RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Okay, das mit der Putzfunktion funktioniert. Trotz allem ist irgend wo der Hund drinnen.
Nach ein paar Schichten Druck hab ich die Düse voll mit Dreck und das wird mir später zum Verhängniss.
Wenn ich mehrere Teile gleichzeitig Drucke, kann ich davon ausgehen, dass ich die hälfte davon nacher in die Tonne werfen kann, weil irgend welche Blops irgend wo eine Schicht nicht ganz zum haften bringen und ich das Teil mit den Fingern brechen kann. So wie es auch beim CF20 war.
Also woran kann das liegen? Filamentzufuhr läuft sauber. Extruder extrudiert gleichmäßig und auch der Durchlauf stimmt. Momentan denke ich grad ich bin vielleicht mit dem Z-Level zu weit am Brett, dass das Material seitlich rausquillt und auf der Düse hängen bleibt. Wobei ich drucke immer wieder mal nach dem manuellen Bed Leveling ein Testquadrat 75x75x0.2mm und fahre so weit runter bis die Oberfläche glatt ist und die einzelnen Bahnen gut zusammen haften.
Ich würde echt gerne mal einen 20 Stunden Druckjob machen und gleich mehrere Teile drucken und nicht immer nur zwei oder drei, in der Hoffnung dass eines davon wirklich passt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Schön, dass die Putzfunktion das tut was sie tun soll. Hast Du das mit der Pause hingekriegt? Ich habe die Funktion meistens bei einem SD-Karten Druck verwendet und da hat das Einlegen eines Inserts und das Fortsetzen des Druckes durch Drücken des Knopfes immer funktioniert. Über Octoprint habe ich es noch nicht getestet, müsste aber auch funktionieren. Das ist wahrscheinlich wieder abhängig von der installierten FW Version.
Die Blobs können eigentlich nur beim Leerlauf entstehen, d.h. wenn der Drucker das Filament zurückzieht die Düse etwas abhebt und zur nächsten Position fährt. Eigentlich kannst Du da nur am Retract, Z-Hop und den dazugehörigen Speeds herumschrauben. Wenn Du mit dem First Layer zu nahe ans Bett fährst, kann es sein, dass es Dir Material seitlich an der Düse aufbaut und dies in weiterer Folge störende Einflüsse wie Du sie erwähnt hast, haben kann.
Es wurde zwar schon erwähnt, aber evtl. würde ich auch versuchen mit der Düsentemp. in kleinen Schritten runterzugehen.
Wenn Du mit Octoprint arbeitest: Hast Du serielles Loggen deaktiviert? Das könnte evtl. auch einen Einfluss haben, da der Drucker evtl. Timingprobleme beim Loggen haben könnte und dies sich auch auf die Druckqualität auswirken kann.
Viel Erfolg!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Ah, das mit dem Taster am Drucker habe ich nicht weiter hin bekommen, nur eben über OctoPrint. Ich erinner mich aber dass das pausieren seit Beginn der Octo-Phase an nur mehr über diesen funktioniert hat und im Druckermenü gar nicht mehr aufgeschienen ist.
Aber gut, muss ich halt einmal aufstehen und Start drücken.
Das mit dem Logger habe ich gerade nicht am Schrim, werd ich zu Hause dann mal nachesehn, aber ich denke nicht, dass der mitläuft. Ich drehe sowas für gewöhnlich immer ab, um keine unnötigen Daten produzieren.
Ganz genau Karl, mein Problem entsteht immer im Leerlauf. Der Drtuck selber ist ja recht sauber, wie die Bilder bisher zeigen. Dann werd ich mich mal dem Retract widmen. Ich gebe bescheid.
P.S.: Heut ist einer der Tage wo halt alles zusammen kommt. Mein Wasserstrahl-Schneider hat mein letztes Stück 2024 T3 Aluminium verschnitten mit einer alten Version vom Bauteil. Mein Kollege in der Flugzeug-Werft ist auf Kurzarbeit und kann mich nicht mit Material versorgen. Jetzt steht erst mal alles 😣
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Du hast eine Wasserstrahl Schneidmaschine? Ich habe einiges an Dural lagernd. Was bräuchtest Du an Dimensionen?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
War ungeschickt ausgedrückt, der Mensch der am Wasserstrahlschneider sitzt, der Wasserstrahl-Schneider. Nicht die Maschine : )
Bei mir ums Eck gibts einen Schlosser der so ein Gerät hat und mal aushilft wenn wenig zu tun ist.
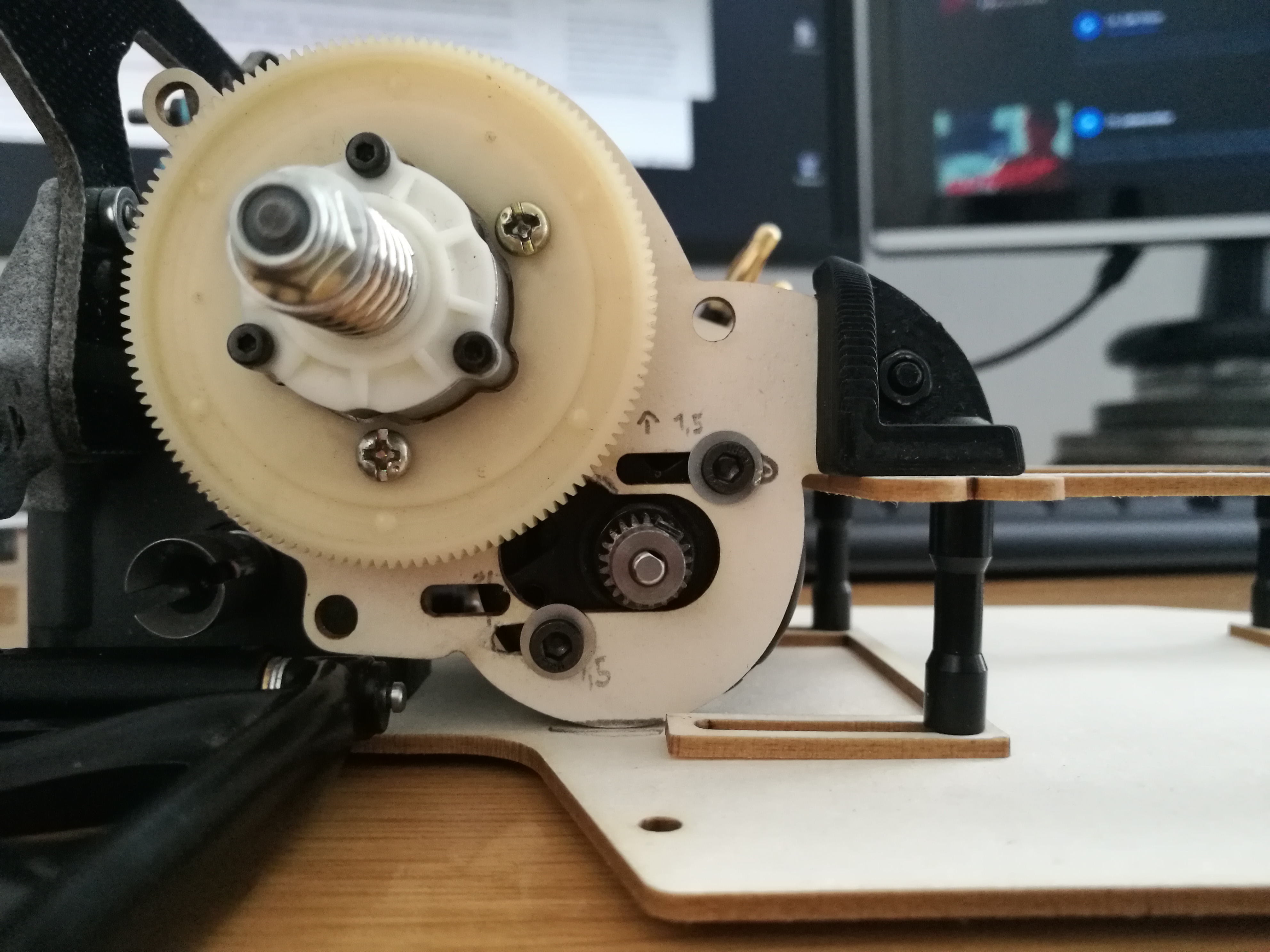
Ich brauche 2.5mm das ist eben die Sache und es sollte ca 20x30 cm sein, oder 15x40. Genug zum Spannen und vier Teile von der Fläche einer Zigarettenschachtel. Hochfest ist wichtig, so dass die M3 Gewinde direkt halten und sich die Platte nicht biegt. Die verbindet den Motor mit dem Getriebe vom RC Auto.

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
2.5mm Dicke ist ein eher ungünstiges Maß. Ich habe 3mm Bleche, allerdings 135x483mm. Das sind Frontplatten eines 19" Racks. Die Platten sind eloxiert aber kein Dural.
Meine Bezugsquelle bzgl. Dural oder anderen festen Alu Materialien ist: Metall Nord
Der hat aber, soviel ich gesehen habe, auch kein 2.5er lagernd.
Wo hast Du denn die 2,5er Platten bezogen?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
2.5 wäre wichtig, sonst müsste ich eine 3mm nehmen und bei den Verschraubungen 0,5mm weg fräsen, ich mag nämlich die Antriebswelle nicht ausdistanzieren müssen. Metall Nord habe ich am Schirm, da bin ich Kunde. Aber für den Moment sind eh grad alle auf Urlaub und ich "zwangspausiere". Zeit dem Prusa das Tröpfeln abzugewöhnen.
Ich hab für die Retract Werte noch kein rechtes Gefühl, in welchen Schritten ich die ändern soll.
Für die Geschwindigkeit, da habe ich gelesen ist das obere Limit, wenn die Zähne vom Antrieb das Filament anknabbern, dann ist man zu schnell.
PETG hat z.b. Z-Hop von 0,6mm und Retract von 0,8mm mit 35mm/s als Standardewert im PrusaSlicer. Soll ich da glatt mal die Werte verdoppeln?
Ich täte mal probieren: Z-Hop 1,2mm / Retract 1,2mm / Speed 45mm/s
lg Tom
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
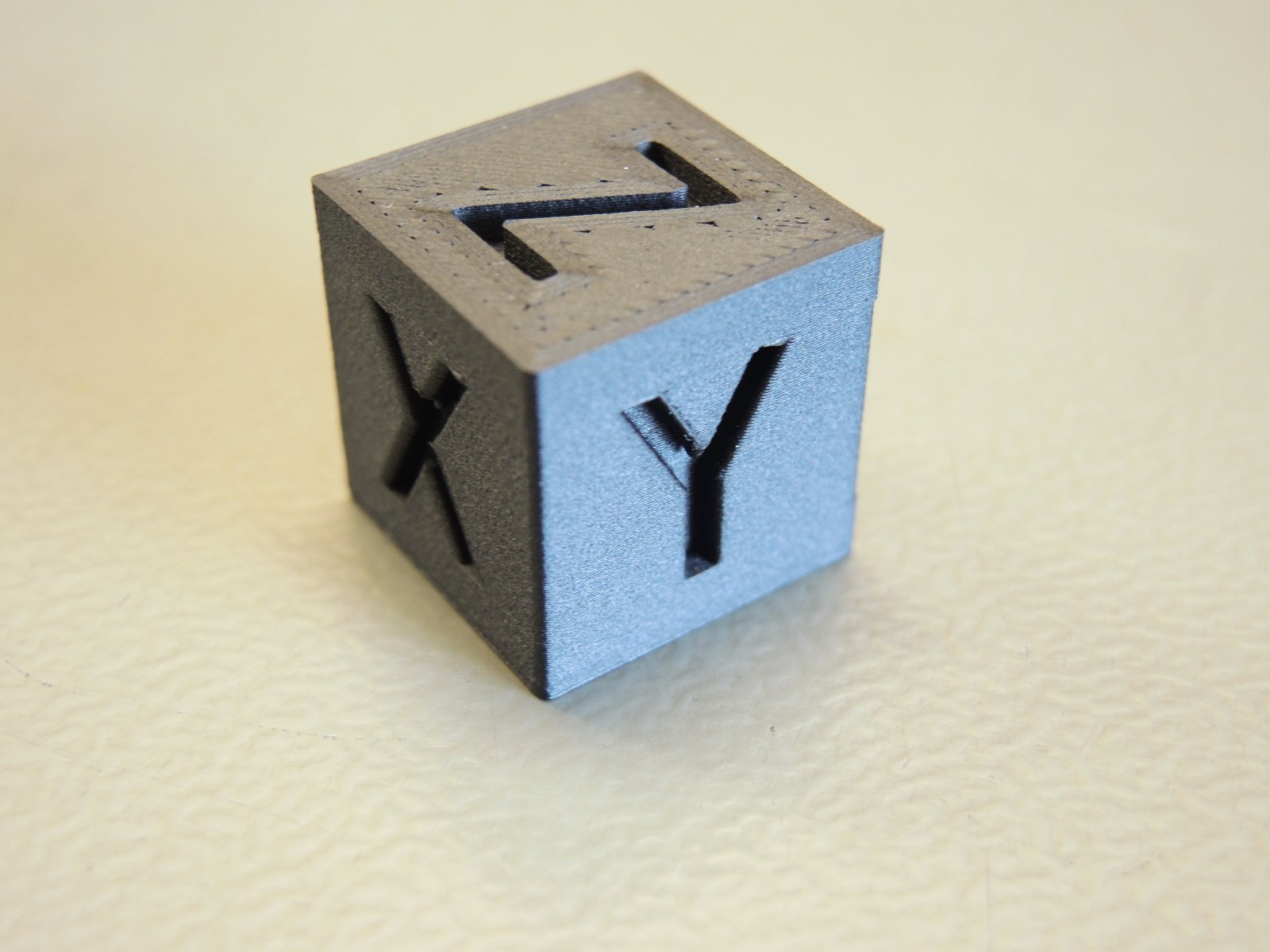
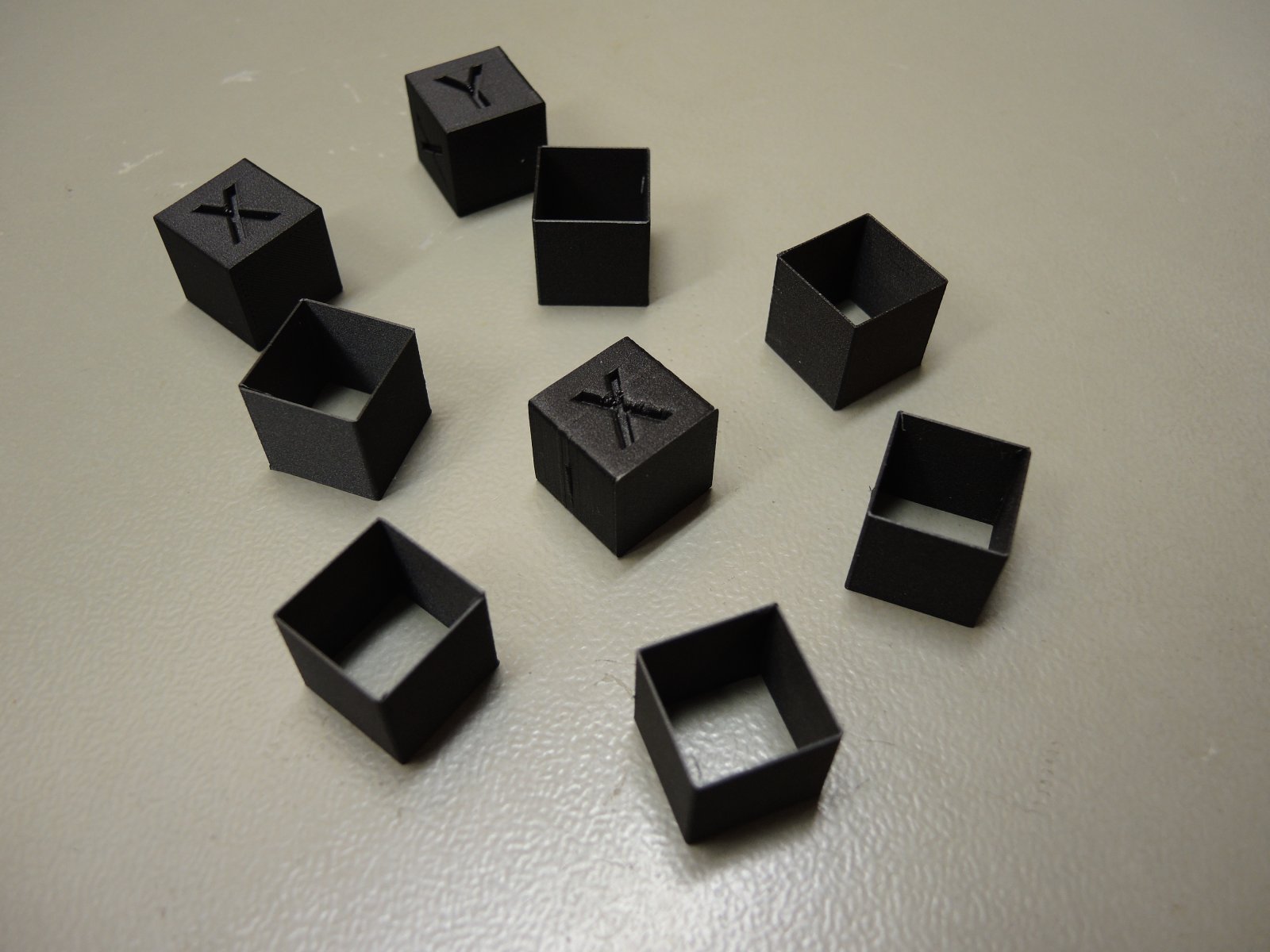
Hallo Tom, ich hatte gestern erstmalig das Vergnügen mit XT-CF20 zu drucken. Wenn ich die Herstellerangaben von colorfabb in einem neuen Profil bei S3D eingebe bekomme ich eine ähnliche Sauerei am Nozzle wie Du es beschrieben hast. Letztendlich fand ich nach diversen xyz-cubes und 20mm cubes im Vase-Mode folgende Einstellung heraus (ich habe auch nicht schlecht gestaunt 😲 ):
Düse = 0.4mm, CuNi
Hotend Temperatur: 220°C.
Heizbett Temperatur 70°C.
Druckgeschwindigkeit max. 70mm/s (Volumen Geschwindigkeit 4,73mm³/s @ 0.15mm LH), Konturen 42mm/s
Linear Advance (V1.5): ca. 0.06 (wie z. B. PLA)
Einzug: 0.8mm, vert. Hub d. Einzugs: 0.2mm, R-Speed: 35mm/s
Bauteillüfter: 50%
Im Grunde ein langsames PLA Profil mit leicht angehobener Temperatur. Bei 215°C verschlechtert sich langsam die Schichthaftung. Die Feder am BT-Getriebe muss gut gespannt sein, sonst droht Unter-Extrusion. E.-Multiplier liegt dann auch bei ca. 0.90 über alles.
Ich vermute, die hohen, angegebenen Hotend Temperaturen von 240°-260° sind der schlechteren Viskosität durch das Carbon geschuldet. Man hatte wohl Angst, dass einem der Extruder verstopft, wenn der Extruder-Motor/Getriebe zu wenig Druck macht. Beim Prusa passiert eher das Gegenteil, dicke Blobs und eine Sauerei an der Nozzle weil das Zeugs zu flüssig wird. Im Grunde ist es ein PLA-Filament mit 20% Carbon Zusatz.
Probiere es aus. Rückmeldung wäre super.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@holger-s3
Na der Würfel schaut mal gut aus!
Aber bist Du sicher das es ein PLA Filament ist? Soweit ich mich erinnere ist die Basis ein CPE (chloriertes Polyethylen) FiIament. Dem entsprechend also stark in Richtung PET einzuordnen. Was dann auch die Vorgabetemperaturen von Colorfabb erklärt.
Ich selbst habe übrigens das Glück mit den Vorgabetemperaturen prima drucken zu können.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@ holger
Das beruhigt mich jetzt aber, dass nicht nur bei mir so eine Patzerei herrscht. Ich denke mir auch gerade, dass gerade die heißeste Zeit im Jahr ist und bei 27°C in der Wohnung ich auch um 5-7° über Norm bin.
Du hast aber deinen Drucker auch enorm modifiziert, richtig? Ich fahre weitgehend Origninal. Weiß nicht ob das ins Gewicht fällt.
Na auf jeden Fall bin ich nicht alleine : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo Ihr,
ich habe nur versucht das xt-cf20 zu drucken und habe mich auch zunächst an das Datenblatt des Herstellers gehalten. Das da i-was nicht stimmen kann fiel mir schon beim Druck des 1. Würfels auf (Bildmitte). Der Druck begann mit 250°C. Ich habe den Druck beobachtet und während es druckte, die Temperatur am Drucker zunächst in 5° Stufen bis auf 265°C erhöht, dann ab ca. 12mm Höhe die Temperatur radikal auf 240° und zum Ende hin auf 235°C gesenkt. Eine deutliche Über-Extrusion ist bei allen Temperaturen im Würfel zu sehen. Daraufhin einige Würfel im Vase-Mode gedruckt, um den Extrusionsfaktor zu ermitteln, bei 235° landete ich bei 0.80 (80%) mit S3D, nach meiner Erfahrung zu niedrig. Die Schichthaftung im Auge, habe ich die Drucktemperatur weiter gesenkt, bei 215° war die untere Grenze erreicht, da die Haftung nachließ, drucken lässt sich das Zeugs wohl auch noch mit 210° oder weniger. Der Extrusionsfaktor kam auch langsam wieder in bekannte Bereiche von ca. 0.90. Die Druckgeschwindigkeit von 70mm/s für das Infill halte ich noch für optimistisch, etwas niedrigere Geschwindigkeiten verbessern auch das Infill.
Da ich kein Chemiker bin, kann ich zur Zusammensetzung vom Plastik nichts sagen. Ich sehe nur deren Eigenschaften beim Ausdruck und die erscheinen mir hier dem PLA recht ähnlich. Welche Namen sich die Marketing Leute der Hersteller da ausdenken, ist deren Sache, Irreführung ganz normal in der heutigen Zeit, Hauptsache die Kasse klingelt heftig. Siehe auch das Green-TEC Pro Filament von Extrudr, sicherlich auch eine PLA/Carbon (10%) Kombination, empfohlene Drucktemperatur 200° - 240°, auch recht passend zu meinen ermittelten Ergebnissen vom xt-cf20.
Ich möchte hier nur meine Erfahrungen mit euch teilen, was Ihr daraus macht ist dann Eure Sache. Etwas mehr Mut zu sinnvollen Änderungen und experimentieren, an den Herstellerangaben möchte ich Euch ans Herz legen, da auch Euer Drucker individuelle Eigenschaften besitzt und auch jedes zu druckende Bauteil etwas andere Einstellungen braucht. Alles andere ist Glaskugel lesen und stochern im Nebel.
Das xt-cf20 habe ich von einem anderen netten, kompetenten Prusa Kollegen aus der Nähe bekommen. Er hat im Prusa Slicer als Maßnahme die Volumengeschwindigkeit erst auf 1,2mm³/s und später auf 2mm³/s gesenkt (wie TPU), um auf brauchbare Druckergebnisse zu kommen.
Probiert's einfach aus, viel Erfolg wünsche ich.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja, im Nebel stochern, so komm ich mir auch ab und zu vor. Nur fehlt mir dann auch wieder die Zeit um mich einen halben Tag hin zu setzen und Würfel zu drucken. Dein Ergebnis, Holgar, ist aber sehr deutlich. Danke für den Eintrag.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo Thomas,
laut Datenblatt ist XT-CF20 ein amorphes Copolyester, also PETG mit 20% Carbonzusatz ( https://colorfabb.com/files/TDS_E_ColorFabb_XT_CF20.pdf ). Das würde bedeuten, dass die Drucktemp. irgendwo zwischen 205 bis 245 Grad liegen muss.
Na dann hoffe ich mal, dass der Druck mit Holgers Richtwerten zum gewünschten Erfolg führt.
Ich bin gespannt auf Deine Rückmeldungen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Moin Karl,
dein Satz:
laut Datenblatt ist XT-CF20 ein amorphes Copolyester, also PETG mit 20% Carbonzusatz
entspricht nicht so ganz dem Datenblatt (bewusste Irreführung? 🤣 ) Schau mal genau hin was da steht.
Hersteller ist Eastman und Amphora ein Markenname von Eastman, hat es was mit amorph zu tun oder nur eine Verwandschaft in der Schreibweise? Was das genau für ein Mix ist weis wohl nur Eastman als Hersteller von dem Granulat.
Bei mehr als 260°C beginnt das Filament im Hotend zu verbrennen. Schlicht zu heiß. Habe ich hier beobachten können.
Und jedes gedrucktes Teil was bei euch in der Tonne landet füttert den Hersteller, denkt daran. Extrudr erscheint mir mit seinem Datenblatt nach meiner Erfahrung mit dem xt-cf20 inzwischen glaubwürdiger als colorFabb 😉 . Zudem ist das Extrudr Filament nicht ganz so überteuert (max. 5€ Materialkosten p. 750gr). 20% Carbon oder 15%, 10%, wer kann das prüfen, ich nicht! Carbon kostet als Filament Rohstoff derzeit, lt. Google, ca. 20€ p. kg, PLA ca. 3€ p kg, je nach Gebindegröße (z. B. 50kg). Natürlich kommen noch diverse Herstellkosten und Additive dazu, ich bin ja nicht ganz naiv. Aber das 10-fache am Markt zu verlangen ist schon recht dreist, oder verkaufen die nur 1000 Rollen Filament insgesamt im Jahr? Die Hersteller nagen bestimmt nicht am Hungertuch. Aber das nur nebenbei.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Servus Holger,
PET gibt es in amorpher oder teilkristalliner Form. Was aber der Hersteller genau verwendet und auch an Additiven bzw. an Kohlenstoffanteilen in den genannten 20% dazu gibt werden wir wohl nie erfahren.
Extrudr/FD3D GmbH ist ein Unternehmen aus meiner Heimat und bietet diverse, gut druckbare und optisch ansprechende Filamente zu einigermassen vernünftigen Preisen an. Ich hatte dazumal die Green TEC Palette getestet. Derzeit verwende ich relativ viel ASA Durapro für Universalanwendungen, z.B. Gehäuse, Abdeckungen und sonstige Kleinteile.
Vom XT-CF20 müsste ich noch irgendwo eine Rolle herumliegen haben und werde das bei Gelegenheit auch mal testen. Ich glaube ich habe dazumal bei 3DJake 66 Euro/kg bezahlt. Lt. meinen alten Profilen habe ich dazumal mit 245/70Grad gedruckt. Extrusionsfaktor war 0.95. Das war zu Anfangszeiten des MK3. Mal schauen was dabei rauskommt. Zuerst wird aber der Mini zusammengebaut und der würde sich auch dafür anbieten.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@holger-s3
Also erst mal habe ich vorhin mit PETG gedruckt und ist z.Z. wesentlich kühler hier in der Wohnung. Stringing ist weg.
Jetzt habe ich ein paar Distanzscheiben mir CF-20 gedruckt, nur die Temperatur runter und es ist schon WESENTLICH sauberer und die Düse nach einer Stunde Druckzeit nicht verschmutzt.
Ich drucke jetzt noch weitere Kleinteile, bin gespannt und guter Dinge.
😉
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Also bei 230°C habe ich sehr schlechte Schichthaftung und kann mit dem Messer das Teil leicht spalten. Ich versuchs jetzt mal mit 240°C.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Hey Tom,
danke für die Rückmeldung. So erging es mir nach dem Absenken der Temperatur dabei auch. Es druckt deutlich sauberer. Das Filament wird dadurch aber auch etwas dickflüssiger und die Feder am Extruder muss evtl. etwas strammer eingestellt werden, damit keine Unterextrusion entsteht. Für Leute mit einem Bowden-Extruder könnte es dann eher problematischer werden als bei unserem Direkt-Extruder.
Wenn man sich dann noch die Mühe macht den Extrusionsfaktor zu kalibrieren kann man stabile, maßgenaue Teile mit dem CF-20 drucken. Ein tolles Material wenn das Profil passt.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@XT-CF20 oder andere Carbon-verstärkte Materialien:
Wie sieht es denn eigentlich mit der elektrischen Leitfähigkeit der Teile aus - hat das schon mal wer am Radar gehabt?
Danke und lg. Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Bei dem geringen Anteil an kurzer Fasern denke ich nicht, dass da nur irgend was Strom leitet. Bei Kohlefaserplatten passe ich allerdings schon beser auf, dass ich da z.B. mit den Motoranschlüssen nicht in Berührung komme.