RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Du hast mir mal eine Slicer Einstellungen für das CF geschickt. Dabei lässt der Extruder vor Druck eine doppelte Spur an Filament aus der Düse.
Ich würde das gerne bei ALLEN meinen Drucken so haben, da oft mal Anfangs noch ein kleine Faden hängt, der mir den ersten layer etwas versaut.
Wo und wie kann ich den Code für diese Aktion einbetten, dass ich das nicht immer manuell machen muss?
Und noch eine weitere Frage. Wenn ich bald öfters mal Düsen wechsle möchte ich da gutes Werkzeg um das Hotend zu halten. Der Franzose, naja... Nein. Würdest du mir mal einen von deinen drucken wollen? Natürlich soll das nicht um Sonst sein.
Du meinst wahrscheinlich die primeline vor dem gcode. Das kannst Du im Slicer beim Starcode in den Druckereinstellungen anpassen, z.B. so:
;
M117 primeline
G1 X0 Y-3.5 F8000.0
G1 Z2
G1 X55.0 E16.0 F1073.0
G1 Y-2.5
G1 X5.0 E16.0 F1800.0
G1 Y-1.5 F1000.0
G1 X60.0 E9.0 F2000.0
G1 Z0.30 F1000
G92 E0.0
G1 X240.0 E25.0 F2200.0
G1 Y-0.5 F1000.0
G1 X55.0 E25 F1400.0
G1 Z0.20 F1000.0
G1 X5.0 E4.0 F1000.0
G1 Z5.0
G92 E0.0
M82
;
M221 S{if layer_height<0.075}100{else}95{endif}
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G92 E0.0
;
M117 printing
So einen Einsatz aus PEEK kann ich Dir gerne fertigen. Den Rest (Halter und Griff) kannst Du ja selber drucken (PETG oder 3DKTOP).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Hier die STL Daten zum Griff und Inserthalter zum Düsenblock-Gegenhalter (Franzosenersatz):
nozzleholder_insert_v5_MK3_MK3S
Den Halter fürs PEEK insert habe ich zu Testzwecken aus 3DKTOP gedruckt (wegen der besseren Hitzebeständigkeit), denke aber ASA oder ABS tuts sicher auch. Den Einsatz verwenden einige Leute und ich habe diesen auf deren Wunsch hin für den mit Originalteilen (fanshroud, Thermistor, Heizpatrone, Alu Heizblock 23x16) verbauten MK3S angepasst bzw. optimiert und verstärkt. Zum Einsatz gebe ich immer die notwendigen Schrauben dazu. Falls Du interessiert bist bitte eine PN.
Zum Anziehen der Düse gibt es auch günstige Fahrrad-Drehmomentschlüssel. Ich verwende einen von Gedore. Proxxon hat meines Wissens auch so was im Sortiment, und natürlich auch Aliexpress.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Ich glaube auch nicht, dass ein 48dp Hauptzahnrad gedruckt so ohne weiteres hält. Ich bekomme eines as PA12 mit dem HP Multijet gedruckt, mal sehen was das kann.
Total begeistert bin ich ja vom SLA Druck, aber da fehlt es halt noch am passenden Resin.
Es wird darauf hinauslaufen, dass ich mir für handelsübliche Zahnräder eine Zentrier- und Frässchablonde drucke und die dann einfach bearbeite.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
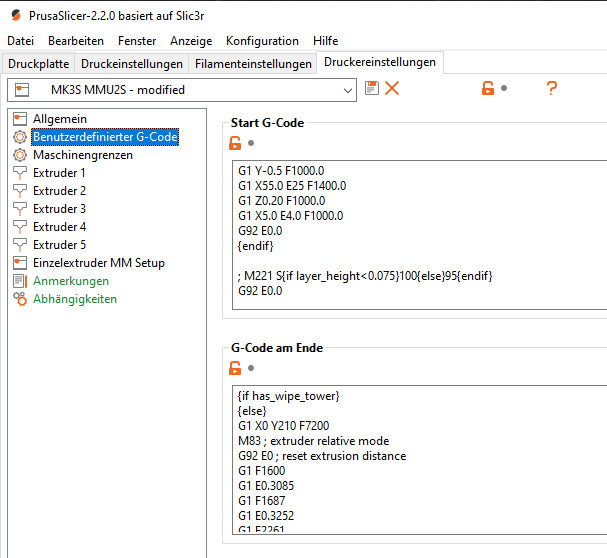
Zum G-Code, genau das hab ich gmeint. Das muss ich dann immer Copy & Paste einfügen oder kann ich das dauerhaft implementieren?
Beim Prusa Slicer sieht der Start-G-Code so aus:
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
M115 U3.9.0 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
Wo genau setzt ich deine Code-Zeilen da rein? Mag da echt nix abschießen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Zum Schwimmer. Super Sache! Im Grunde hab ichs so auch gemacht, mit dem Insert wärend dem tempern.
Bei mir im Gurkenglas schwimmen z.Z. ein einschichtiger und ein zweischichtiger ungetemperter Schwimmer.
Der einschichtige sackte von Anfang an leicht ab, der zweischichtige hat super Auftrieb. In meinem Motorrad habe ich so einen zweischichtigen (alles aus PETG) auch schon seit Begin dieses Projekts montiert und der behält auch seinen Auftrieb.
Ich denke das sollte so passen, ohne tempern. Mal sehen was in einem halben Jahr/Jahr so ist.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Den gcode einfach nach dem Meshbedleveling G80 einfügen bzw. ersetzen.
Deine code:
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
durch diesen ersetzen:
M117 primeline
G1 X0 Y-3.5 F8000.0
G1 Z2
G1 X55.0 E16.0 F1073.0
G1 Y-2.5
G1 X5.0 E16.0 F1800.0
G1 Y-1.5 F1000.0
G1 X60.0 E9.0 F2000.0
G1 Z0.30 F1000
G92 E0.0
G1 X240.0 E25.0 F2200.0
G1 Y-0.5 F1000.0
G1 X55.0 E25 F1400.0
G1 Z0.20 F1000.0
G1 X5.0 E4.0 F1000.0
G1 Z5.0
G92 E0.0
M82
;
M221 S{if layer_height<0.075}100{else}95{endif}
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G92 E0.0
;
M117 printing
Anpassungen kannst Du nach belieben selbst vornehmen. Das wird dann bei jedem Slicedurchgang in den gcode Kopf geschrieben und Du musst da nichts mehr händisch einfügen. Dasselbe ist auch beim Endcode, Werkzeugwechsel usw. möglich. Ausserdem könnte man die PP Ausgabe auch noch durch z.B. ein Python oder Bash Script weiter beeinflussen. Das ist dann aber schon etwas für fortgeschrittene Benutzer.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Zahnrad könnte ich auch fräsen. Hätte eine CNC-Fräse mit Rotationsachse. Modulfräser bzw. Stichel müsste man noch organisieren. Materialmässig wäre POM oder PEEK hervorragend geeignet.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Es sollen am Ende des Tages dann wohl 50-100 Stück sein. Deshalb meine Idee vom umarbeiten von vorhandenen Zahnrädern.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Da hab ich jetzt was nicht ganz vestanden. Ich möchte, dass diese Primeline(?) permanent im Slicer bleibt und ich die nicht jedas mal reinkopieren möchte. Geht das so einfach?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich schreibe mal anstelle von Karl. Den benutzerdefinierten Start G-code einfach anpassen und die Einstellung mit geändertem Namen speichern.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Wie die Chinesen das wohl machen: Kupferblöcke - 5 Stück um ca. 13 Euro.
Ich werde aber trotzdem einen Versuch mit einem Kupferblock machen - Thermistor Federmod., hochlanzpolieren und glanzverchromen. Das Zerlegen nach dem Gebrauch macht generell keine Probleme, wenn man den Komponenten beim Zusammenbau etwas Kermikpaste spendet.
Derweil läuft aber alles noch glatt und geschmeidig mit dem vernickelten E3D Kupferblock.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Der Titel ist schon etwas irreführend, aber für mich schaut das nach Messing aus, nicht nach Kupfer.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Da hast Du schon recht. die Bilder und Beschreibungen entsprechen oft nicht dem gelieferten Produkt. Ich denke, das es sich möglicherweise auch um eine Messinglegierung (vielleicht CuZn37) handeln könnte. Wenn man es wörtlich übersetzt, müsste es sich eigentlich um Kupfermessing handeln (Sowie "only high quality" Wasserstoffwasser) Wie auch immer - für 2,50 Euro/Stk, das kostet bei uns schon ein Sägeschnitt.
Und Messing ist ja bekanntlich nicht gleich Messing - Schmelzintervall etwas über 1000Grad, mit steigendem Zinkgehalt sinkend. Was da sonst noch hinzulegiert wird, weiß niemand. Und die Temperaturleitfähigkeit von handelsüblichem Kupfer und Messing klafft auch weit auseinander (ungefähr Faktor 3).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Moin, gerade gesehen ABER wie Du schon sagst, die Dinger kosten so viel / wenig wie bei uns der Sägeschnitt oder das Entgraten durch einen Lehrling 😀 Normal kann das nicht der Bringer sein ?!?
Oder die haben alte Regenrinnen verarbeitet.....
https://shop.bohrers.de/heizblock-hotend-kupfer-e3d-tauchhuelse.html
schönes Wochende
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@all
So, ich habe fleißig weiter die Rolle PA gequält. Oder sollte ich besser sagen meine Ansprüche runtergeschraubt? 🤣
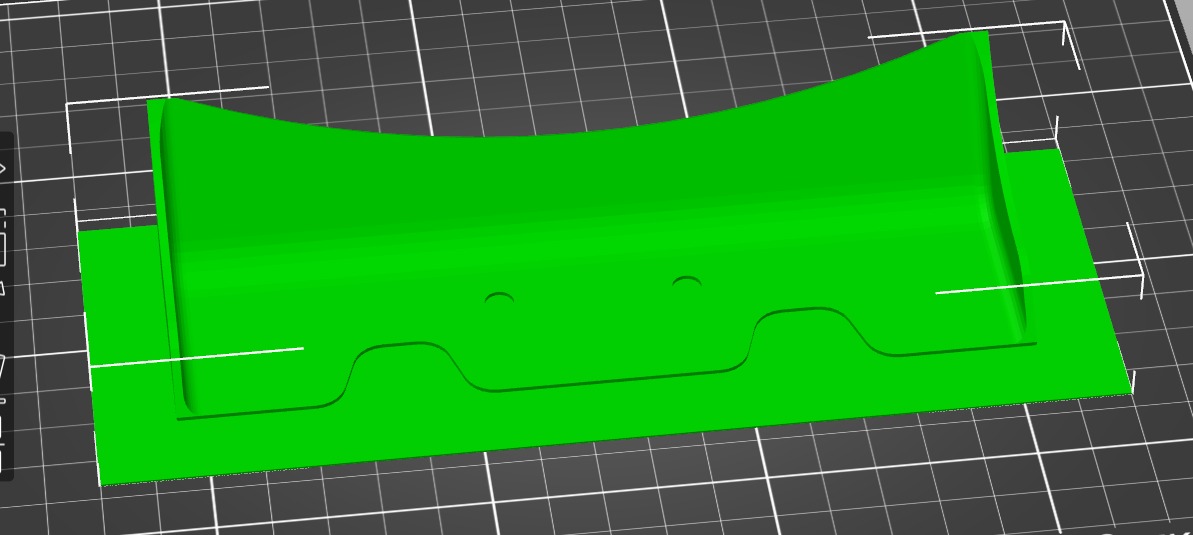
Aber Spaß beiseite, ich bin mittlerweile bei den ersten wirklich guten Ausdrucken. Absolut plan, und nach dem Ablösen verziehen sie sich auch nicht merklich. Bilder hänge ich gleich mit ein. Das was ihr dort sehen könnt ist ein Heckflügel eines 1/10 Buggy.
Funktioniert hat das aber nur so gut, weil ich mit der Hand eine sehr große, 0,4mm hohe, Schicht als individuellen "Brim" anmodelliert habe.
Da Nylon aber unfassbar gutes Layer Bonding aufweist kann man alles gut mit nem Cutter/Schere etc. antfernen.
Ich teste das ganze jetzt Stück für Stück an größeren/dickeren Teilen.


Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So schaut dsas ganze dann im Slicer aus.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
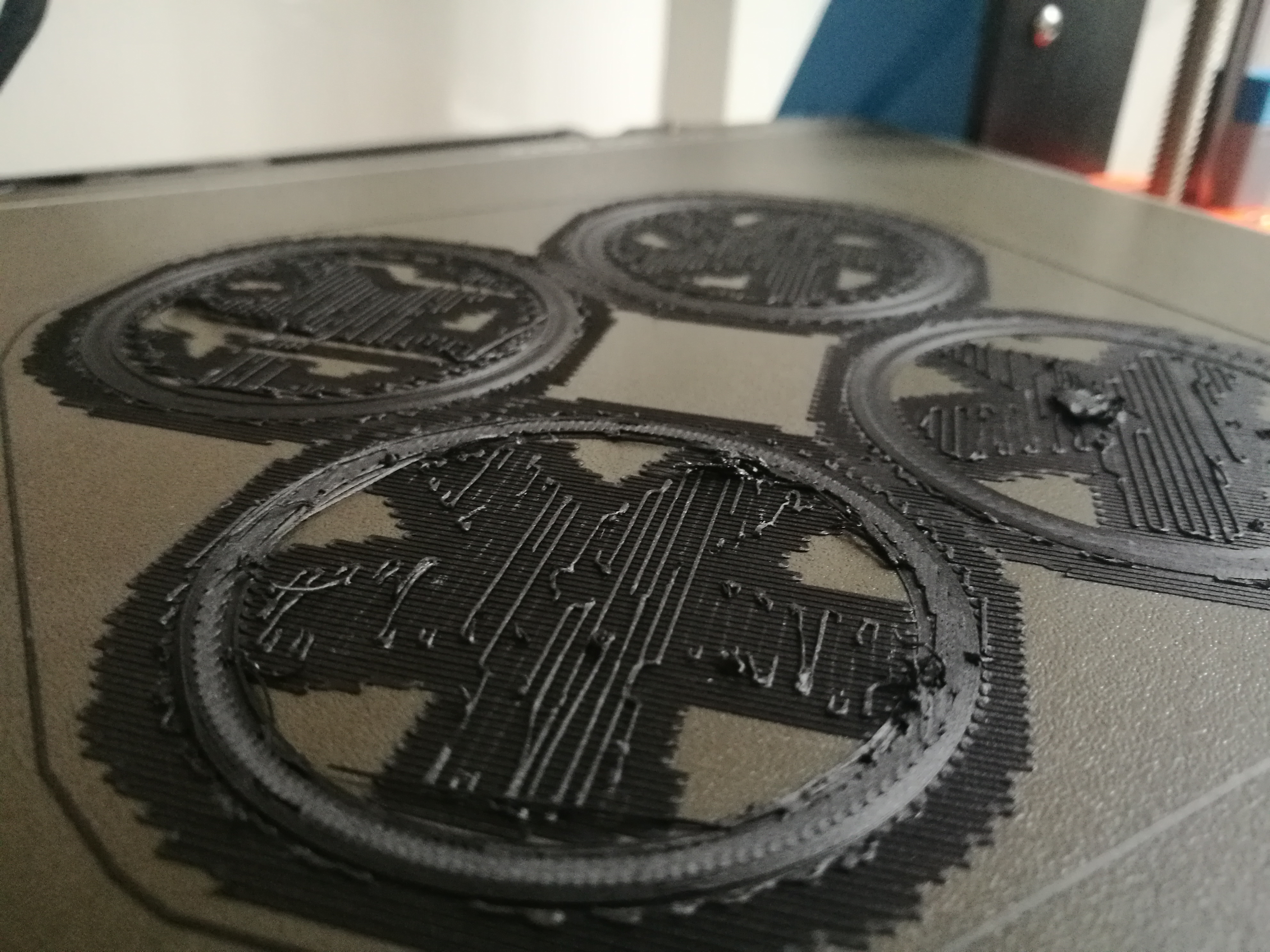
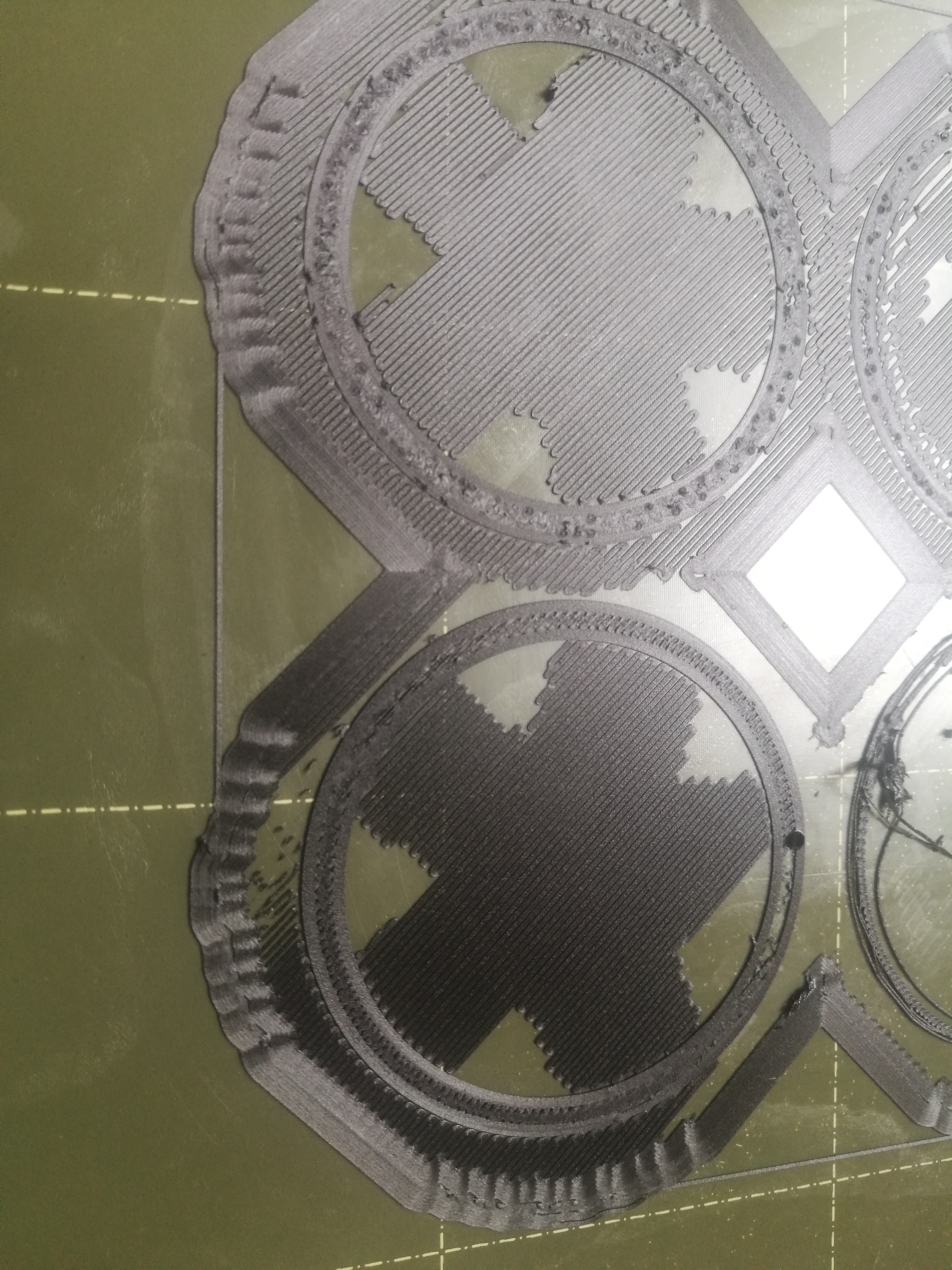
Zum XT-CF20. Bin ich hier zu knapp am Brett mit der Düse, richtig? Slicer Setting sind die vom Karl.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So, noch einkleines Update. Habe jetzt jeweils smoothe und textured sheet her genommen und mein 0.2mm Testquadrat gedruckt. Z Level passt mal für beide. Was mir beim first layer auffällt, wenn die Düse runter fährt und zu extrudieren beginnt, ist nicht sofort die Haftung da, es steht ein kleines Stück vom Anfag der Linie weg. Das ist besonders bei den Stützen schlecht. Allerdings habe ich keinen brim gehabt. Das probeire ich gerade noch mal mit. Die Sache mit der nicht sofort beginnenden Haftung bleibt natürlich so oder so.
Ich drucke jetzt mal auf dem smooth sheet mit einer Schicht Klebe-Stick versehen.
Ich glaube mich zu erinnern, dass ich mit meinem Testmaterial ja schon zwei oder drei erfolgreiche Drucke gemacht habe. Dieser heir hat aber eine Druckzeit vom 19Std., da sollte alles PERFEKT starten.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Das Problem wird wahrscheinlich sein, dass meine Slicer Einstellungen auf meine Hardware abgestimmt sind und diese nur eine grobe Richtlinie für andere Drucker sein kann. Bei Dir sieht es so aus als ob die Düse ordentlich kleckert bzw. nicht sauber extrudiert.
Verstopft ist nichts und die Drucktemperatur stimmt? Welche Layerhöhe, Retraction und Z-Hop Werte verwendest Du? Der Filament Multifaktor ist bei mir auch bei jedem Filament, auch abhängig vom Düsendurchmesser sehr unterschiedlich, bei Düsen < 0.40 bis 0.80. Ich gehe davon aus, dass das Filament auch trocken ist!?
Das XT-CF20 hast Du hier bezogen: https://www.3djake.at/colorfabb/xt-cf20 ?
Ich würde den Druck auch einmal mit einer normalen guten Messingdüse versuchen. Die halten mehr aus als man denkt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Es dürfte ziemlich sicher am Einzug des Filaments liegen und an der Durchführung vom Gehäuse. Ich lasse den Staubabstreifer mal weg, ev. ist das Filament echt zu rauh für den Schaumgummi. Hier sieht man, dass der Infill schon gar nicht mehr vorhanden ist.
Einstellungen habe ich 1:1 von dir übernommen, bei den ersten kleinen Drucktests hat das auch echt gut gepasst. Das Filament hole ich immer im 3DEE Store im 5. Hab das erst heute frisch geöffnet.
Ich drucke auch noch mit der originalen 0.4mm Messingdüse, da ich keine andere habe. Ich denke mir da auch nicht allzuviel, so schnell wird die nicht ausgeschliffen.
Auf ein Neues!