Druckprobleme Flexfill 98 A
Hallo Zusammen
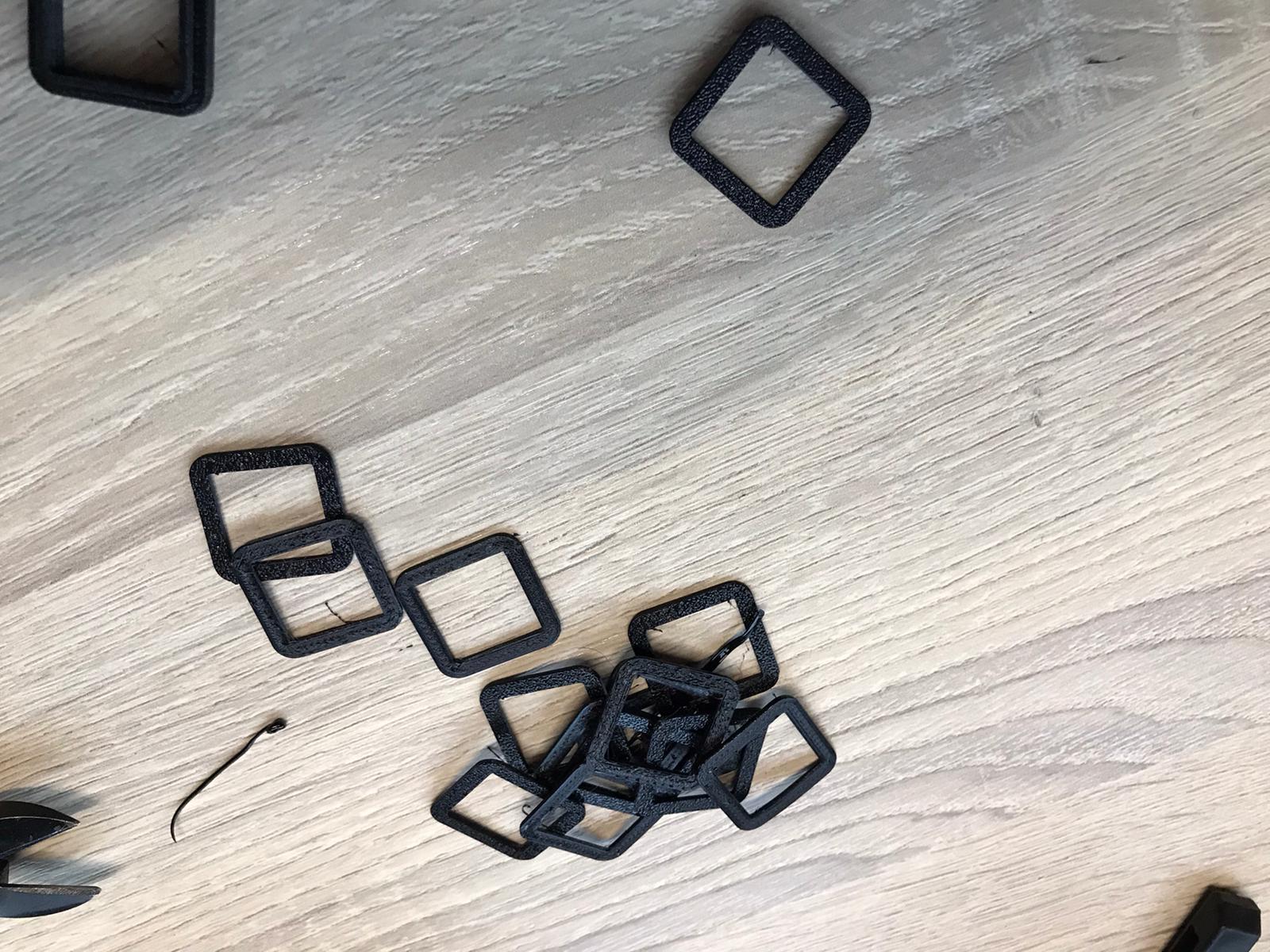
Ich habe folgendes Problem: Ich würde gerne "Flexfill Filament" drucken, (verwende die Voreinstellungen im Prusa slicer und habe zuerst zwei cold pulls gemacht) jedoch habe ich immer das selbe Problem; Nach den ersten 2 Schichten bildet sich eine Schlaufe unter dem bondtech Getriebe. Als ich nach diesem Problem im Forum suchte, stiess ich auf ein bereits bestehenden Beitrag, mit dem selben Problem. Ich versuchte alle Tipps welche ich fand anzuwenden.
Geschwindigkeit auf 15 mm/s reduziert und Retraction ausgeschaltet, jedoch ohne Erfolg. Nun bildet sich bereits während der ersten Schicht eine Schlaufe im Getriebe. Ich habe mir überlegt die originale PTFE Tube von Pursa durch eine etwas längere zu ersetzen, um den Abstand zwischen Getriebe und PTFE Tube zu verringern.
Was meint ihr? Bringt das etwas oder habt ihr noch andere Tipps?
Gruss
Cedi
RE: Druckprobleme Flexfill 98 A
Hi Cedi,
wir haben hier exakt das gleiche Problem. Das Witzige: Mit dem gleichen Flexfill 98A in rot funktionieren unsere Drucke perfekt. Mit dem Flexfill 98A schwarz zieht es uns nach ca. 10 Minuten auch immer wieder die Schlaufe. Mal geht es besser / länger mal nicht.
Wir haben auch die Düsentemperatur erhöht, die Druckgeschwindigkeit verringert, den Anpressdruck am Getriebe reduziert ... hat aber alles nicht wirklich geholfen.
Wir sind auch langsam am Verzweifeln, da denkst du jetzt läuft es, und nach 15 Minuten druckt der Drucker in der Luft 🙂


RE: Druckprobleme Flexfill 98 A
Hi voltmaster
Hmm das würde ja fast heissen, dass das schwarze Filament vieleicht eine schlechtere Qualität aufweist. Mal sehen was die anderen meinen ich habe jetzt mal eine neue PTFE tube bestellt welche besser für flex Materiealien sein soll ich werde euch auf dem laufenden halten.
Gruss
RE: Druckprobleme Flexfill 98 A
Hallo zusammen,
habt ihr daran gedacht das ihr die Vorspannung des Idlers auf ein notwendiges minimum herabsetzt?
Wenn ich Flex mit der gleichen Andruckstärke wie PLA etc. druckt, frisst das Bondtech zwangsläufig das Filament.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Druckprobleme Flexfill 98 A
@cedric-schwyter
@voltmaster
Ich verwende den MK3s übrigens weitesgehend im "stock" Zustand. Zumindest was die Teile angeht auf die es hier ankommt. Da ist im Hotend auch noch nichts neues drin bis auf die Nozzle. Die verschleißt halt. Der druckt im originalzustand auch das "schnottenweiche" Filament von DasFilament. Nur der Extruder sollte ein R3 sein. Also was einigermaßen aktuelles von Prusa.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Druckprobleme Flexfill 98 A
Ich frage nur zur Sicherheit: Habt ihr die MMU2 beim TPU Druck im Einsatz? Ich drucke dieses weiche Material immer ohne MMU2 um Filamentstaus möglichst auszuschliessen. Und wie Kai erwähnte - den Federdruck des Anpressrädchens möglichst gering halten, so dass das Filament gerade noch transportiert wird. Ausserdem würde ich die Vorschubgeschwindigkeit auf 10-15mm/s reduzieren, Retraction off. Auch die PTFE tubes haben eine Einfluss. Ich verwende diese hier: https://www.3djake.at/capricorn/xs-ultra-low-friction-ptfe-bowden
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Druckprobleme Flexfill 98 A
Danke für eure Antworten,
Wir nehmen dazu 8x fast neue MK3S ohne MMU. Genau, die Vorspannung vom Idler ist schon sehr weit runter gedreht, und der Vorschub bei uns auf 15mm/s, die Düsentemperatur haben wir auch etwas erhöht (Ich glaube 260 Grad), da wurde es schon besser. Also aktuell klappen 3 bis 4 Drucke von 5.
Die andere PTFE Röhre werden wir mal noch testen, das ist vielleicht eine gute Idee.
Dass das schwarze Filament schlecht ist glaube ich nicht, es verhält sich einfach etwas anders als das rote (Auch die angegebenen Drucktemperaturen bei rot und schwarz sind unterschiedlich).
Grüße
RE: Druckprobleme Flexfill 98 A
Ich drucke TPU mit einer Volumenbegrenzung von 1.35mm³/s. Bei dem 92A hab ich zusätzlich die Retractiongeschwindigkeit auf 20mm/s und die Deretractiongeschwindigkeit auf 15mm/s runtergestellt. Bei einer Retractionlänge von 0.8mm. Wenn es gar nicht anders geht, kannst du es ja mal ganz ohne Retraction versuchen.
Bei mir funktionieren diese Werte auch mit MMU2S.
RE: Druckprobleme Flexfill 98 A
@voltmaster
Ich mutmaße aufgrund der Namensgleichheit mal das Du was mit der voltmaster.de Website zu tun hast.
Falls ich da richtig liege nur der kurze Hinweis das Ihr bei den angebotenen "Voltmaster Face Shields" noch ein Bild mit dem originalen Prusa Schriftzug dazwischen habt. Bei dem Bild mit dem Voltmaster Beipackzettel.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Druckprobleme Flexfill 98 A
@kai-r3
Danke für die Info ich gebe das den Kollegen weiter. Ist aber eigentlich schon beabsichtigt, das kann der Kunde gerne wissen dass das von Prusa stammt, das ist kein Geheimnis.
RE: Druckprobleme Flexfill 98 A
Hallo zusammen
Erstmal danke für eure Hilfe.
Nein ich drucke nicht mit mmu, zudem habe ich auch die vorspannung des Idlers reduziert, vieleicht jedoch nicht genug. Ich werde heute Abend noch ein Versuch starten wo ich alle Tipps beachten werde.
@ karl-herbert: ich habe mir genau die gleiche PTFE tube bestellt solte morgen ankommen.
Gruss
RE: Druckprobleme Flexfill 98 A
@cedric-schwyter
Bei uns geht es jetzt ganz gut, wir haben am Ende die Düsentemperatur noch etwas erhöht, statt 240 auf 250, das war jetzt mal noch der letzte ausschlaggebende Grund.
Geschwindigkeit reduzieren, Spannung reduzieren, Temperatur hoch - ja ich glaube mit der anderen PTFE tube und etwas länger dürfte es dann ganz sicher sein 🙂
RE: Druckprobleme Flexfill 98 A
@voltmaster
Schön das ihr es in den Griff bekommen habt.
So unterschiedlich kann das vermeintlich gleiche Filament doch sein.
Ich musste mich da bei dem extrem weichen TPU von DasFilament auch erst rantasten. Damals allerdings noch mit dem alten Extruderaufbau. Das war schon hart.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Druckprobleme Flexfill 98 A
Moin zusammen,
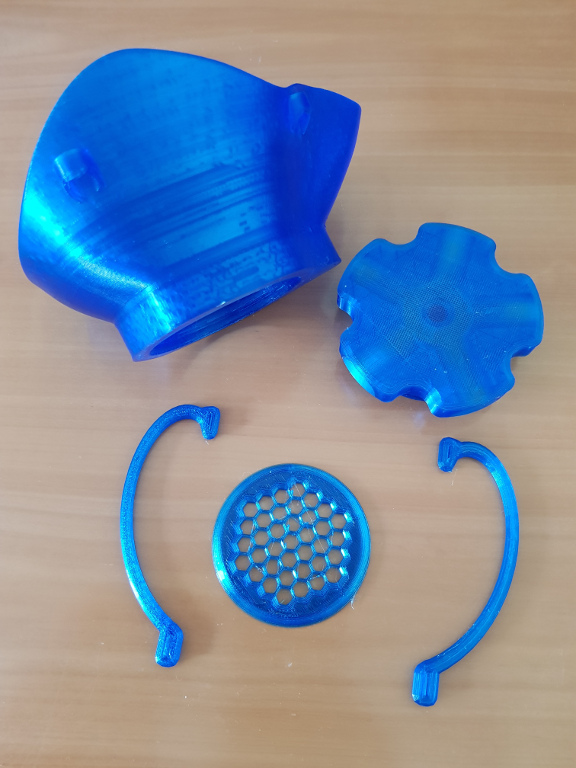
ich habe mir am Anfang mit dem FLEX Druck die "Finger" gebrochen. Ich nutze FLEX von Sain Smart (Blau - Transparent, siehe Fotos). Habe wirklich alle möglichen Tipps aus dem Forum ausprobiert:
- Temperaturen von 220°C - 250°C
- unterschiedliche Geschwindigkeiten
- Unterschiedliche Anpressdrucke (Steps von 1/4 Umdrehungen der Schraube)
- Extrusionfaktoren (1,0 - 1,3 in Prozentschritten)
- usw. usw.
Irgendwie erschien es mir, als habe es vielmehr mit Glück zu tun, als irgendwelche Einstellungen. Fakt ist, ich hatte fast immer entweder einen "Nudelsalat" im Extruder mit Längen bis zu 1m (man glaubt nicht, wieviel da reingeht) oder es wurde kein Filament mehr gefördert, weil das Filament verklebt.
Irgendwann habe ich es mal mit dem Konfigurationsassistenten versucht und alle möglichen Filaments geladen. Ich habe mir sowohl die Druckereinstellungen, Filamenteinstellungen und Druckeinstellungen über den Assistenten geladen.
Aus dem Assistenten habe ich mir die Standard-Druckeinstellung "0.2mm Quality @MK3" genommen und etwas angepasst:
- Geschwindigkeit für Druckbewegungen alle auf 20mm/s
- Veränderer = 20 mm/s
- Die Infill Einstellungen lasse ich aktuell auf 15% und verstelle sie je nachdem, was ich gerade drucke (20 - 60%)
Standard-Filamenteinstellungen für SainSmart TPU mit folgenden Modifikationen
- Extrusionfaktor = 1.2 (Standard war 1.1 / Diese Änderung ist sehr WICHTIG!! Ansonsten bricht irgendwann der Druck ab, da nichts mehr gefördert wird. Man erkennt es auch daran, dass die Oberfläche mit 1.1 sehr rau wird. Ich habe erst mit 1.1 gedruckt und über Pronterface den Extrusionfaktor nachjustiert. Dann habe ich es in PrusaSlicer eingetragen)
- Temperatur 1. Schicht = 235°C und Andere Schichten = 235°C - Standard-Temp von 230°C ist zu niedrig, 240°C zu hoch, da dann das Material zu weich ist und ggf. verklebt.
Standard-Druckereinstellungen mit folgenden Anpassungen:
- Einzug = 0 mm
WICHTIG ist auf alle Fälle noch:
- Schraube für Anpressdruck des Filaments lösen. Ich habe die Schraube, mit der die Klappe im Extruder befestigt wird, so eingestellt, dass die Klappe sehr leichtgängig ist und schlackert/beweglich. Die Schraube für den Anpressdruck löse ich für FLEX einmal komplett. Dann drehe ich sie so, dass sie gerade im Gewinde der Klappe "fasst" und danach maximal (!) eine Umdrehung reindrehen. Auf keinen Fall fester, dann gibt es "Nudelsalat" im Extruder.
Mit diesen Einstellungen (abweichend vom Konfigurations-Assistenten) klappt es dann bei mir wirklich gut, zumindest bisher.
Hier mal Fotos von meinem letzten Druck. Ist keine Corona-Maske sondern als Staubschutz beim Fräsen von Alumimium und Carbon gedacht 😎 . Ausdruck ist qualitativ wirklich gut, man muss nur wenig "säubern" oder nacharbeiten, Gewinde/Verschraubung ist präzise und passt einwandfrei. (Beim Filter/Netz sieht man noch einige Fäden, das war noch mit den alten Einstellungen)
Ciao
Der DJ


RE: Druckprobleme Flexfill 98 A
@djpicasso
Prima, so kann (sollte) ein TPU Druck auch aussehen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Druckprobleme Flexfill 98 A
@djpicasso
Gratuliere, sehr gut gelungen! Die Mühe hat sich gelohnt. Das Slicerprofil würde ich ausdrucken und einrahmen 😀
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Druckprobleme Flexfill 98 A
Hallo Zussammen
Noch ein kleines Update von mir, nun gelingt es mir aucht TPU zu drucken, ich denke ich hatte anfangs den Anpressdruck noch zu hoch und nun habe ich die Schraube auch ganz gelöst und nur ganz wenig angezogen wie ihr beschrieben hattet. Zudem habe ich die neue PTFE Tube noch verbaut.
Vielen dank für eure Hilfe 😀
Gruss