XT-CF20
Servus Thomas,
Ich habe festgestellt, dass XT-CF20 sich bei Druckgeschwindigkeiten von 100-150mm/sek. tropffrei drucken lässt. Temp. 245/90, Hartmetalldüse 0.4mm. Zuvor habe ich allerdings 2 Tage an den Jerk und Linear Advance Einstellungen herumgeschraubt. Ich denke, dass die LA Einstellungen sehr wichtig sind, da diese den Druck in der Düse regeln. Allerdings muss man darauf achten, dass das max. Fördervolumen des Extruders (ca. 13-15mm3/sek.) nicht überschritten werden, also Layerhöhe/breite und Speed dementsprechend anpassen. Ich habe dies nicht auf meinem MK3, sondern auf einem Selfmadedrucker mit 32-bit Board (DUET2, RepRap FW) getestet. Müsste auf dem Prusa aber auch umsetzbar sein.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Wenn ich das mal mit anderen Worten versuche zu beschreiben ...
... dann lässt Du dem Drucker nur keine Zeit zum Tropfen, weil Du ganz schnell wieder an anderer Stelle weiter arbeitest?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
Wenn ich das mal mit anderen Worten versuche zu beschreiben ...
Servus Clemens,
er hat definitiv weniger Zeit zum Tropfen - 400mm/s Eilgang und 150mm/s Vorschub-Druckgeschwindigkeit. Ich habe gerade einige größere Teile (Abdeckungen gedruckt). Düse ist soweit sauber und das trotz Verwendung einer uralten Restrolle (XT-CF20), welche ich vorher nicht "gebacken" habe.
Aber - man soll den Tag nicht vor dem Abend loben (oder umgekehrt). Werd mal schaun, wie es sich weiter verhält.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
XT-CF20 (ColorFabb) - Ich muss mal wieder meinen Frust raus lassen
Vorweg - vermutlich bin ich einfach zu blöd - ich bekomme es einfach nicht hin - zunächst ein Bild (Doppel-Klick):
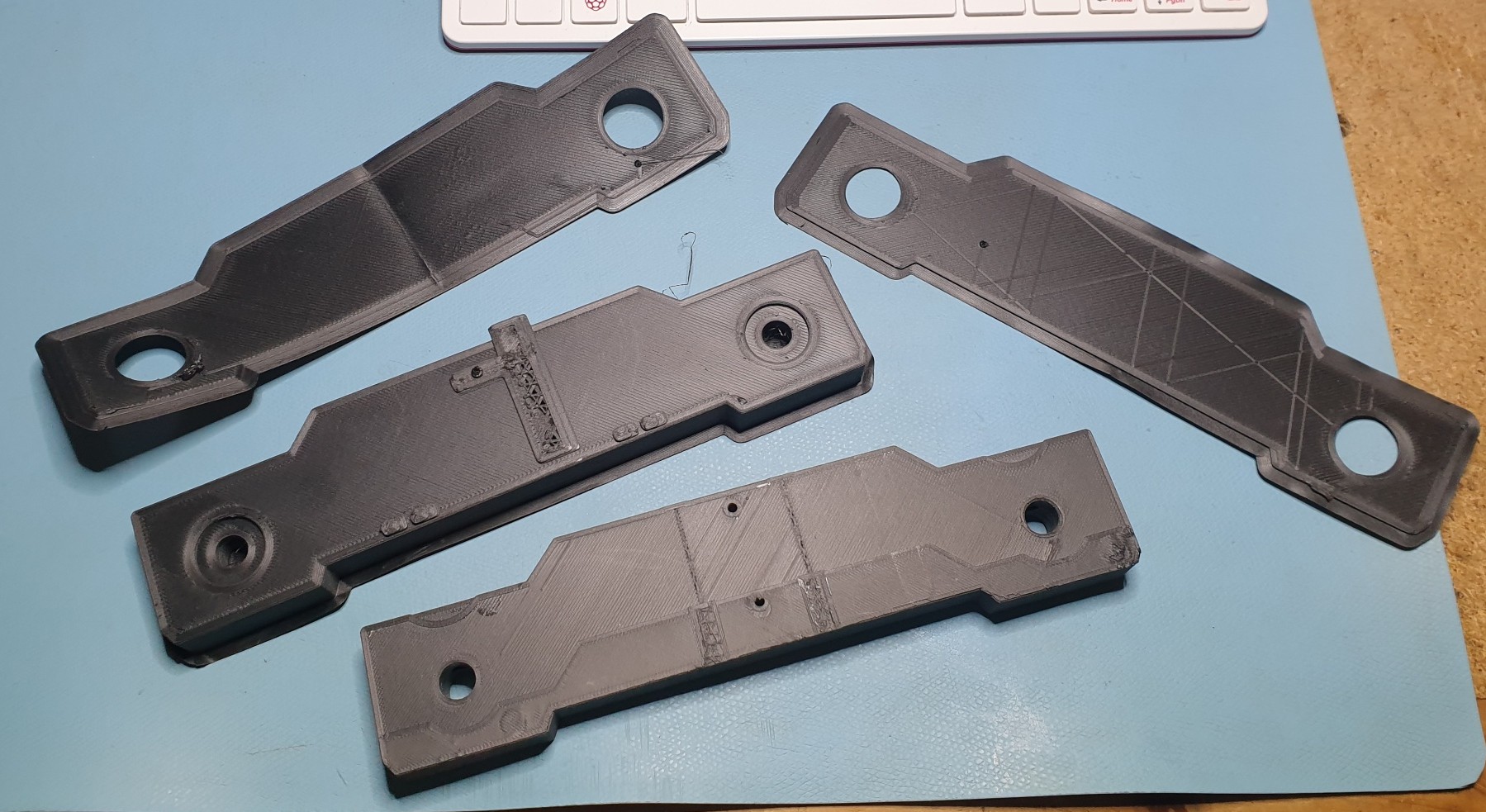
Die Drucke werden ja eigentlich ganz schön - ich habe keine Probleme mit der Haftung noch mit der Oberfläche - einzig dieses ausgeprägte "Düsentrensen" - also Material, dass sich an der Düse anlagert und plötzlich auf den Druck hinunter fällt (bevorzugt beim Drucken großer Flächen) und dort anschweißt und wenn die Düse dort das nächste mal vorbei kommt - dann ist der Druck für dieses mal auch schon wieder fertig - weil: die Düse bleibt dort hängen und irgend ein Stepper überspringt und die Fortsetzung des Druckes ist versetzt - also Ausschuss.
Beim Drucken von Infill ist das nicht so heikel - hier baut sich so gut wie gar kein Material an der Düse auf - aber beim Drucken großer Flächen passiert es ganz wild. Den Teil den ich da bereits 4 mal versucht habe zu drucken hat 125g und ist 218 x 55 x 34 mm - also schon einiges an Material und Ausdehnung.
Der Wert der noch am allermeisten hilft ist der Extrusionsfaktor. Am Retract zu arbeiten habe ich aufgegeben.
Man glaubt gar nicht wie schnell man sich durch 2,2 kg XT-CF20 durchgearbeitet hat und wie wenig brauchbare Teile man dafür bekommt. Für ColorFabb jedenfalls ein gutes Geschäft (zumindest zu Beginn).
So jetzt ist es wenigstens draußen (vielleicht hilft es ja wenigstens mir).
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: XT-CF20 (ColorFabb) - Ich muss mal wieder meinen Frust raus lassen
Servus Clemens,
ich würde das XT-CF20 gerne mal auf meinem aktuellem Neubau testen. Da ich von dem Material nichts mehr lagernd habe, und ich nicht extra eine Rolle kaufen möchte, hättest Du evtl. ein Teströllchen übrig? Sollte man das Problem mit Speed auch nicht in den Griff bekommen, kann man das Material getrost in den Tresor legen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
XT-CF20
Servus Karl,
heute bin ich schon wieder ein Stück schlauer - wenn man keinen Raketendrucker wie Du hat, dann ist der Schlüssel zum Erfolg der Extrusionsfaktor. Das ist aber wirklich super heikel - ich schraub da mittlerweile an 0,2 Wertänderungen am Extrusionsfaktor herum - liege etwa in der Region um 0,85 und bin damit ganz knapp an der Grenze zur Unterextrusion - nur so kann ich Drucke einigermaßen unbeaufsichtigt laufen lassen.
Den Weg über Speed habe ich aktuell nicht eingeschlagen. Wäre vermutlich auch eine Möglichkeit. Mir war es wichtig mit einer möglichst hohen Düsentemperatur zu fahren - wegen der Layerhaftung - ich fahr die 260 °C die als oberer Wert angegeben sind (Heizbett 90°C aber das ist bei der Thematik eher sekundär). Damit gelingt jetzt aktuell fast alles. Aber ein Herumgeeier bleibt es allemal.
Was würdest denn an Teströllchen brauchen - kommst mit ca. 100g aus oder ist das zu wenig? Ich hab schon jede Menge für die Tonne produziert! Und ich bin noch lange nicht am Ende meiner Träume.
😉
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: XT-CF20
Servus Clemens,
ich würde natürlich ein von Dir benötigtes Teil drucken. Es geht eigentlich nur um einen Versuch mit Druckgeschwindigkeiten von mehr als 200mm/s. Ob's was wird kann ich noch nicht abwägen. Such Dir mal ein großflächiges (problematisches) Teil aus und schau was an Filament dafür benötigt würde.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hey Ho Leute.
War schon lang nicht mehr hier und sehe lauter tolle Projekte entstehen, echt spannend. Hier kann ich nicht viel berichten, wieso auch, der Prusa druckt und druckt und druckt... hach bin ich glücklich mit dem Teil.
Wobei, eine Kleinigkeit. Ich habe mir mal irgend wo einen optimierten Fan_shroud geladen und aus PC gedruckt. Natürlich hält der die Temperatur nicht optimal und ich müsste alle halben Jahre einen neuen drucken. Muss das sein? Denke nicht. Was wäre denn das ideale material hierfür. Aus dem Bauch raus sage ich mal PEEK, aber ich denke, das lässt sich in meinem originalen Prusa nicht drucken, weil zu wenig Temperatur am Hotend.
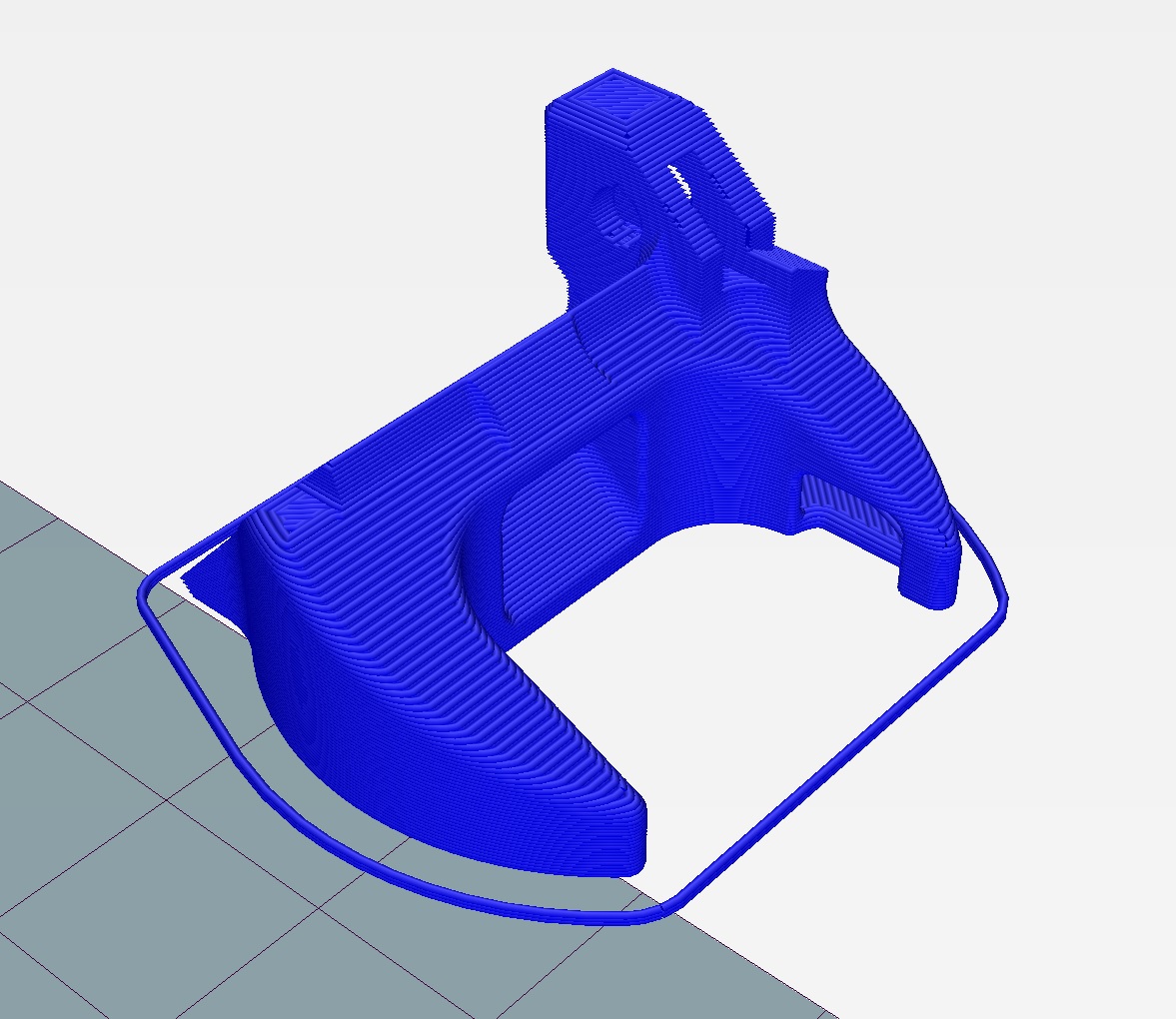
Nun wollte ich eben schauen wo ich die STl her habe und finde sie auch nicht mehr. Am Okto habe ich noch ein gcode File liegen. So sieht der aus, kennt den jemand?
Gespeichert hatte ich ihn unter fan_shroud_db94. Nun ja, also ich suche das STL wieder und eventuell jemanden, der mit zwei oder drei von den Teilen in einem sehr temperaturbeständigen material gegen Aufwandentschädigung drucken kann? Das wäre super. Danke, Thomas
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ha, habs doch gefunden : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hi,
ich hab nach Verlust, daß Teil einfach bei meinen beiden Prusa´s aus TPU gedruckt. Seither habe ich Ruhe. Halten viel Temperatur aus und sind, bei Kollision, sehr Flexibel. Und sollte mal was hängenbleiben, abmontieren, etwas "Wergeln" und der Kunststoff brösselt weg, da i.dr. nicht annähernd so flexibel...
Das war meine Lösung zu dem Shrouder-Verschleiß...
Gruß, Digibike
RE:
Hah, das klingt ja echt genial, daran dachte ich gar nicht. Da ich dem Moment eh rotes TPU 95A eingelegt habe, werde ich das gleich mal angehen.
Werd morgen mal berichten.
PS: Wergeln finde ich einen treffenden Ausdruck : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
PEEK wäre natürlich sehr gut geeignet, ist aber recht teuer und lässt sich mit dem Standard Prusa nicht drucken. Als Alternative würde ich eventuell dieses Material empfehlen. Nach dem Tempern sollte der Fanshroud den Umgebungstemperaturen besser standhalten als beispielsweise PC oder Nylon und hat auch eine recht hohe Festigkeit.
Das 3dktop PLA ist zwar etwas teuerer, aber immer noch um ein vielfaches billiger als PEEK, läßt sich gut drucken und kann man immer wieder gebrauchen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Was vielleicht noch erwähnenswert wäre: 3dktop PLA schrumpft beim Tempern ca. 2-3%, was man also bei der Konstruktion des Bauteiles berücksichtigen sollte. Zum Drucken vielleicht ein Trennmittel verwenden, da das Material extrem auf PEI haftet.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hi. Danke für den Tip. Das mit der Schrunpfung bekomme ich schon "gebacken" : )
Jetzt darf sich mal der TPU Fanshroud bewähren. Danke für die Tipps.

Aja, was mir eben aufgefallen ist. Wenn die Sonde das bett abtastet, bei ein und dem selben Punkt wiederholt sie die Messung. Und zwar in der letzten Reihe der zweite von Sieben (?). Muss mal sehen ob es da irgend wo mit dem Heatbed-Kabel kollidiert, das ist das einzige Hindernis dort in der Gegend.
lg Thomas
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
ob es da irgend wo mit dem Heatbed-Kabel kollidiert
Nach dem Verbau ein fanshroud Eigenkonstruktes hatte ich auch mal ein ähnliches Problem. Ich habe dann einfach die Schutzabdeckung des Heizbettanschlusses neu gestaltet (Höhe reduziert). Ausserdem musste ich die beiden hinteren Federblech Anschlagstifte etwas abschleifen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja genau dort habe ich das Problem auch lokalisiert, nur noch nicht genau hin gesehen. dann werd ich da beim nächsten Druck mal genau hin leuchten. Ich werde berichten.
glg Thomas
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo Thomas,
da der fanshroud scheinbar die gleichen Außenmaße hat sollte es mit Fremdkontakten eigentlich kein Problem geben.
Ich habe meinen letzten übrigens aus Nylon gedruckt. das war bislang auch der letzte, und ich habe keine Ahnung wie lange der schon drunter sitzt.
Ich habe meine Drucke mal durchgesehen, und demnach sitzt der seit Ende 2019 drunter.
Vom Nylon kannst Du die anderen Filamente übrigens auch ganz einfach abziehen. Damit verbindet sich auch kaum etwas.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Auf einem meiner Drucker (kein Prusa) habe ich seit ca. einem Jahr einen fanshroud aus Carbonnylon verbaut. Der bleibt bis ca. 100 Grad C. formstabil. Sollte also für die gängigen Materialien ausreichend sein. Lediglich beim Druck von PEEK hat er etwas die Nasen Hängen lassen (ca. 1 mm bei Bett Temp. 150 Grad C. und Düsentemp. 360 Grad C.). Da summieren sich die Temperaturen eben auf eine höhere Umgebungstemperatur als 100 Grad C. auf.
Da ich derzeit aber kein PEEK oder Ähnliches drucke (zu teuer), belasse ich alles so wie es ist.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE:
Ist halt ein anderer Lösungsansatz. Man kann immer stabiler ein Bauteil machen - aber irgendwann wird es doch dazu kommen, daß was "härter" war - oder man macht es eben flexibler - Gummi kann nicht brechen... Bestenfalls reißen. Ansonsten flext es, wenn der Druck wieder weg ist, zurück in die Ursprungsform... Das war mein Beweggrund damals, den Weg zu versuchen. Modellbauer halt... 😉
Freut mich, wenn ich inspirieren konnte - keine Ursache! Hoffentlich findest du noch die "Kollisionsursache". Ich hatte einfach die Orginal-Datei genommen und in TPU nachgedruckt, den einen Steg, der irgendwie zuviel/im Weg war, weggezwickt und seither laufen Sie. Da beide Drucker eingehaust sind, und ich viel ABS/ASA drucke, ist Temperatur auch nie ein Thema gewesen.
Viel Erfolg,
Digibike
Hah, das klingt ja echt genial, daran dachte ich gar nicht. Da ich dem Moment eh rotes TPU 95A eingelegt habe, werde ich das gleich mal angehen.
Werd morgen mal berichten.
PS: Wergeln finde ich einen treffenden Ausdruck : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
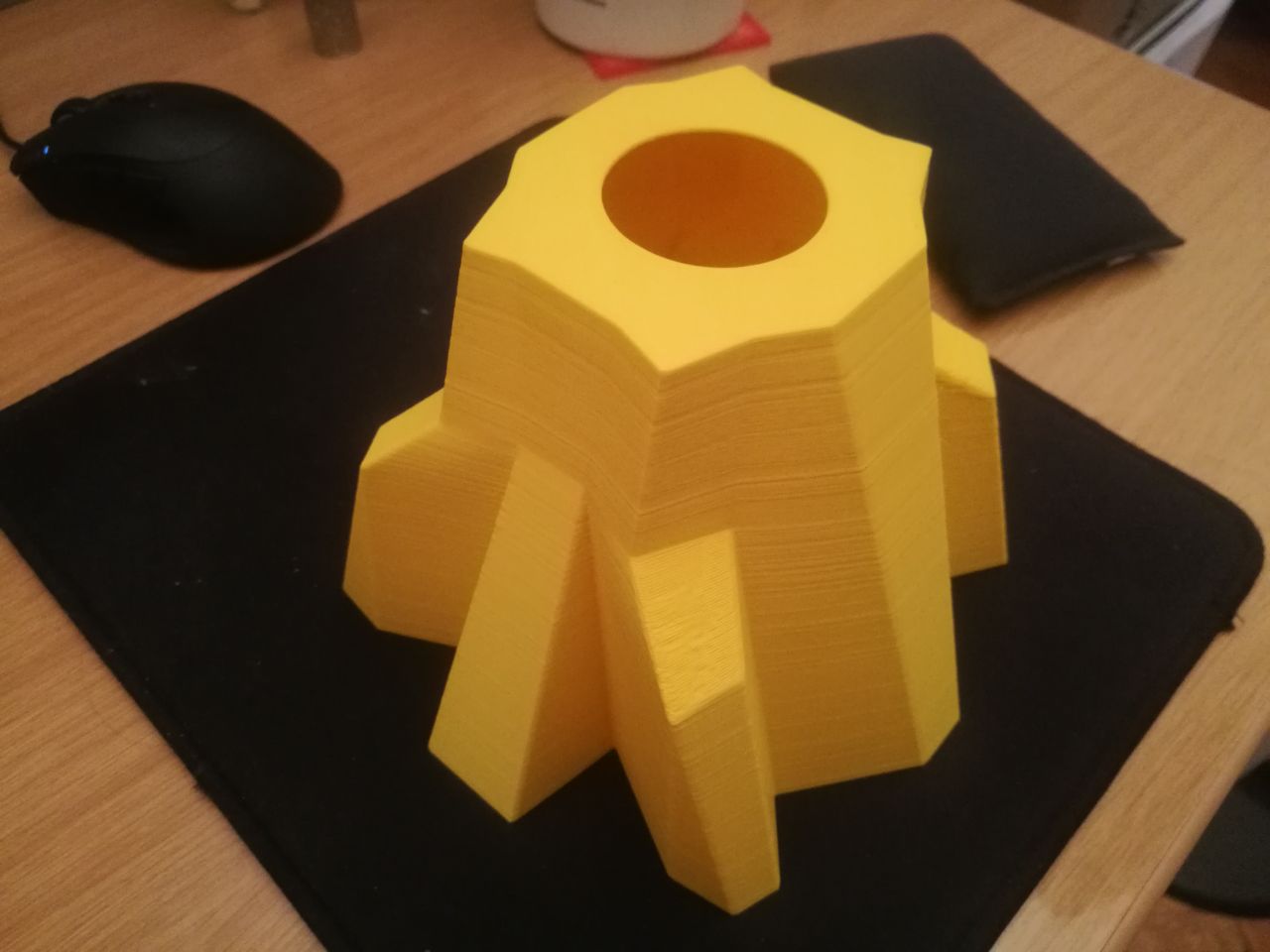
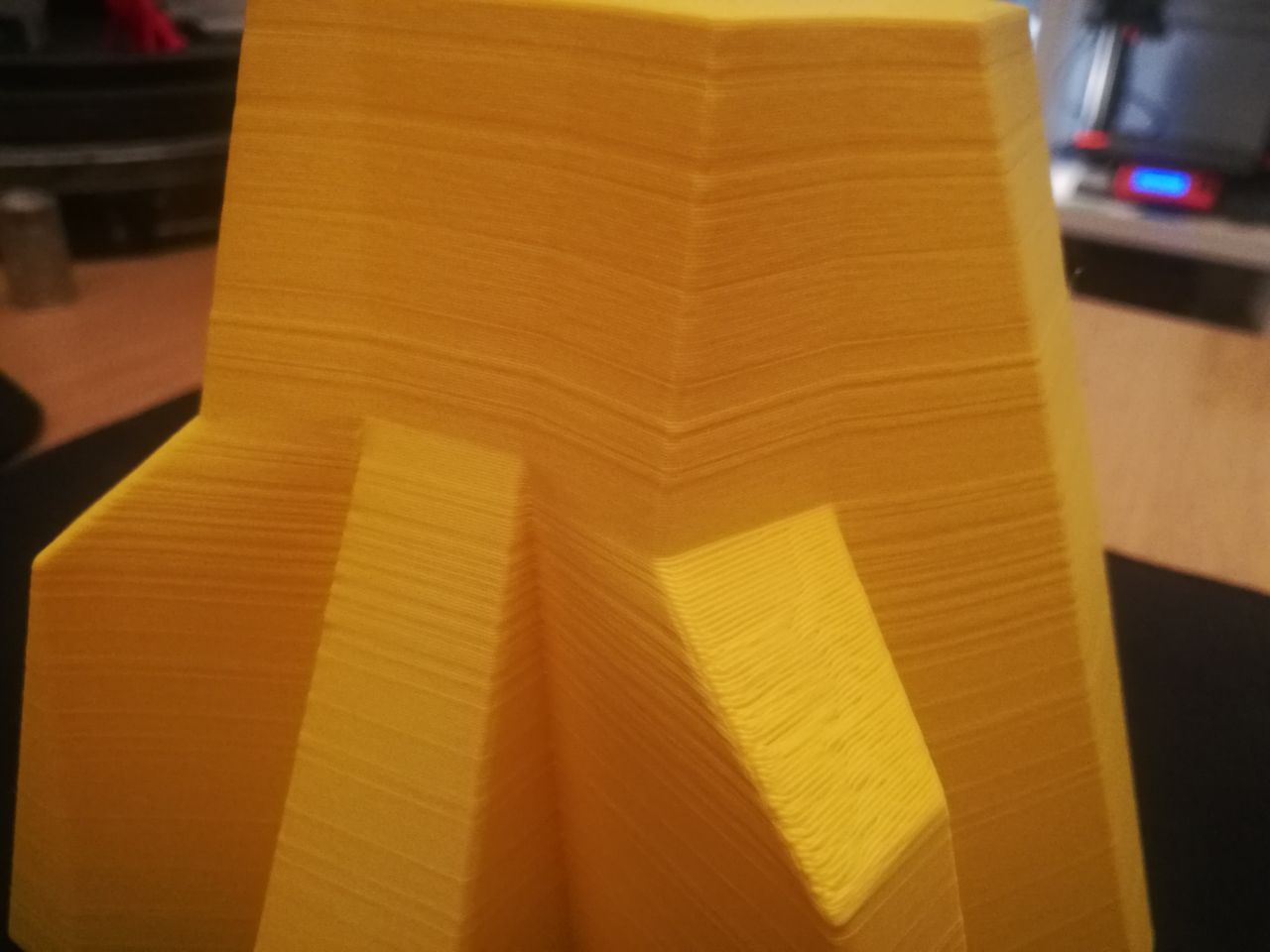
Hi Leute. Wieder möchte ich gerne Eure Meinung hören. Nun habe ich eine 0.6er Nozzle verbaut, weil ich bei großem Objekten gerne die Zeit abkürze.
Das Objekt ist ca 130mm hoch, nur zum besseren Verständniss. Darf man sagen, der leichte Versatz ist so annehmbar?Das Objekt wurde so gedruckt, als wenn es nun auf dem Kopf stehen würde, also Lochseite liegt am Heizbett.
Mein Drucker läuft eigentlich original nur mit Messing/Carbon Gleitlager statt Kugellager und Heizbett auf Federn. Ich denke mal dass das Resultat einfach so ist, weils der Drucker so auch nicht besser kann?
Viele Grüße,
Thomas