Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Hallöchen ihr lieben!
Seit Freitag nun habe ich meinen MK3s nun erhalten und habe diesen gestern erfolgreich zusammen gebaut.
Nach ersten Problemen bei den Kalibrierungen und merkwürdigen Meldungen vom Drucker (Bereits alles weitestgehend behoben), habe ich letztendlich ein Problem welches ich nicht ganz weg bekomme.
Am Anfang hatte ich bei meinen Probedrucken immer mit extremen Warping zu kämpfen. Dies allerdings nur auf der rechten Seite des Objekts.

Das habe ich nun fast komplett beseitigt indem ich das Z Offset noch ein wenig mehr angepasst habe. Dies liegt nun bei -1.560 und es sieht erst mal so aus als ob alles soweit passt.
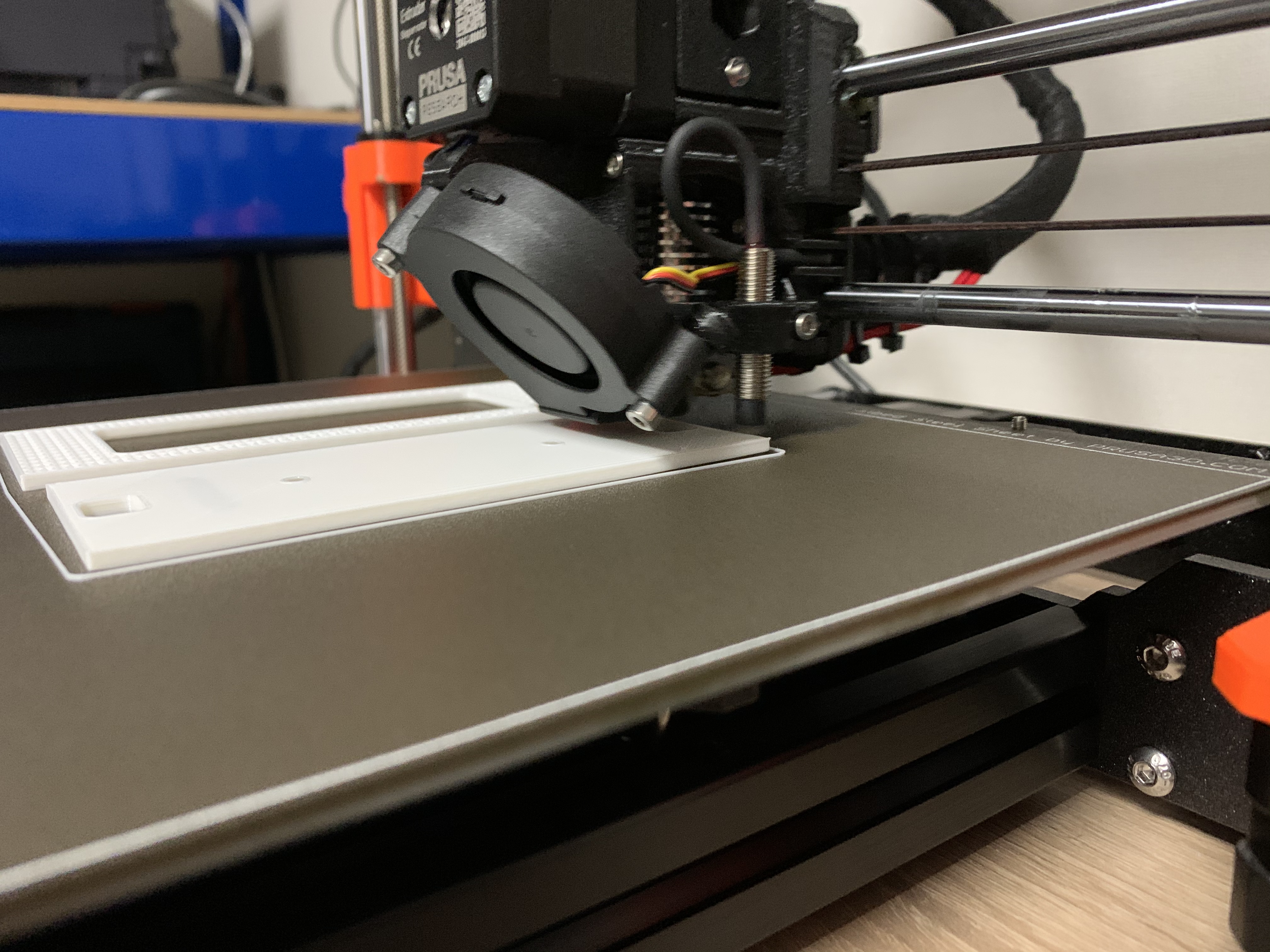
Nun habe ich mir einige weitere Videos zum MK3s und den ersten Schritten angesehen und dachte mir, ich teste mal mit einem Bed Leveling Objekt die erste Schicht (Es handelt sich dabei um fünf Quadrate mit je 2x2cm. In den vier Ecken jeweils eins und eines in der Mitte).
Faszinierenderweise sind die rechte Quadrate, sowie das in der Mitte absolut perfekt und die beiden linken super schlecht aufgrund einer viel zu nahe anliegenden Düse. Ich habe bisher noch keine Lösung dafür gefunden, außer die Schrauben des Druckbetts links mit viel Kraft noch weiter festzuziehen und die rechten ca. 15° zu lösen.
Ich konnte mich dadurch nun gut annähern, bin aber noch nicht wirklich zufrieden. Womit ich auch zu meinem zweiten kleinen Problemchen komme. Wenn ich diesen First-Layer Testdruck mache, sind die drei perfekten Quadrate nicht fest genug am Druckbett. Wodurch auf der rechten Seite des Batman Symbols das Warping entsteht. Bei einem von ca. fünf Drucken, reißt die Düse das Objekt sogar weg, weil das Warping so hoch kommt, das es der Düse in die Quere kommt.
Es kommt mir so vor, als müsste ich die Düse ein gaaanz kleines bisschen zu nah einstellen um optimale Druckbetthaftung zu erzielen. Selbstverständlich habe ich das Druckbett schon mehrmals gründlich mit 99% Isopropanol gereinigt.
- Druckobjekt: Batman aus den vom PrusaSlicer mitinstallierten Samples.
- Auflösung: 0,2mm (Standard Prusa Profil MK3s 0,2mm Quality)
- Betttemperatur: 60°
- Düsentemperatur: 215°
- Druckbett: PEI Textured Stahlbed
- Filament: Prusament Galaxy Silver (das mitgelieferte, Standard Prusa PLA Profil)
Ich hoffe ich habe euch genug Informationen bereitgestellt und hoffe ebenfalls das ihr mir da weiterhelfen könnt.
Vielen Dank schon einmal im Voraus. Sollten noch Informationen benötigt werden, haue ich diese natürlich direkt nach =)
LG Insi
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
try 70C heatbed,
Clean buildplate with Dishsoap and hot water, rinse well with hot water, and dry with plain paper towels, then print on clean surface. do not use IPA or any other surface treatment!
Joan...
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Als kleine Erweiterung noch zu Joan Tipp, danach nicht mehr mit den Fingern auf die Build Plate fassen.
Nur noch am Rand anfassen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Hey!
Vielen Dank für eure Tipps. Ich werde es morgen direkt ausprobieren.
Also ihr denkt es liegt am druckbett, bzw. An Unreinheiten?
LG Insi
PS: hier ein kurzer Einblick in das erste benchy.. Ich hoffe ihr könnt es sehen...
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Dein Benchy schaut doch schon gut aus.
Wie siehts Denn unten drunter aus?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Huhu kairo,
mit dem Benchy bin ich an sich auch gnaz gut zufrieden. Das Boot hat aber eine kleinere breitere Fläche als zum Beispiel der Flügel vom Batman. Ich habe aber das waschen noch nicht ausprobiert :).
Folgend die Bilder von unten:




RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Ich gebe kurz meinen Kommentar auch noch dazu: Zur Qualität des Ergebnisses tragen 2 Faktoren wesentlich bei:
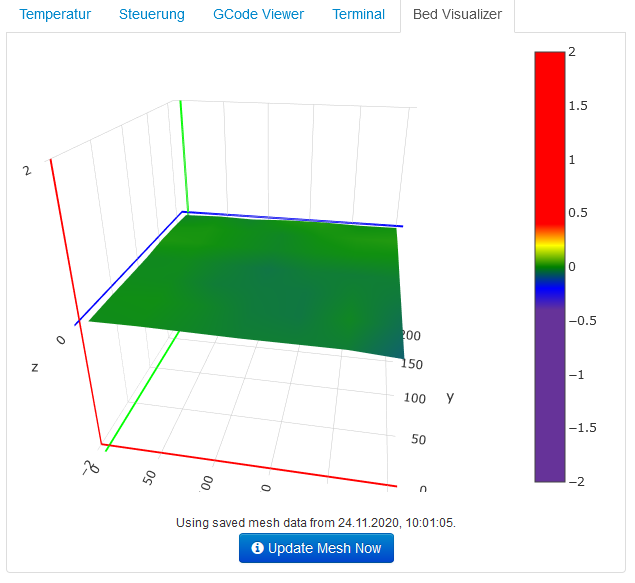
- ein sauberes fettfreies ebenes und geleveltes Druckbett. Die Reinigungsmethode hat Joan präsentiert. Alkohol oder ähnliches ist eigentlich nicht erforderlich. Das Druckbett sollte relativ eben sein. Dies lässt sich gut mit einem Stahllineal überprüfen. Aufpassen muss man auch, dass die Z-Achsen links und rechts auf gleicher Höhe sind und auch die Führungen der Y-Achse gut parallel zueinander stehen. Zur Überprüfung des Gesamtstatus des Druckbettes bzgl. Ausrichtung gibt es verschiedene Methoden dies auszulesen. Entweder über Octoprint mithilfe eine Plugins oder mit Pronterface und dem Bed Visualizer ( http://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/ ).
- Live Z-Adjust optimieren. Das bedeutet, dass der richtige Z-Abstand des ersten Layers viel zur Haftung und dem späteren Aussehen des Druckteils beiträgt. Hierzu gibt es einige interessante Informationen und Hilfestellungen: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/
Den Rest übernehmen die Slicereinstellungen und das Drucker-Stuhl-Interface.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Das schaut rundherum gut aus. Auch Dein First Layer scheint, zumindest an der Stelle, gut zu passen.
Wasch mal ruhig dein Steelsheet bevor Du den nächsten Druck anstößt.
Das wirkt echt Wunder!
Wenn dann die Haftung immer noch nicht passt nimmst Du den von Joan gezeigten Schwamm.
Aber bitte nur ganz leicht/vorsichtig. Mit solchen Schwämmen kannst Du auch durch zu hohen Druck die Beschichtung von der Platte schleifen!
Du schreibst auch das Du die meisten Probleme schon behoben hast, welche sind denn ncoh übrig?
Nach dem ordentlichen Bau, passgenaue Prusa Teile vorausgesetzt, solltest Du eigentlich nur kalibrieren müssen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Upps, da war der Karl schneller.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@kairo
Super! Vielen Dank noch mal. Natürlich an alle fleißigen Helfer.
Ich werde es nach der Arbeit versuchen mit Spüli vorsichtig sauber zu machen und es dann noch einmal kontrollieren.
Selbstverständlich habe ich ausschließlich die Original-PRUSA Teile aus dem Kit verbaut.
Mein Hauptproblem ist aktuell nur noch das Warping bzw. die schlechte Druckbetthaftung.
Diese Probleme hatte ich bei meinen vorherigen Druckern nicht (Nur zur Info, das ist kein Vergleich von Herstellern. Ich bin aus gutem Grund zu Prusa gewechselt). Das werde ich nach dem Waschen aber ja noch einmal kontrollieren, vielleicht ist es ja dann sogar weg =). Und die Geräusche sind mir nicht wirklich Koscher... Aber da habe ich bereits ein Video an Prusa geschickt und warte vom SUpport auf Antwort, ob die Geräusche alle so sein müssen.
Nur einmal für mich zur Info. Es handelt sich mit dem MK3s um meinen ersten Auto Level Drucker.
Sollte nicht aber das MESH Auto Bed Leveling so kleine ungleichheiten ausbessern?
Ich melde mich nachher noch einmal, sobald ich die Tipps angewendet habe.
Vielen vielen Dank noch einmal =)
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Hey Leute,
ich habe noch einmal alles kontrolliert und das Druckbett gründlich aber nicht zu grob gereinigt. Mit Spülmittel und warmen Wasser.
Es funktioniert schon etwas besser als vorher, doch es ist leider noch immer so das es ein nicht hinnehmbares warping gibt.
Ich weiß einfach nicht mehr was ich noch machen soll, anstelle das Z-Offset noch weiter zu senken. Dann ist die erste schicht zwar ein ganz kleines bisschen zu nah dran (leicht raue erste schicht), doch dann halt es vermutlich.
Bezüglich der Bed Mesh analyse die vorher bereits verlinkt wurde, wie bekomme ich denn die Mesh Daten? Dann würde ich das Ergebnis hier auch mal posten.
Ich vermute das das bed links noch immer leicht höher ist als rechts.
LG Insi
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Die Mesh Daten kannst Du über Pronterface auslesen: https://help.prusa3d.com/en/article/pronterface-and-usb-cable_2222
Einfach G81 (beim Mini G29) senden und die Ergebnisse in den Visualizer kopieren: http://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Das erinnert mich ja schon an meine Startschwierigkeiten 🙂
Letzten Endes lag es, neben der Reinigung, des Stahl Bleches, an Zugluft. Ob es bei Dir eine Rolle spielt, schwer zu sagen, da sie Umgebung nicht bekannt ist.
Ich habe aber auch die Erfahrung gemacht, dass PLA, auf der Strukturierten Platte, nicht so gut hält, wie auf der glatten PEI Platte.
Daher nutze ich, für PLA, immer die glatte Platte. Es macht also schon Sinn, beide Platten, zu besitzen.
Zur Schräglage, des Bettes, fallen mir ein paar Dinge ein.
1. Bei der Montage sollte der Rahmen so wenig, wie möglich, kippeln.
2. Die Führungsstangen so parallel, wie möglich, ausrichten.
3. Die Kugelbuchsen sollten sauber, in der Aussparung, vom Bett Rahmen, liegen.
4. Die U-Bügel gleichmäßig und nicht, zu stark, anziehen.
Die Schieflage, vom Bett, wenn vorhanden, kann man auch noch, im Menü, vom Drucker, einstellen.
Ich bin mir nicht ganz sicher, aber glaube es war unter Kalibrieren -> Bed Mesch Level OK.
Hier lassen sich 4 Punkte, vom Bed, in Richtung, der Z-Achse, korrigieren.
Ich schaue aber gerne Morgen, noch mal, wo genau, der Punkt, zu finden ist. Heute Abend ist mir das schon etwas, zu spät.
Ansonsten kann ich nur raten, wie vorgeschlagen, mal ein Abbild, vom Mesh Bed Level, zu erstellen.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@karl-herbert
Vielen Dank für die Informationen. Ich werde es direkt nach der Arbeit machen und die Ergebnisse hier posten.
@dermartin
Vielen Dank für die ausführlichen Tipps. Der Rahmen hat gar nicht gewackelt. Erst als ich dann die Gummifüße untergebaut habe, hat er plötzlich ein ganz kleines Bisschen gewackelt, was ich mit einer Hartgummifläche beseitigen konnte.
Die Schieflagenkorrigierung ist ne super Sache, irgendwo hatte ich das mal in einem Video gesehen, weiß aber nicht mehr genau wo. Im Drucker finde ich leider nichts.
Die U-Bügel habe ich exakt genau so wie in der Anleitung und in vielen Streams beschrieben angezogen. Heruntergedreht bis die Sicherheitsmutter gerade so das Metall berührte und dann noch 90° weiter.
Bei den Linearlagern habe ichb das Gefühl das die sich nicht gut anhören und ich glaube auch das die ab Werk nicht wirklich geschmiert waren. Da werde ich auf jeden Fall noch einmal die Schmierfett-Tuben-Aufsätze drucken, um die Lager dann selbst einzufetten wenn mein zweiter MK3s diese Woche kommt (der ist schon unterwegs).
Was vielleicht auch noch eine wichtige Info ist.
Ich sehe in den ganzen Videos immer, dass die ihre Druckobjekte nur gut vom Druckbett abkriegen, wenn sie die Federstahlplatte biegen.
Aber bei mir ist es so, das ich die Druckobjekte einfach so abnehmen kann. Ich fühle dabei auch kaum Widerstand beim Herunternehmen. Mir ist es also ein Rätsel, wie der Druck überhaupt beim Drucken am Bett bleibt...
Ich hoffe das ich das noch irgendwie hinbekomme... Jedenfalls bedanke ich mich schon einmal recht Herzlich bei euch!
Tolle Community hier 🙂
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Ob Du das Blech mehr oder weniger stark biegen musst hängt auch sehr vom verwendeten Material ab. Da gibt es einiges zu beachten.
Filamente wie ASA und PETg kleben wie sau im Druckbett. Asa allerdings hüpft nach dem erkalten wie von selbst vom Druckbett. Bei PETg muss ich häufig auch etwas das Blech biegen. Bei den glatten sheets ist die Haftung bei mir insgesamt stärker, so das ich hier auch fast immer biegen muss. Bei den Teilen die Du da druckst würde ich es auf der strukturierten Platte mit Brim versuchen. PLA kann auf dem strukturierten Blech schon mal etwas zickig sein an den Ecken.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
Die Korrektur, für das Bett, findest Du unter
Kalibrierung
Ausgleich Bett OK
Hier lässt sich dann die Korrektur vornehmen.
Zum einstellen sind dann die Mesh Daten, von Deinem Druck Bett, hilfreich.
Es gibt aber auch gute Test Drucke, die man, zum ausrichten des Druck Bettes, nutzen kann.
Zu den Kugel-Umlauf-Buchsen kann ich nur sagen, dass die nicht gefettet sind. Die sind meist nur mit einem Korrosionsschutz Öl versehen.
Bitte nicht zu viel Fett verwenden 😉
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@insgeheim
Ich habe beim Zusammenbau des Bausatzes von vornherein (geht aber auch noch nachträglich) drei Dinge geändert:
- Den Controller mit dem RasPi Zero W bestückt.
- Darauf den Octoprint-Server mit dem Bed-Visualizer installiert.
- Die äußeren 8 Abstandsröhrchen des Heatbeds durch Silikondämpfer (Bezugsquelle hier) ersetzt. Die 4 Silikondämpfer (Universal, ohne Mutter) habe ich mit einer Teppichmesserklinge sauber in der Mitte auf je 7,5 mm Länge geteilt.
Mit den 8 äußeren Punkten kann ich das Heatbed fein leveln. Rot umkringelt ist der feste Abstandhalter in der Mitte. Dieses Silikon ist formstabil und hitzebeständig.

Das ist zwar etwas aufwändig, weil beim ersten Einrichten in der Regel viele Durchläufe (Raster 7x7) nötig sind, aber der Zeitaufwand dafür lohnt sich. Unten das Ergebnis meines heutigen Nachlevelns. Als Referenz nehme ich den Abstand des mittleren Abstandhalters.
Wenn das Heatbed so gelevelt ist, lässt sich die erste Schicht für jede Druckplatte problemlos einstellen. Es braucht allerdings etwas Übung, um das richtige Gefühl dafür zu bekommen. Außerdem muss man auf die korrekte Lage der Achsen in der grafischen Darstellung achten, sonst wird es eher schiefer anstatt ebener.
Die glatte Platte nehme ich nur für Materialien, die zum Warpen neigen (ASA, PMMA) sowie für Drucke mit kleiner Auflagefläche aus PETG/PLA, die auf der strukturierten Platte nicht ausreichend haften.
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@karl-herbert
Vielen Dank für die Tipps.
Ich habe nun meinen Drucker mit dem Computer verbunden und kann auch via Pronterface drauf zugreifen.
Wenn ich nun aber G81 sende, bekomme ich folgende Meldung:
>>>g81
SENDING:G81
Mesh bed leveling not active.
Ich konnte dazu leider bisher auch bei Google nichts finden.
LG Insi
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@xator
Das ist ne super Sache mit den Silikondämpfern.
Das werde ich auf jeden Fall mal ins Auge fassen.
Ich bin leider nicht so der Octoprint Fan, daher kommt dies für mich nicht in Frage.
Danke dir!
RE: Bedleveling Probleme | Wenig Druckbetthaftung und "Warping
@karl-herbert
Vielen Dank für die Tipps.
Ich habe nun meinen Drucker mit dem Computer verbunden und kann auch via Pronterface drauf zugreifen.Wenn ich nun aber G81 sende, bekomme ich folgende Meldung:
>>>g81SENDING:G81
Mesh bed leveling not active.
Ich konnte dazu leider bisher auch bei Google nichts finden.
LG Insi
Okay.. Falls sonst noch jemand darauf stößt...
Man muss erst G80 senden und dann G81...
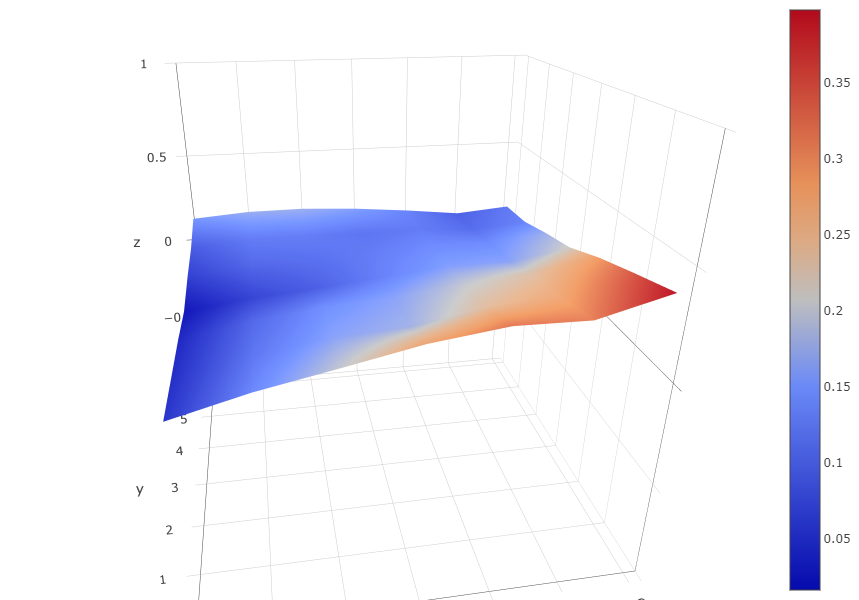
Das sind meine Ergebnisse:
>>>g81
SENDING:G81
Num X,Y: 7,7
Z search height: 5.00
Measured points:
0.04917 0.13583 0.20250 0.27167 0.31500 0.31083 0.39750
0.04167 0.11500 0.16083 0.17917 0.23583 0.26750 0.34250
0.03500 0.10000 0.14083 0.16229 0.20167 0.22917 0.28417
0.01667 0.06333 0.09167 0.12750 0.15667 0.16083 0.21250
0.05917 0.09917 0.10833 0.12125 0.13667 0.13750 0.17417
0.08667 0.12083 0.12250 0.11250 0.12083 0.10500 0.12833
0.14917 0.17250 0.17417 0.15667 0.12750 0.09167 0.11750