Extruder kalibrieren macht mich wahnsinnig.
Drucker Prusa i3 MK3
Nozzle: 0.4 mm
Filament: PLA original (beiliegende Rolle)
Hallo zusammen,
ich bin ein neuer Prusa-Nutzer. Die ersten Drucke sind auch ganz ok gewesen, nur jetzt wollte ich mich mal an einem Katana-Schwert versuchen und merkte, dass an meinem Drucker irgendetwas nicht gang stimmt. Habe gelernt, dass Zauberwort heißt Kalibrierung.
Alles gut geklappt, bis auf den Extruder zu kalibrieren. Ich habe es nach den Videos von Gedankensport und nach Hochdruck 3D (Excel-Tabelle) versucht.
Ich hatte zum Beispiel einen E-Wert von 279. Der bekannte Testdruck M92 E100 F100 ließ 30 mm stehen. Der neue E-Wert ist demnach 310.
Der nächste Testdruck zieht mir dann aber 130 mm durch anstatt die gewollten 100mm.
Ich bin dann mit Annäherungswerten an die Sache herangegangen. Der Durchsatz aber ist nicht berechenbar.
Ich habe auch schon eine neue Nozzle eingebaut, keine Verbesserung.
Ist da was kaputt?
Ich bitte etwaige Ungenauigkeiten oder fehlende Daten in meiner Beschreibung zu entschuldigen.
Danke für Eure Hilfe.
RE: Extruder kalibrieren macht mich wahnsinnig.
Hi und Willkommen!
Hast du einen MK3, MK3S oder MK3S+?
Der bekannte Testdruck M92 E100 F100 ließ 30 mm stehen.
M92 ist der falsche Befehl, damit setzt du die neuen Werte, G1 E100 F100 wäre hier richtig. Wenn ich mal von einem Tippfehler ausgehen würde, kann ich mir das nur noch einen Messfehler erklären, oder einen Defekt.
10 mm Differenz scheint mir schon ziemlich extrem viel. Gib bitte mal M503 in die Konsole ein und poste mal die Zeile mit M92 (z.B. M92 X99.68 Y99.58 Z397.77 E285.65)
RE: Extruder kalibrieren macht mich wahnsinnig.
Drucker Prusa i3 MK3
Nozzle: 0.4 mm
Filament: PLA original (beiliegende Rolle)Hallo zusammen,
ich bin ein neuer Prusa-Nutzer. Die ersten Drucke sind auch ganz ok gewesen, nur jetzt wollte ich mich mal an einem Katana-Schwert versuchen und merkte, dass an meinem Drucker irgendetwas nicht gang stimmt. Habe gelernt, dass Zauberwort heißt Kalibrierung.
Alles gut geklappt, bis auf den Extruder zu kalibrieren. Ich habe es nach den Videos von Gedankensport und nach Hochdruck 3D (Excel-Tabelle) versucht.Ich hatte zum Beispiel einen E-Wert von 279. Der bekannte Testdruck M92 E100 F100 ließ 30 mm stehen. Der neue E-Wert ist demnach 310.
Der nächste Testdruck zieht mir dann aber 130 mm durch anstatt die gewollten 100mm.
Ich bin dann mit Annäherungswerten an die Sache herangegangen. Der Durchsatz aber ist nicht berechenbar.Ich habe auch schon eine neue Nozzle eingebaut, keine Verbesserung.
Ist da was kaputt?
Ich bitte etwaige Ungenauigkeiten oder fehlende Daten in meiner Beschreibung zu entschuldigen.
Danke für Eure Hilfe.
Hallo und willkommen im Prusaforum!
Der MK3 sollte eigentlich werksseitig bzgl. Extruder gut eingestellt sein. Man kann das ganz einfach überprüfen indem du ein Filament in den Extruder ladest, eine z.B. 200mm Anfang-Ende Markierung mit einem Stift anbringst und mal die theoretischen 200mm durchextrudieren lässt. Dazu extrudierst Du manuel soweit, bis die Anfangsmarkierung genau mit der Ebene am Filamenteingang bündig ist - danach folgende Kommandos per Pronterface oder z.B. dem Octoprint Terminal absetzen:
G1 F100
G92 E0
G1 E200
Ist die 200mm Markierung dann ebenfalls mit der Ebene des Filamenteingangs bündig, ist alles in Ordnung und Du musst nichts ändern.
Hier findest Du eine gute Anleitung mit welcher Du die Kalibrierung problemlos hinbekommen solltest:
https://drucktipps3d.de/extruder-esteps-kalibrieren/
Die Werte kann man dann per Terminal ins EEprom schreiben. Nach einem Factory Reset sind die Werte allerdings weg, es sei denn, diese wurden fix in die FW integriert.
Gutes Gelingen 👍
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Extruder kalibrieren macht mich wahnsinnig.
@wapjoe
Danke für die schnelle Antwort.
Sorry, Tippfehler, natürlich M503 und der Prusa MK3S+
Hier die Zeile: M92 X99.95 Y99.80 Z399.40 E264.00
RE: Extruder kalibrieren macht mich wahnsinnig.
Ok, ist alles etwas widersprüchlich, gehen wir mal Schritt für Schritt vor, nach dem Video von Nachdenksport (ab Minute 1:00):
- Zuerst kommt mir der E-Wert viel zu niedrig vor, Standard müsste ~280 sein, daher setzen wir den Wert erstmal neu:
M92 E280.00 - Extruder vorheizen, z.B. 215° C für PLA.
- Befehl M83 (relative Werte) ausführen.
- Möglichst exakt 120 mm Filament abmessen und abschneiden.
- Drucker extrudieren lassen:
G1 E100 F100 - Reststück möglichst bündig abschneiden und nachmessen, z.B. 23,45
- ESteps mit folgender Formel ausrechnen:
120 mm - Rest = X
100 mm / X = Faktor
E-Wert (280,00) * Faktor = Neuer E-Wert - Nach meinem Beispiel wäre das:
120 mm - 23,45 mm = 96,55 mm
100 mm / 96,55 mm = 1,035
280,00 * 1.035 = 289,8 - Ermittelten E-Wert über die Konsole eingeben
M92 E289.8 (Punkt statt Komma)
Das ganze würde dann noch mal mit dem neuen E-Wert testen und messen, wenn danach ca. 20 mm übrigbleiben ist es für den Anfang ok und noch den E-Wert mit M500 abspeichern.
Poste dann doch bitte deine Ergebnisse, gerne auch mit Rechenweg.
RE: Extruder kalibrieren macht mich wahnsinnig.
@wapjoe
Ablauf:
ca. 18:00 Uhr E-Wert per M92 E280 eingetragen
18:00 gemessener Rest: 20 mm
18:07 gemessener Rest: 20 mm
19:09 gemessener Rest: 09 m (Abweichung ohne Änderung)
19:20 E-Wert geprüft, ist immer noch 280 -> Anpassung erfolgt jetzt..
Berechnung der Anpassung
Rest= 120-6 = 114
Faktor = 100/114 = 0,88
neuer E-Wert = 280.00 / 0.88 = 246.40
neuen E-Wert M92 E246.40 eingetragen. Mit M500 gesichert, mit M503 nachgeschaut.
Test Extrusion mit G1 E100 F100 durchgeführt
19:35 gemessener Rest: 72 mm
19:56 gemessener Rest: 28 mm (ohne eine Änderung)
Zwischen 18:07 und 19:09 war der Raum abgeschlossen.
Ich habe das jetzt schon so oft gemacht. Ich schreibe den Rechenweg hier hinein,
denn es kann sein, dass ich den Wald vor lauter Bäumen nicht mehr sehe.
Ich habe mir schon eine Lehre für diesen Fall gedruckt.
RE: Extruder kalibrieren macht mich wahnsinnig.
@wapjoe
Ablauf:
ca. 18:00 Uhr E-Wert per M92 E280 eingetragen
18:00 gemessener Rest: 20 mm
18:07 gemessener Rest: 20 mm
19:09 gemessener Rest: 09 m (Abweichung ohne Änderung)
19:20 E-Wert geprüft, ist immer noch 280 -> Anpassung erfolgt jetzt..Berechnung der Anpassung
Rest= 120-6 = 114
Faktor = 100/114 = 0,88
neuer E-Wert = 280.00 / 0.88 = 246.40neuen E-Wert M92 E246.40 eingetragen. Mit M500 gesichert, mit M503 nachgeschaut.
Test Extrusion mit G1 E100 F100 durchgeführt
19:35 gemessener Rest: 72 mm
19:56 gemessener Rest: 28 mm (ohne eine Änderung)Zwischen 18:07 und 19:09 war der Raum abgeschlossen.
Ich habe das jetzt schon so oft gemacht. Ich schreibe den Rechenweg hier hinein,
denn es kann sein, dass ich den Wald vor lauter Bäumen nicht mehr sehe.
Ich habe mir schon eine Lehre für diesen Fall gedruckt.
Du schreibst zwar einerseits was von 9 mm und andererseits 6 mm Rest, aber egal welcher Wert stimmt, ich verstehe es nicht wirklich dass das ohne Aktion passiert. Hast du zwischen 18:07 und 19:09 den Drucker neu gestartet? Probier bitte mal vor dem neuen Test G92 E0, um die bereits gefahrenen Steps zu nullen.
Wenn das nichts bringt, kann ich bis auf einen Defekt zu vermuten, nicht weiterhelfen. Aber wahrscheinlich hat das schon jemand hier gehabt oder Erfahrung damit.
RE: Extruder kalibrieren macht mich wahnsinnig.
@wapjoe
Ablauf:
ca. 18:00 Uhr E-Wert per M92 E280 eingetragen
18:00 gemessener Rest: 20 mm
18:07 gemessener Rest: 20 mm
19:09 gemessener Rest: 09 m (Abweichung ohne Änderung)
19:20 E-Wert geprüft, ist immer noch 280 -> Anpassung erfolgt jetzt..
Ich gehe davon aus, dass Du 9mm gemessen hast (nicht 9m). Soviel Abweichung wird höchstwahrscheinlich durch einen mechanischen Defekt verursacht (loses Getrieberad, defekter Extruderstepper oder Treiber). 280 estep +-5 liegt noch im Rahmen, aber Werte von 246 usw. liegen doch sehr weit daneben.
Ich würde zuerst mal die mechanischen Komponenten ausschließen bevor Du weiter kalibrierst. Einen Tag Pause einlegen kann auch manchmal hilfreich sein um mit frischem Elan wieder ans Werk zu gehen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Extruder kalibrieren macht mich wahnsinnig. (Abgeschlossen)
So wie es aussieht, habe ich den Fehler gefunden.
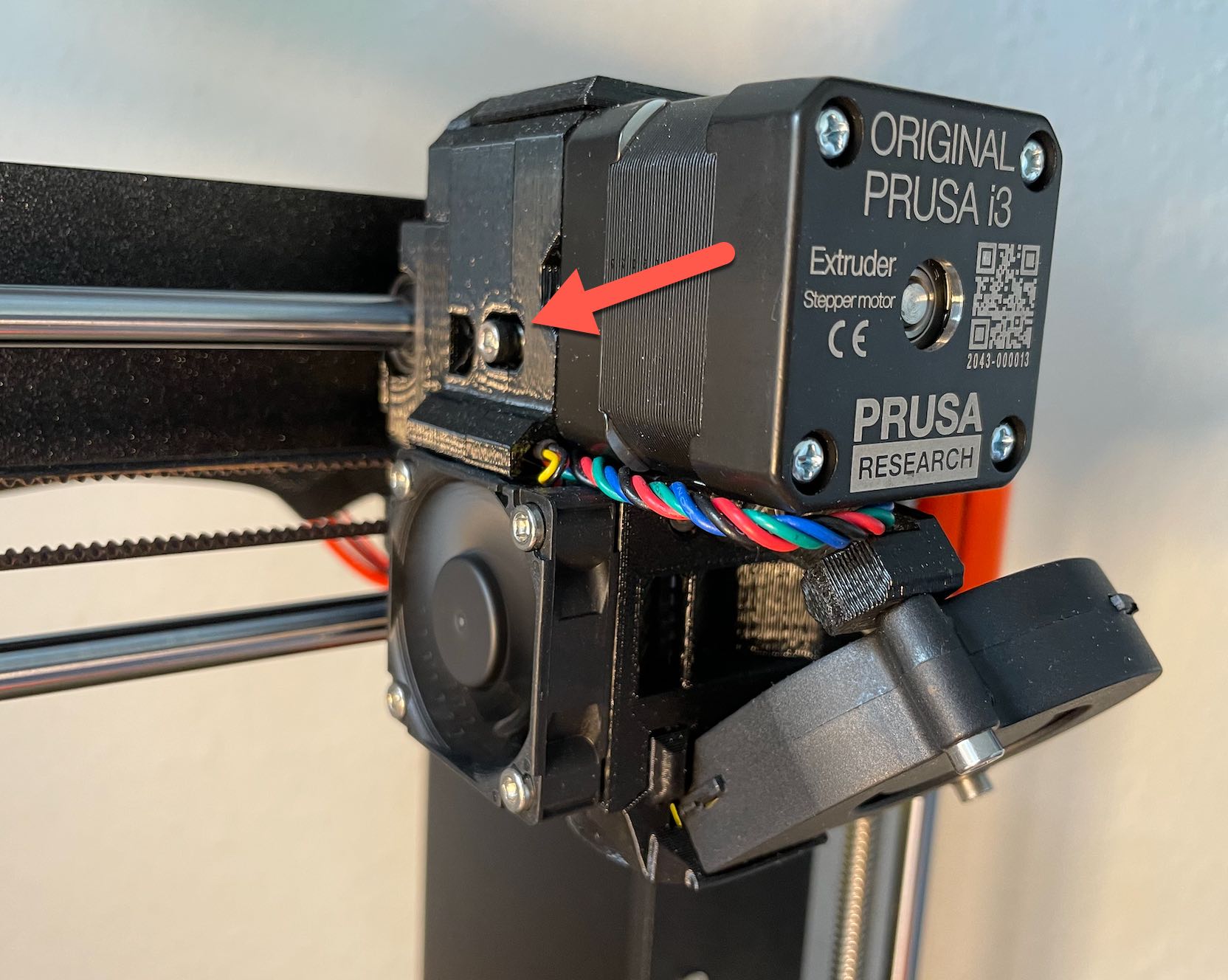
Es war die Spannrollenschraube auf der linken Seite des Extruders, die zu fest angezogen war.
Kleine Schraube, große Wirkung.
Danke für Eure Hilfe.
RE: Extruder kalibrieren macht mich wahnsinnig.
So wie es aussieht, habe ich den Fehler gefunden.
Es war die Spannrollenschraube auf der linken Seite des Extruders, die zu fest angezogen war.Kleine Schraube, große Wirkung.
Danke für Eure Hilfe.
Das ist sehr schön! Die Stellschraube hatte ich zwar auch schon in Verdacht, aber das dadurch zu viel Filament extrudiert würde, kam mir zu komisch vor. Aber gut das es wieder richtig läuft. 🙂
RE: Extruder kalibrieren macht mich wahnsinnig.
@andynet
Gratuliere 👍
Würdest Du ein Foto vom Übeltäter einstellen?
Danke!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Extruder kalibrieren macht mich wahnsinnig.
@karl-herbert
Er meint die Extruderspannrolle (Idler) https://help.prusa3d.com/de/guide/5-zusammenbau-der-e-achse_169235#170658 und die lange Schraube mit der Feder https://help.prusa3d.com/de/guide/5-zusammenbau-der-e-achse_169235#170953
RE: Extruder kalibrieren macht mich wahnsinnig.
Hier ein Bild von der Spannrollenschraube.
Der hoch verehrte @wapjoe hat natürlich recht.
RE: Extruder kalibrieren macht mich wahnsinnig.
@andynet
ist leider kein Extruder Bild dabei. Ich denke, dass Fotos gerade für Beginner bei ähnlich gelagerten Problemen hilfreich sein können. Diese erklären oft mehr als viele Worte.
Bist Du jetzt mit dem Wert 280 esteps hingekommen?
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Extruder kalibrieren macht mich wahnsinnig.
Die benannte Schraube ist auf dem Foto markiert.
RE: Extruder kalibrieren macht mich wahnsinnig.
@andynet
Danke für die Rückmeldung und gutes Gelingen bei Deinen weiteren Projekten 👍
(Und immer an die Federspannung denken, gerade dann, wenn Du mal eine andere Filamentsorte z.B. TPU verwendest)
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.