abs adapter
morgen
ich habe ein problem mit abs zu drucken
meine teile die werden nicht eckig wie gewohlt sondern werden immer rund und wenn ich eine bohrung habe die zb in die y achre axial verläuft wird bei den oberen drittel bis zum schluss wird das immer so weich das es keinen sauberen übergang giebt sprich meine bohrung wird nicht sauber was kann ich dada gegen tuhn und mein material schrumpft auch extrem arch
danke schonmal im vorraus
mfg tim
Re: abs adapter
Hi !
Vielleicht solltest Du mal versuchen an diesen Stellen etwas mehr zu kühlen.
Ein Bild ode die stl wäre gut, um es besser zu beurteilen.
Thomas
Re: abs adapter
das ist mein probe teil 30x30x10 mit einer 20er bohrung
des haupteil wo ich machen muss hat auch die bohrung so deswegen hochkant gedruckt
Re: abs adapter
Das ist zum größten Teil ein Kühlproblem. Aber auch die Überhänge im oberen Drittel sind nicht ohne.
Perfekt wirst Du das so nicht hin bekommen, selbst mit Support wird es nie richtig fein. Ich würde empfehlen das Teil nach Möglichkeit liegend zu drucken. Und wenn es geht mir einem anderen Material. Hast Du es schon mal mit PLA versucht ? ABS ist bekannt dafür das es schrumpft.
Thomas
Re: abs adapter
ja habe das haupt teil auch schon aus pla gemachgt aber das is zuweich des verdrückts mir und bicht dadurch dann und is nicht so verschleisfest
wenn es einwenich schrumpft ises nicht ganz so tragisch nur mit den über hang das des bissle besser wirt soll ich da dan in lüfter mit laufen lassen bzw mehr laufen lassen
Re: abs adapter
oder wüstest du noch ein anderes material des wo sehr stabiel ,verschleissfest und gut drucken läst
Re: abs adapter
Hallo Tim, willkommen im Forum!
Knickohr hat schon gute Tips gegeben, sehe ich auch so, ABS ist etwas schwierig zu drucken.
Gib uns doch mal deine .stl Datei dann können wir leichter helfen.
Ich kann versuchen es mit PETG zu drucken, 100% Infill, benutze das hier sehr oft.
Grüße, Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
Re: abs adapter
Hallo zusammen,
meine Wahl wäre hier dann auch PET.
Ich hab da bei mechanisch belasteten Teilen gute Erfahrungen mit gemacht.
Je nach Ausprägung des Materials sind es ja auch nur ca. 10°-15° Unterschied bei der "Wärmebeständigkeit"
Gruß
Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Re: abs adapter
Yepp, PETG wäre jetzt auch meine Wahl !
Zur Kühlung. Du kannst versuchen die obernen Schichten, also da wo die Überhänge sind, etwas mehr zu kühlen. Das wird jetzt leider nicht automatisch im Slicer funktionieren, aber man kann da ja manuell weiterhelfen. Einfach so ab der Mitte den Lüfter über das Display etwas mehr aufdrehen. Alternativ im gcode-File den Befehl "M106 Sxxx" xxx=0-255 entspricht 0-100% an der entsprechenden Stelle einfügen
Beispiel für 50% Fann : M106 S127
Thomas
Re: abs adapter
Hallo
ABS verwende ich nicht mehr seit ich das erste mal PET getestet habe.
Ich würde Dir auch PETG empfehlen ,da bessere Materialeigenschaften und vorallem keine Geruchsbelästigung.
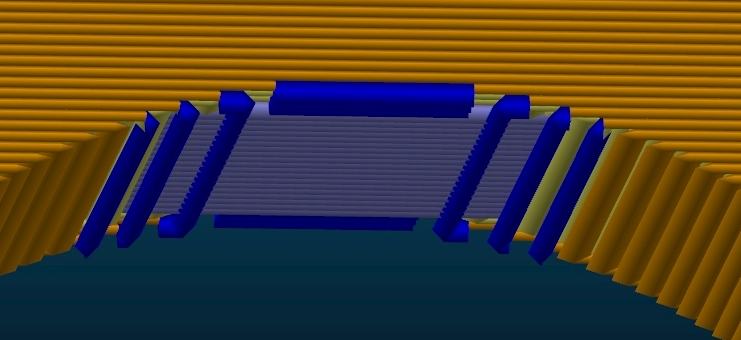
Hier mal ein Testteil aus PETG . 30x30 mit 20-Bohrung (stehend),mit Schichthöhe 0.15mm.
Standarteinstellungen für PET , nur die Extrudertemperatur ans Filament angepasst ,und Umfangbrücken entdecken aktiviert.
Die "Naht" ganz oben wird wahrscheinlich immer etwas absacken,man könnte noch versuchen das Brückenflussverhältnis niedriger einzustellen damit das verringert wird,sonst ist das Teil aber beim 1.Versuch schon ok.
MfG
Alex
Re: abs adapter
Hallo,
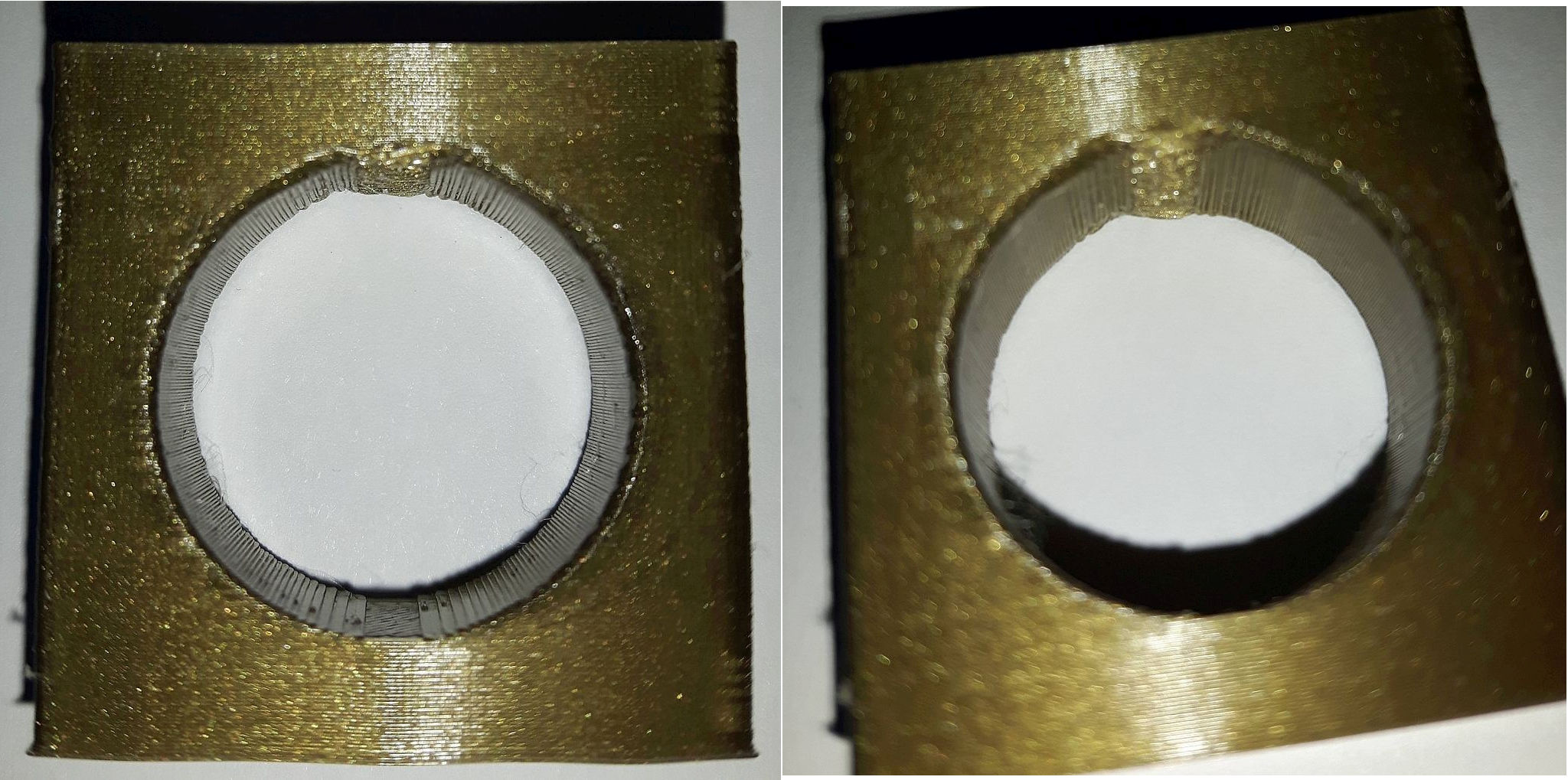
um mal ABS zu testen habe ich mir ABS Samples von Filamentworld bestellt und dieses Teil (30x30x10) mit einer zus. Schraube versehen, um die Stabilität der Schichten zu prüfen. Nach etwas Probieren mit den Temperaturen hatte ich keine Probleme es auch in ABS zu drucken (siehe Foto). die Prusa Temperatur-Einstellungen (255/100) sind für dieses ABS (Hotend 220-240, Bett 60-110) recht hoch. Letztlich bin ich bei der 1. Schicht 235°/90°, Rest 225°/85° gelandet. Bei größeren Teilen braucht es evtl. noch etwas höhere Temperaturen für das Druckbett, damit es kein warping gibt, dafür hat man mehr Probleme es später vom Druckbett zu lösen, klebt recht stark, ähnlich wie PETG. Den Geruch vom ABS beim Drucken hatte ich mir schlimmer vorgestellt. Es roch geringfügig nach heißem Plastik . Slicer war Slic3r-PE 1.41.0.
Ich habe das Teil mal stehend und mal liegend gedruckt, welches das stehende Teil ist, kann man gut auf dem Bild am oberen Überhang sehen.
Auch der Testwürfel sieht so ganz OK aus. Äußerlich ist es eher matt in der Oberfläche, anders als PETG, stringing konnte ich nicht feststellen.
Beim Testwürfel (20x20x20) habe ich 1% Untermaß in x- und y Richtung (19.8) gemessen, z-Richtung war perfekt 20.00.
Grüße, Holger

2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...