RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ach ja, wenn Du mehr xt-cf20 druckst solltest Du aber auch gut auf die anderen Teile achten.
Je nach Extruder bzw. Modifikation am Extruder fräst sich das XT-CF20 auch gern mal Schlitze in umgebendes PETg.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Das wäre nicht so das Problem - mein MK 2.5 wartet schon die längste Zeit auf eine komplette Revision und Upgrade auf 2.5S - liegt schon alles die längste Zeit parat - aber eigentlich druckt er grad so ordentlich. Aktuell bringe ich es nicht übers Herz in zu zerreißen. Wenn dann aber irgendwo mal was "zersägt" wäre, könnte das ein Auslöser sein.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Das hört sich nach nem vernünftigen Plan an. 👍
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Kennst Du ja -> never change a running system! Das "S" würde ich derweil noch auf die lange Bank schieben.
Falls Du mit dem XT-CF20 bzgl. Düsen Probleme haben solltest, könnte ich Dir leihweise eine meiner Hartmetalldüsen zur Verfügung stellen.
Es handelt sich um solch ein Exemplar:
Die Dinger sind zwar inkl. sämtlicher Steuern, Zoll und Versand nicht gerade billig (71 Euro/Stk.), aber ständig ausverkauft. In Europa habe ich leider nichts qualitativ Vergleichbares gefunden. Von Fernostprodukten habe ich Abstand gehalten.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Vielen Dank für das Angebot - aber das wäre Perlen vor Säue werfen - all meine Drucker befinden sich recht nahe am Prusa-Standard - ja ich verwende sogar auf 2en noch diese schönen Lagerquetsch-U-Bolzen. Nur auf meinem Eigenbau mußte ich so eine ähnliche Halterung machen wie Du sie jetzt beim MINI hast. Da hatte ich leider keine solche U-Bolzen 😉 zur Verfügung.
Ich werde jetzt einfach mal schauen, was mit der normalen harten 0,4er Düse geht. Und wenn ich da echt nicht weiter komme, dann überlege ich den nächsten Schritt - und wie gesagt Messing habe ich 6 Düsen in Reserve - da könnte ich schon die eine oder andere opfern.
Ist grad alles Spekulatoin - das Bärenfell kann verteilt werden, wenn der Bär geschossen ist. Ich bin noch nicht mal auf die Jagd losgezogen.
Danke und lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Falls Du U-Bolzen benötigst - die habe ich noch auf Lager, wollte die nicht wegwerfen, da man ja vielleicht einen anderen Verwendungszweck findet.
Die Prusa-Kabelbinder-U-Bolzen-Lagersitz-Lösung ist aber nicht meine Sache. Das bietet nicht die besten Voraussetzungen für Präzision in Bezug auf konstante Lagerführung. Am MK3 habe ich Metallgehäuse verbaut, am Mini tun's derzeit noch Kunststofflagergehäuse. Mal schauen wie sich diese bewähren.
Wie gesagt, das Angebot mit den Tungsten gilt 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Das mit den technischen Lösungen beim PRUSA und dem was man als Maschinenbauer gelernt hat sind 2 Welten - aber wie soll ich sagen, der Josef Prusa hat nicht gewusst wie das laut Maschinenbau sein soll (oder es einfach ignoriert) - hat seine Lösungen gefunden und es ist erstaunlich was diese kleinen Plastikmonster zuwege bringen. 👍 Also mich fasziniert das schon.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Na ja, irgendwie ist es auch ein Preissache. Der Prusa ist halt so gebaut, dass er gut läuft. Besser machen geht immer. Der Drucker bietet eine gute Ausgangsbasis für Optimierungen und das Druckbild und auch die Präzision der Drucke lassen sich damit verbessern. Die Wenigsten drucken aber funktionale Bauteile und sind deshalb mit dem Original zufrieden.
Auf jeden Fall ist der MK3 der beste Drucker welcher derzeit für sein Geld zu haben ist. Der Mini schlägt sich auch ganz gut, braucht aber noch einige Updates besonders im Bereich der Firmware.
Aber bitte - machts die U-Hackerl weg 😋
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo Leute,
ich habe mich am Wochenende mal hingesetzt und etwas mit meinen ca. 2 Jahre alten XT-CF20 Resten experimentiert. Herhalten musste der Mini, da der MK3 gerade gewartet wird bzw. für Experimente herhalten muss.
Aus Gründen der Übersichtlichkeit habe ich meine vorläufigen Ergebnisse in einem Word Dokument zusammengefasst:
Jegliche Art von Kritik und Feedbacks zu Euren Erfahrungen mit dem Druck von XT-CF20 würden mich freuen!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Hi Karl,
das nenne ich mal eine ordentliche (Test-) Dokumentation!
Sauber gemacht!
LG Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Hast Du das Filament vor Start Deiner Versuche getrocknet? Und wenn ja bei welcher Temperatur und wie lange?
Ich wurde gestern wieder einmal frustriert, weil ich ein altes PLA aufgespannt habe, dass anscheinend einiges an Feuchtigkeit gezogen hat. Glaubt man gar nicht was Feuchtigkeit für ein böser Störenfried sein kann.
Nur kurz überflogen - sehr schöne Doku, geb ich mir am Abend.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Ja, das Filament war staubtrocken. Auf meinem Mk3 hatte ich wesentlich weniger Probleme beim Druck. Vielleicht lag es auch daran, dass das Filament schon über 2 Jahre lagerte (natürlich dunkel und trocken). Ich habe, wie gesagt, Reste verdruckt und wollte mir für Testzwecke keine neue Rolle kaufen, da ich das Material eher weniger verwende. Zum Drucken bei niedrigen Temperaturen muss ich noch erwähnen, dass die Layerhaftung darunter leidet. Einige der bei niedriger Temperatur gedruckten Teile brachen sofort bei Belastung, besonders an dünnwandigen Stellen.
Mit Deinen 2.2kg hast Du jedenfalls ausreichend Material zum Testen und ich bin sicher, dass Dein Bericht zu Deinen Erfahrungen mit XT-CF20 wesentlich ausführlicher ausfallen wird.
Bislang hatte ich mit diesen Carbonlegierungen (was auch immer da rein gemixt wird) eher nicht so gute bzgl. Festigkeit Erfahrungen gemacht. Drucken lassen sich diese in der Regel gut und auch die Optik ist ansprechend.
Einzige Ausnahme bildet das CarbonPEEK - gut druckbar und extrem fest und hitzebeständig, auch bei dünnwandigen Teilen.
Das CarbonNylon hatte ich bereits getestet, lässt sich mit einer 0.25er Düse kaum bis gar nicht drucken. Da werde ich demnächst mit einer 0.5er testen - und natürlich berichten!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Grüss dich. Jetzt hab ich Zeit um zu antworten und überhaupt wieder mehr Zeit, neben der Arbeit hier zu lesen und zu schreiben.
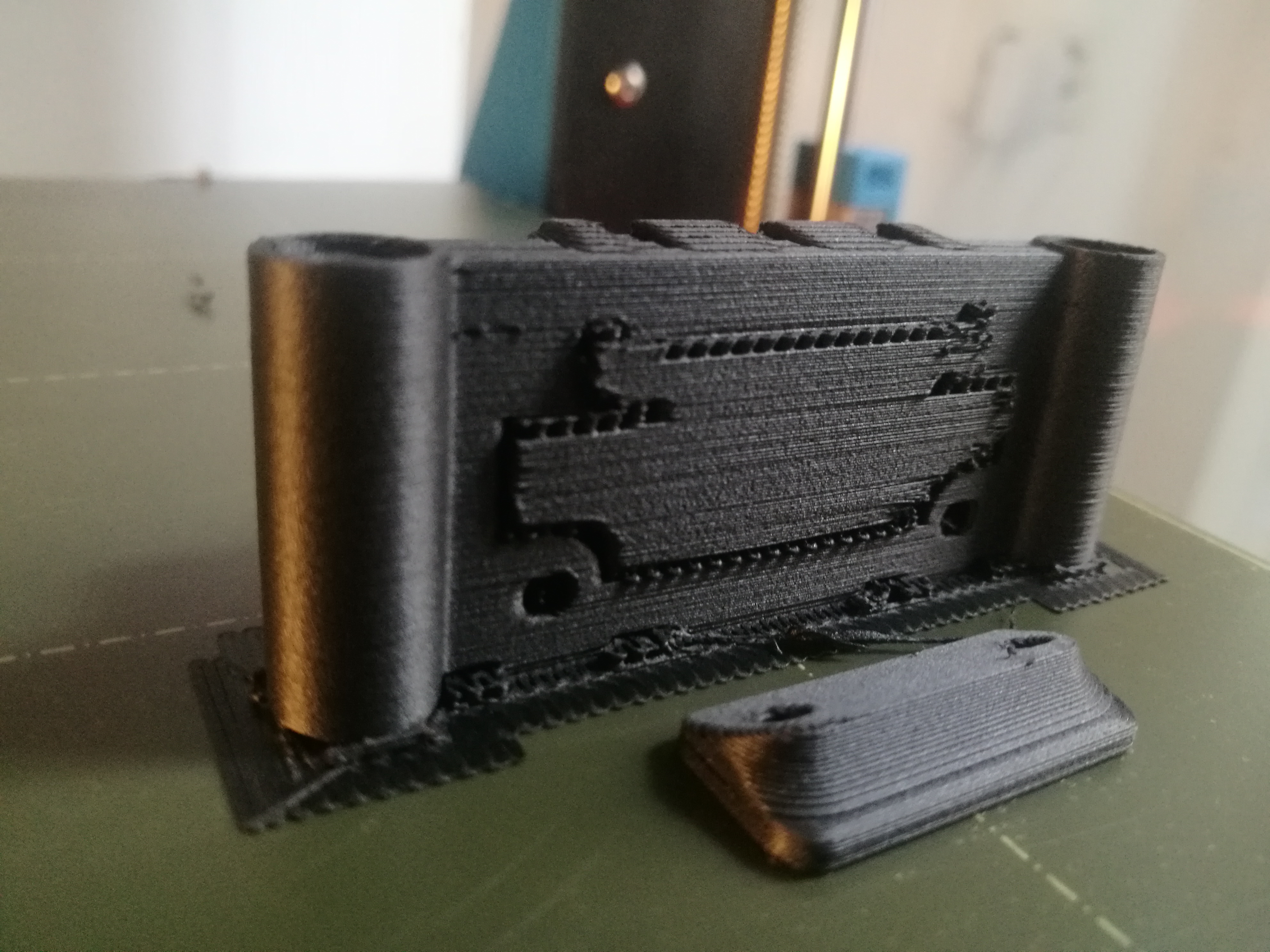
Ich bin sehr erleichtert, dass sich deine Erfahrungen die du im Dokument schreibst sich 1:1 mit meinen decken. Vor allem die verdreckte Düse aussen rum, welche bei mir früher oder später zu Blops und Fehldrucken führte. Somit weis ich, dass es nicht an meiner Hardware liegt und auch nicht an mir.
Die letzten Drucke, eher kleinere Teile, werden wunderbar. Aber totzdem wüde ich mir wünschen, das Brett vollzumachen und den Drucker mal zwei Tage durchducken zu lassen. Aber das geht mit diesem Material einfach nicht (so leicht).
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hier stand Unsinn...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
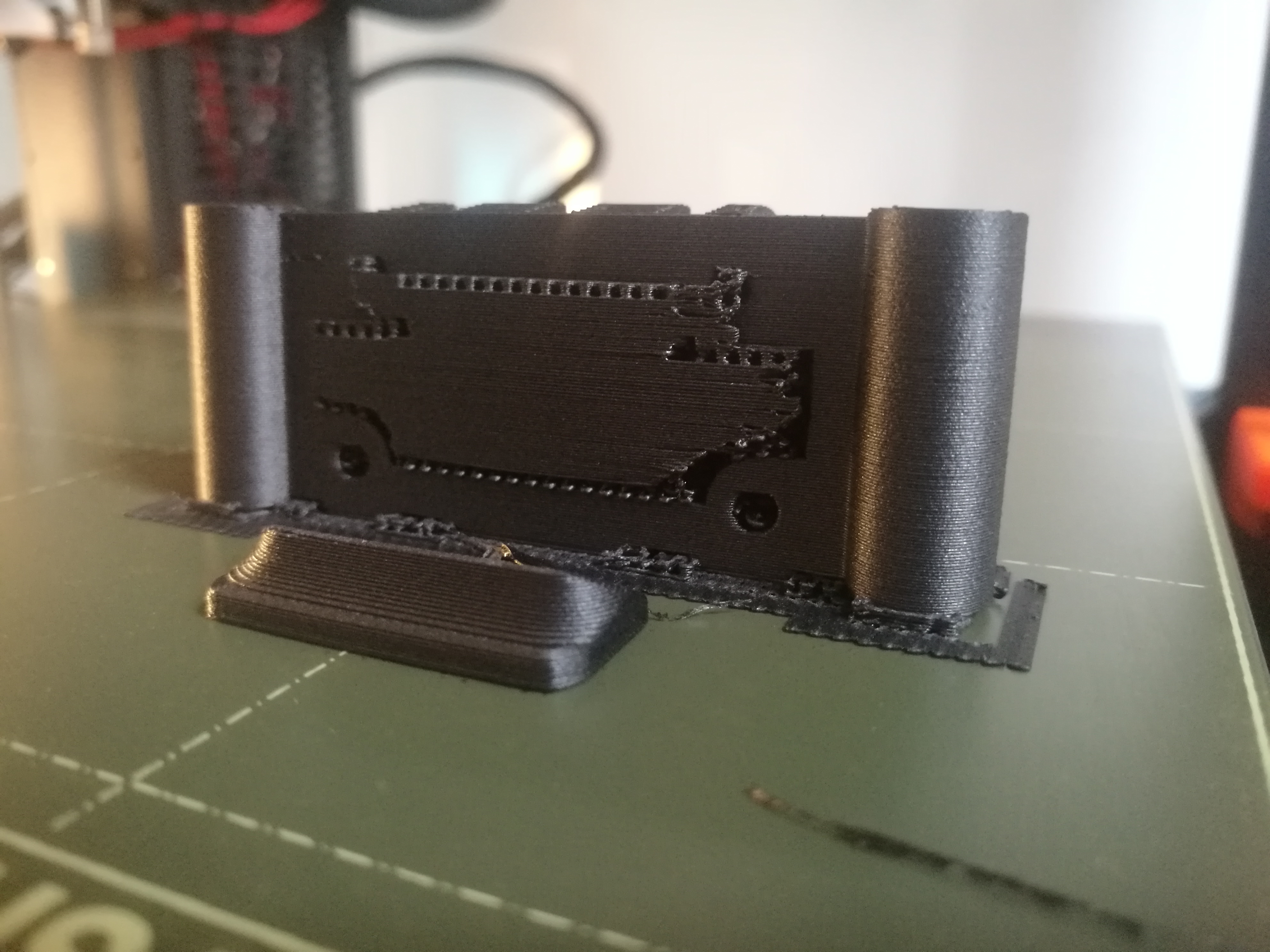
Düse nach dem Druck: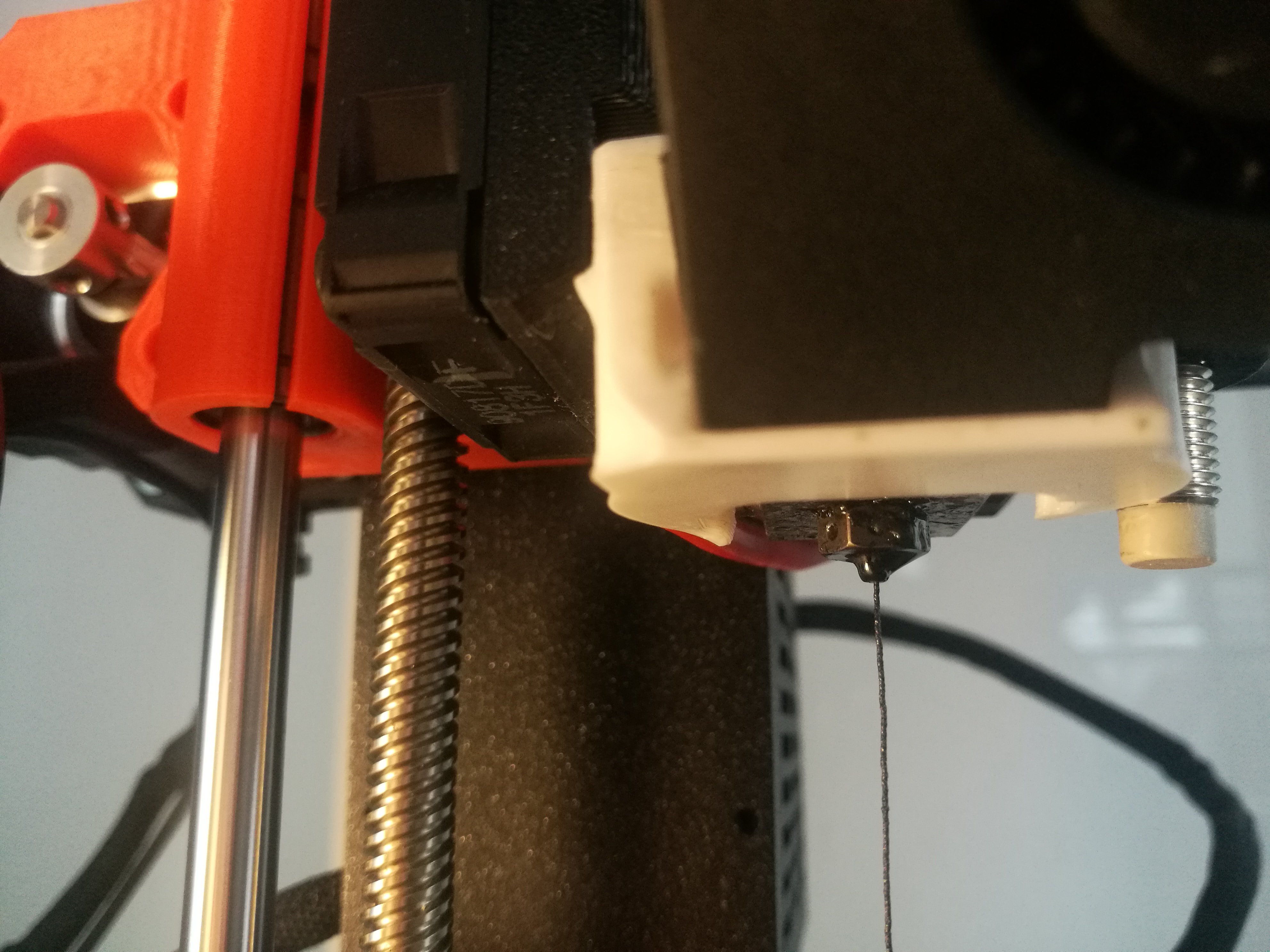

Ich muss sagen jetzt bin ich ziemlich Du auf Du mit dem XT20. Auch die Nozzle X ist eine gute Wahl, sie lässt sich sehr schön reinigen.
Was ich jetzt noch gerne ändern möchte ist das sogenannte "laden" der Düse, also das bei aufgeheiztem Hotend schon Druck drauf ist.
Ich hätte gerne, dass das Laden erst nach dem leveling und nach der von mir festgelegtern "Putzpause" geschieht, damit anfangs nicht so viel rausrinnt.
Kann mir da wer Code-Technisch auf die Sprünge helfen? Eigentlich müsste das ja nur ein "retract" mit sagen wir 5mm sein, bevor das Leveling los geht?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
So wie es aussieht, scheint die X von E3D die beste Wahl für das XT-CF20 zu sein. Durch die Beschichtung wird das klebrige Filament wohl am Besten von der Düsenspitze ferngehalten - ist Dir sehr gut gelungen - gratuliere!
Den gcode für den Start kannst Du nach Belieben in den Druckereinstellungen ändern. Füge einfach die Filament Ladesequenz nach Deinem Reingungsprozedere ein:
hier Dein gcode .....
;
G4 S0 ; wait for selecting correct extruder
T[initial_tool] ; load tool
;
weiterer eigener code...
; primeline usw...
Ich habe bei meinem MK3 eine Reinigungsstelle montiert. Dorthin wird positioniert, geladen, gereinigt und danach beginnt der Druck:
M117 start printing
;
; avoid blockages
G1 Z30 F1000
G1 X255 F8000
M104 S{first_layer_temperature[initial_tool]+10} ; set extruder temp
M109 S{first_layer_temperature[initial_tool]+10} ; wait for extruder temp
M140 S0 ; turn off heatbed while tool loading
;
G4 S0 ; wait for selecting correct extruder
T[initial_tool]
; initial load
M140 S[first_layer_bed_temperature] ; turn on heatbed
G92 E0
G1 E60 F300
G92 E0
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
; clean nozzletap
G1 X250 F8000
G1 X255
G1 X250
G1 X255
G1 X250
G1 X255
G1 X250
G1 X255
;
; go outside print area
G1 X0 Y-3.5 F8000.0
G1 Z5 F1000.0
;
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Eine Tabelle zu den Marlin gcode Befehlen findest Du hier:
https://marlinfw.org/meta/gcode/
Prusaspezifisch:
https://help.prusa3d.com/en/article/prusa-specific-g-codes_112173
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Danke, den Code werd ich mir ansehen, aber im moment find ichs wirklich gelungen. Schau mal 😀

Ganz ehrlich, ohne euch wäre ich nicht so weit gekommen. Danke! Mit dem Prusa hat man echt einen starken Support hier.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Sieht sehr gut aus. Dann hast Du's soweit geschafft 👍 .
Das Profil und sämtliche Notizen zum XT-CF20 würde ich ausdrucken und einrahmen 😋 .
Ich habe nach dem XT-CF20 Experiment mit dem Mini das CarbonNylon auf dem MK3 in Angriff genommen. Das wäre vielleicht auch etwas für Dich. Festigkeitstechnisch wesentlich zäher als alles Andere (ausser PEEK), aber wie das CF20 schwieriger zu drucken, weil das Material extrem hygroskopisch ist.
Wie sieht es eigentlich mit Deinem Zahnrad Experiment aus? Bist Du da schon weitergekommen?
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hab über Nacht noch mal einen 5 Stunden Druck laufen lassen, auch wieder perfekt. Also alles reproduzierbar, jawoll!
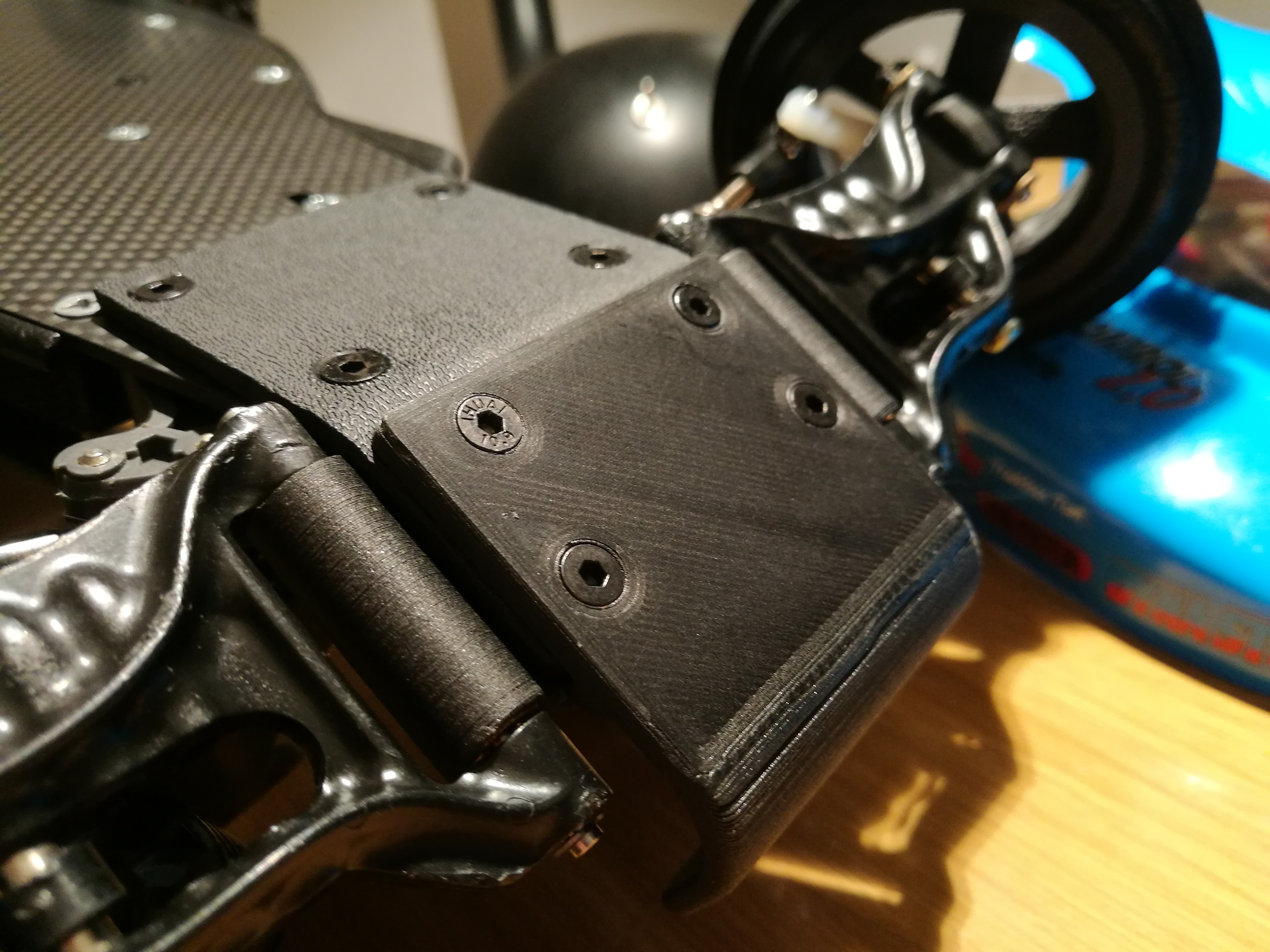
Zu den Zahnrädern, das hab ich mal aufgeschoben bis das Modellauto fertig ist, was ja quasi jetzt so weit ist. Zum Fahren werde ich mir allerdings erst mal ein kommerzielles Zahnrad aus derm RC Bereich hernehmen und so weit zerspahnen, dass es passt. Das ist relativ einfach.
Trotzdem werde ich mir ein Getriebe mir Bürstenmotor auf ein Brett schrauben und mir das alles in der Werkstatt mal genauer ansehen. Mit "Prüfstand" ist das bei weiten weniger Sauerei als im Modellauto verbaut.