. Dort kann das Druckteil auch dann so langsam auskühlen wie es am besten ist.
PS: Bei Stratsys Druckern wird auch gerne auf einem Raft gedruckt, das heißt alles auf einer durchgehend Supportebene. Damit gibt es keine direkt auf dem Bett anliegende Flächen. Allerdings braucht man dann wohl auch ein Stratasys mäßiges beheiztes Gehäuse (auf wohlige 80-90°C oder so). Hatte beim Mk3s keine guten Erfahrungen mit solchen Rafts.
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE:
Was man auch noch probieren kann wenn der bodennahe Bereich Probleme macht, ist die Betttemperatur zu senken und fehlende Haftung dann mit ABS Bed-Adhesives kompensieren (Magigoo oder irgendsowas ähnliches).
Mk3s MMU2s, Voron 0.1, Voron 2.4