Wenn der MK3S zur Großbaustelle mutiert...
Hallo an alle,
Ich stelle mich mal als der "neue" vor, der da jetzt öfter kommt...
Seit etwa einem halben Jahr beschäftige ich mich mit dem 3D Druck und 3D Konstruktion unter Fusion 360. Natürlich erlernt man das mit mittlerweile
55 Jahren nicht so schnell, wie in jungen Jahren.
Über einen Arbeitskollegen kam ich dann zu meinem ersten Drucker, einem nagelneuen und frisch aufgebauten MK3S Klon,
3 Monate später gesellte sich ein gut gebrauchter, wenig gelaufener echter Prusa dazu.
Im großen und ganzen bin ich mit dem, was ich mache auch ganz zufrieden. Ok, fast alles nur in PLA und das in Figuren und Deko.
Man liest sich über den 3D-Druck ein, hier ein Bericht, da ein Forenbeitrag und dann erwächst in einem die Suche nach dem besseren, schöneren
und schnellerem. Man beginnt sich Gedanken zu machen, wie man einen Bear-Umbau bewerkstelligen kann und was man dazu alles braucht.
...und die Liste im Kopf wird länger und länger, angefangen mit dem Bear-Rahmen...
Ja, ich möchte den Bear-Umbau wagen, einfach, weil es mir gefällt und ich auch an der Herausforderung Spaß habe.
Dann fing ich damit an, mir die entsprechenden Dateien zu organisieren und dann auch in PETG zu drucken. Das Ergebnis war eher ernüchternd,
es sah lange nicht so gut aus, wie meine Drucke in PLA. Also wieder recherchiert, was vernünftige Hersteller von PETG Filament ist.
Hängengeblieben bin ich erst bei Eryone, dann bei Extrudr. Auch wenn es immer noch nicht so toll aussieht, wie bei vielen andernen, die Ihre Werkstücke
mal mit sagenhafter Optik präsentieren.
Also wurde mein Ehrgeiz geweckt, auch dahin zu kommen - und die Liste wurde noch länger.
Mittlerweile bin ich bei folgender Ausstattung angekommen:
MK3S mit Bear-Umbau, Linear-Schienen Set und ein Extruder von Zaribo, einem RasPi 3B für das eigene Netzwerk inkl. 5" Touchmonitor,
externes Netzteil und verlängerten Kabel zur Auslagerung der Bedienelemente. Und das ganze in einem IKEA Lack-Gehäuse über 3 Tischen.
So nebenbei habe ich mir eine gute Ansammlung von Ersatz- und Verschleißteilen angeschafft. Was gibt es schlimmeres, als wenn ein Teil
defekt ist, und man eine Woche auf's neue warten muss...
Ok, der Tisch ist mittlerweile fertig und vorbereitet, sowie die Wände mit Plexiglas geschlossen. Nachdem nach und nach die einzelnen Teile
angekommen sind, stelle ich fest, das ich offensichtlich das falsche Profil bestellt habe.
Denn alle Trägerteile der Linearführung weisen eine Vernutung von 6 bis 8mm auf, während ich nur 5mm habe. Seit Tagen suche ich nach
Linearbefestigungen, die auf eine 5mm Nut passen, aber vergeblich - alles nur passend für 6 oder 8mm.
Das ich neues Profil brauchen werde, ist mir inzwischen klar - nur welches? 20x40mm mit 6mm Nut oder gleich eine Nummer größer, 30x60mm
mit 8mm Nut? Wie werden die neuen Linear-Schienen eingestellt? ...und wo? ...in welchem Menüpunkt.
Ja, das ist jetzt der Moment, wo die ganzen Fragen kommen, die ein Anfänger so stellt.
Des weiteren würde ich mich freuen, ein paar Tipps zu Einstellungen (Vor allen Dingen, wo genau; Unter welchem Menüpunkt) zu bekommen,
damit ich das PETG und vielleicht später auch ASA sauber und ordentlich drucken kann.
Ich hoffe, der Text hat Euch nicht gelangweilt... gibt aber im großen und ganzen das wieder, was mir vorschwebt und wie es dazu kam.
In diesem Sinne, danke schon mal für Eure Mithilfe.
Was ich mir wünsche? Das ich durch Eure Mithilfe und Unterstützung mein Projekt zu einem guten Ende führen kann
RE:
Hallo und willkommen im Prusaforum!
Das sind ja eine Menge Fragen, die wohl die meisten Leute überfordern werden.
Ich würde vorschlagen Thema für Thema abzuarbeiten und vereinzelt Fragen zu deponieren. Je detailierter die Problemschilderung, idealerweise mit Fotos und/oder Video, umso rascher kann geholfen werden.
Ich selber kann zur Bear Variante nicht viel sagen, da ich das Rahmengerüst meiner Prusadrucker im Original belassen habe. Lediglich Linearschienen von Hiwin wurden verbaut. Da kann man aber recht schnell eigene Halterungen und Führungselemente konstruieren. Die Beherrschung eines CAD Systems ist dafür von großem Vorteil.
Zu den Prusas habe ich noch Eigenkonstrukte gebaut, welche Teilweise mit 30x30 und 40x20 Profilen aufgebaut wurden. Mehr ist übertrieben, da wir ja drucken und nicht fräsen wollen. Nut6 oder 8 spielt keine Rolle. Ich arbeite viel mit Nut8, da ich zahlreiche Verbindungselemente davon lagernd habe.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Ja, danke, Karl-Herbert... Wie ich schon bemerkt habe, beim lesen im Forum, scheinst du doch sehr tief in der technischen Materie verankert zu sein.
Und auch viel wissenswertes aus deinen Beiträgen annehmen können, wenn auch für spätere Dinge ;D
Ja klar, das mit der Reihenfolge nehme ich gerne so an, da ja beide Drucker noch komplett sind, fangen wir vielleicht am besten mit meinem
Druckbild bei PETG an.
Vorweg, ich nutze den Slicer von Prusa und habe so ziemlich alles auf den Standartwerten stehen.
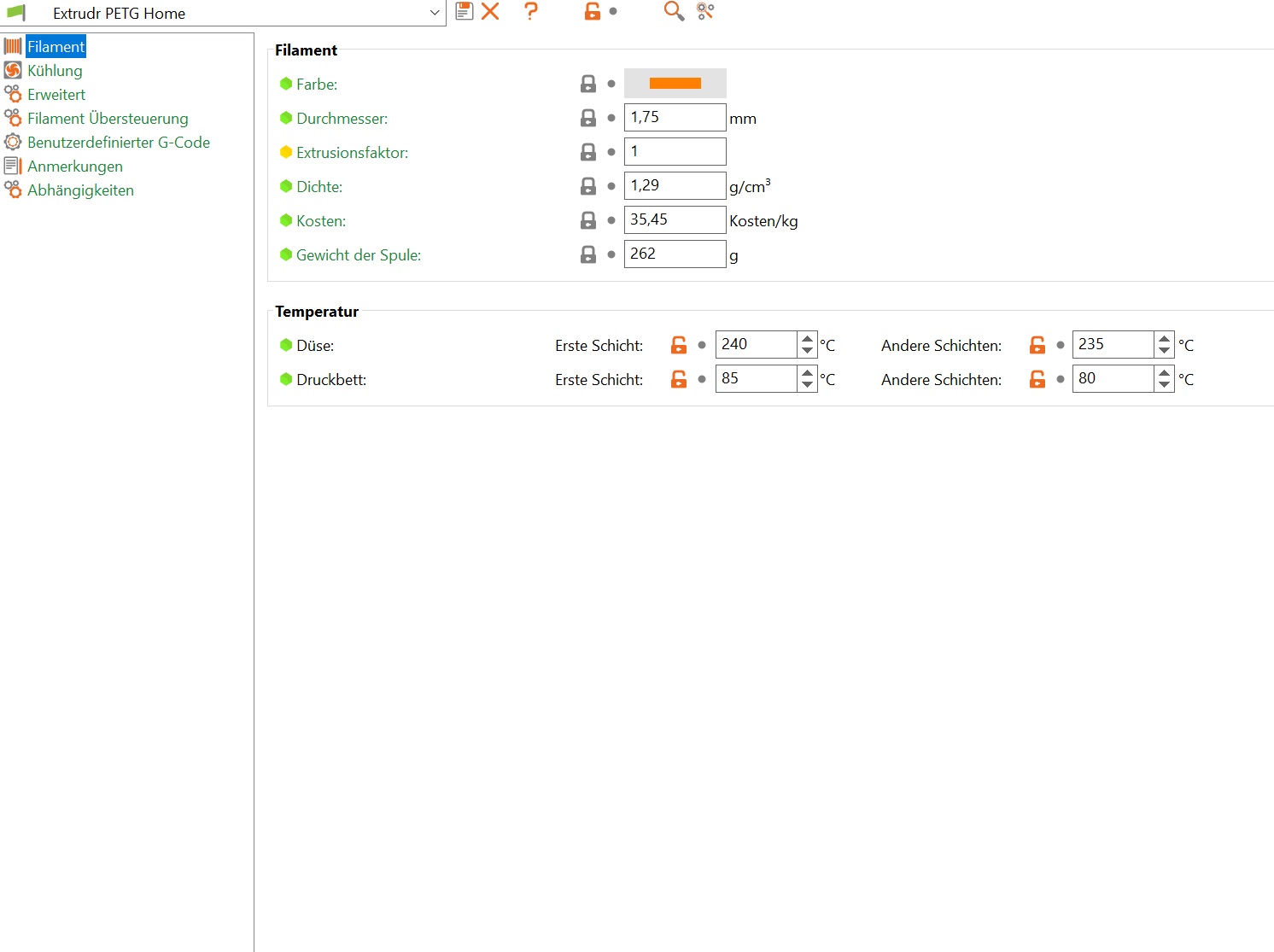
Beim Druck mit PETG lasse ich die Düse auf 80, das Bett mit satinierter Oberfläche auf 230 - 235 Grad laufen.
Die Haftung ist gut, nur bei sehr kleinen Objekten, kommt es ab und an mal dazu, das sie verrutschen und ich den Druck abbreche.
An meinem Orig. Prusa ist ein BondTech upgrade Extruder mit einem Pheaton Dragon HF verbaut (hätte aber auch kein Problem damit, ihn zurück zu rüsten),
so habe ich ihn bekommen.
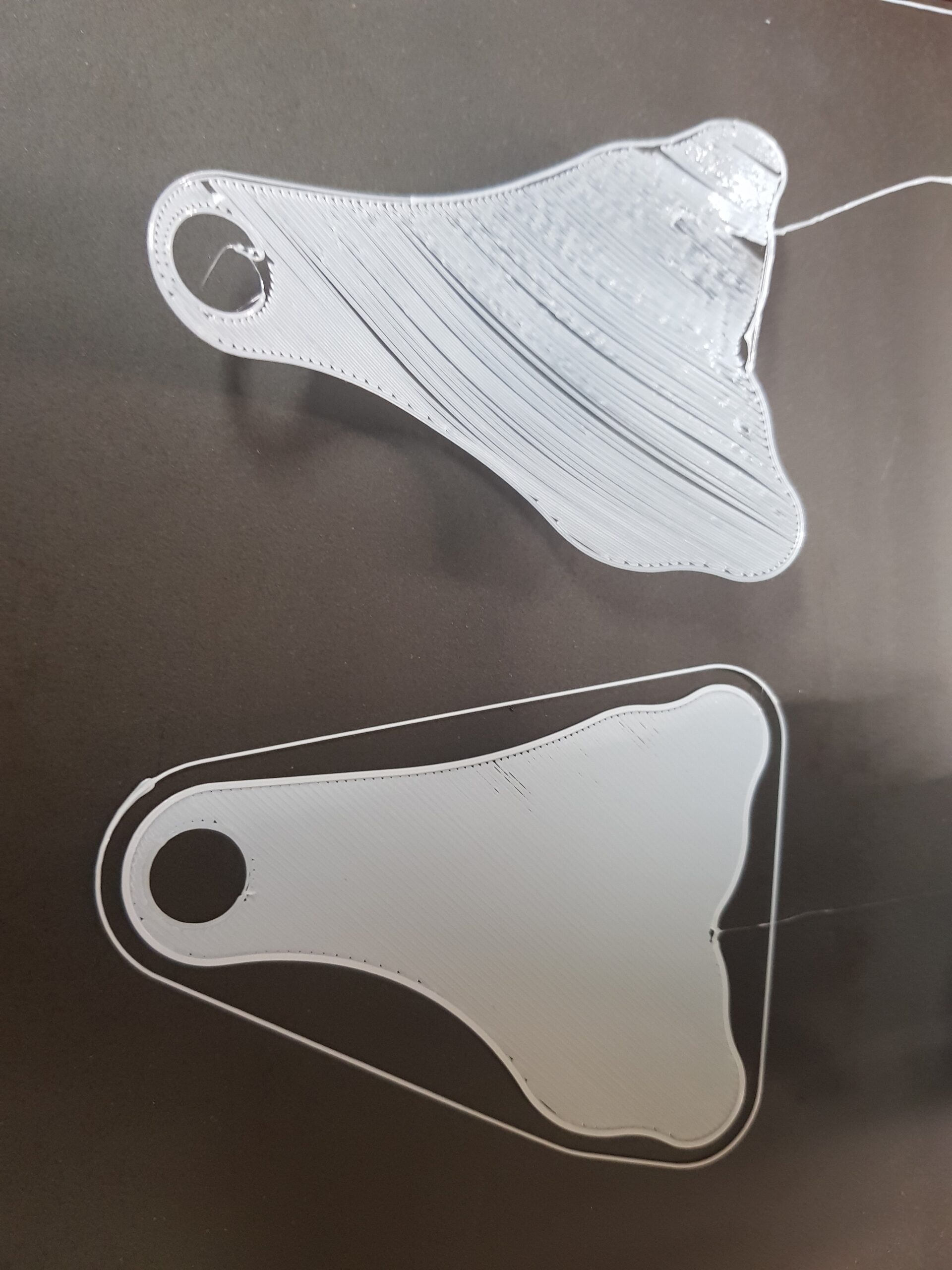
Da ich aus optischen Gründen die Funktionsteile in Weiß haben möchte, habe ich angefangen, die Teile im voraus zu drucken. Bei einigen war es in
Ordnung, die meisten anderen sahen dann so aus...
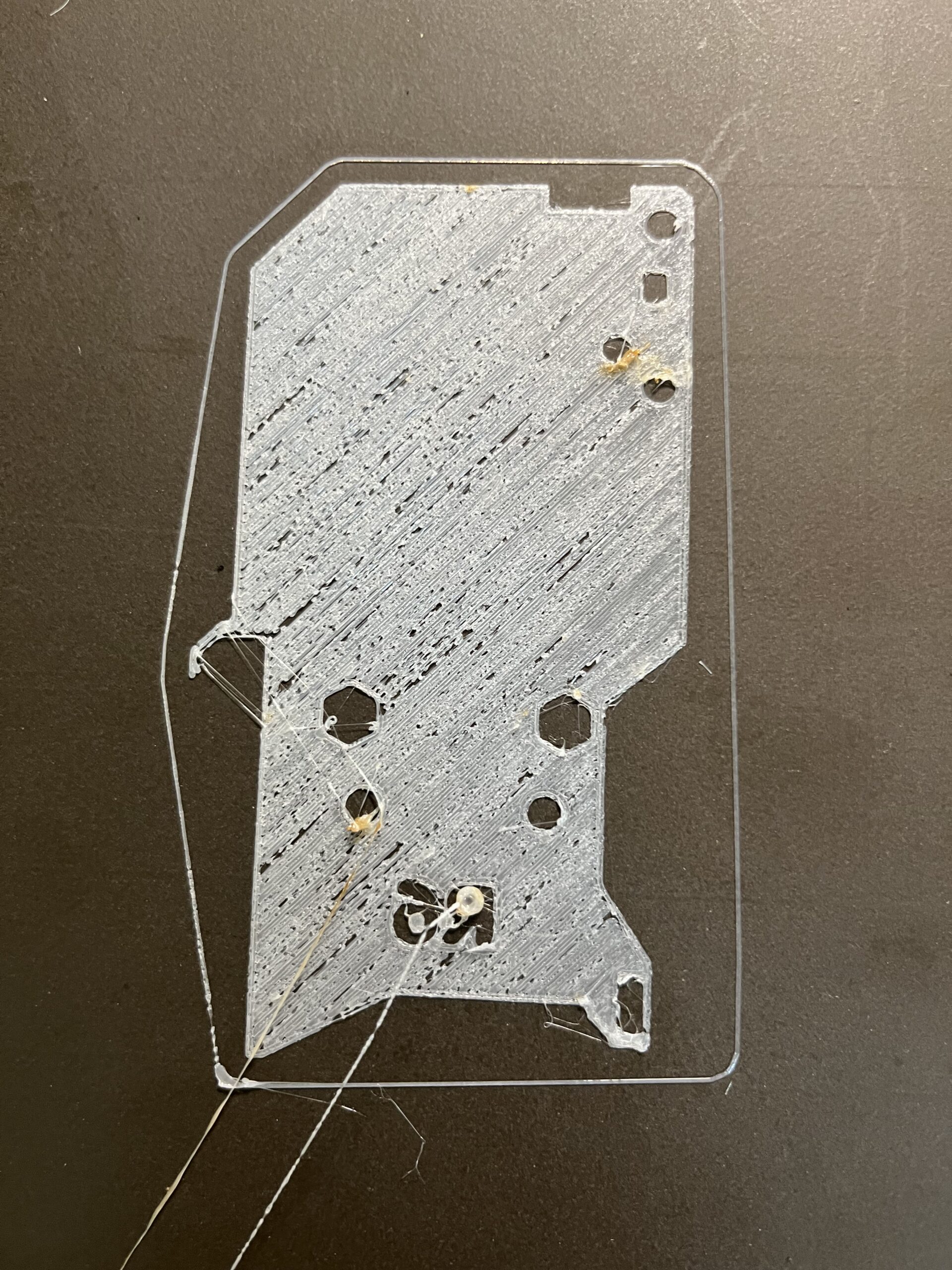
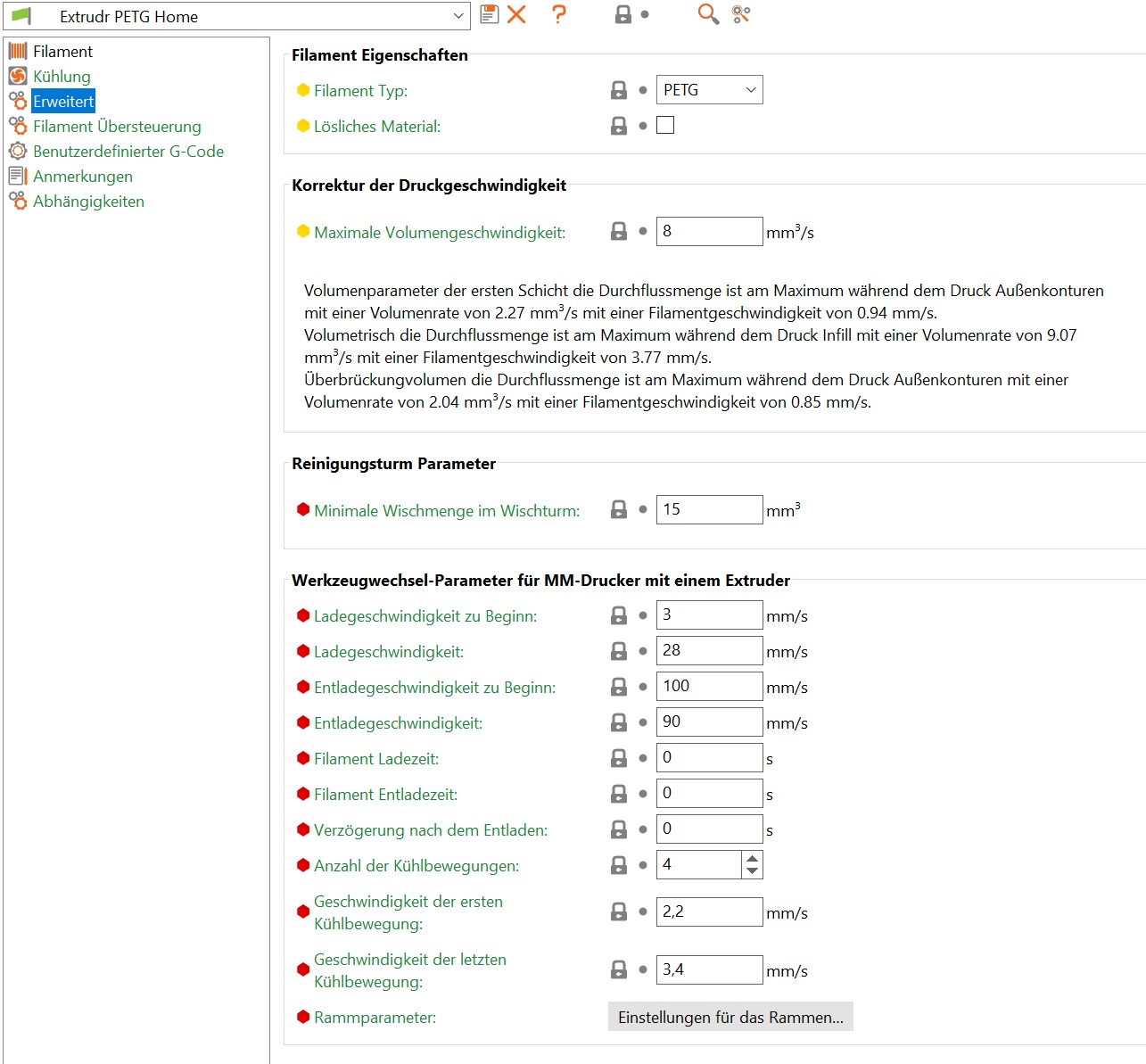
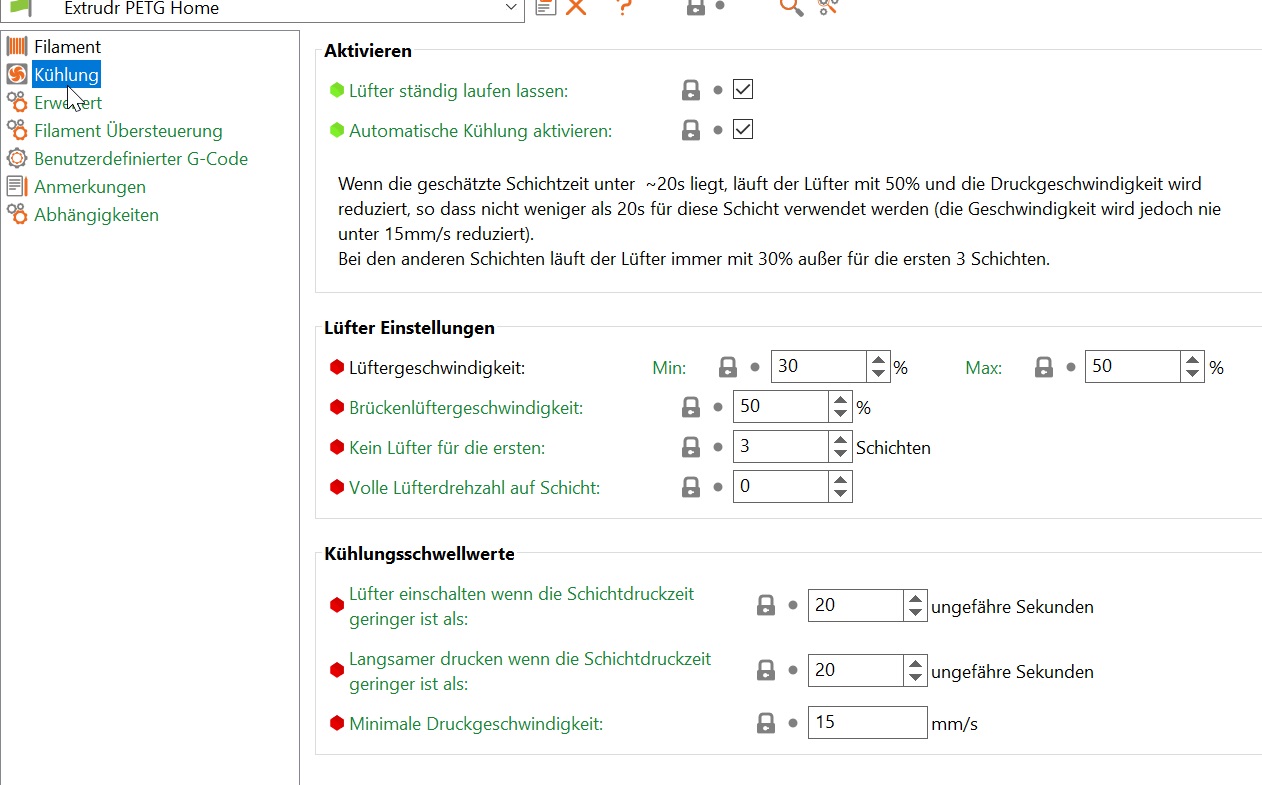
Hier noch meine Einstellungen:
RE:
Die PrusaSlicer Standardeinstellungen sind auf die von Prusa verwendeten Filamente optimiert. Welches PETG Filament (Hersteller) verwendest Du? Hast Du die Herstellerangeben zu den Temperaturen beachtet?
Wichtig ist:
- korrekte Bett- und Düsentemperaturen. Da muss man gelegentlich etwas experimentieren.
- korrekte Extrusionsmenge. Mit einem Wert von 0.95 komme ich mit vielen Filamenten gut durch. Manchmal etwas weniger, manchmal etwas mehr. Wichtig ist auch eine korrekte Extruderkalibrierung (Fördermenge). Da Du keinen Standard Prusa Extruder verwendest, würde ich dies mal überprüfen. Schau mal hier rein: https://drucktipps3d.de/extruder-esteps-kalibrieren/
- Sauberes und ebenes Druckbett. Das Druckbett sollte eben sein und Z überall denselben Abstand (im Bereich von ca. 0.1mm) zum Druckbett aufweisen. Die Druckplatte am Besten mit fettlösender Seife und warmem Wasser reinigen und anschl. mit einem fuselfreien Tuch nachwischen. Nachbearbeitung mit Isopropanol (IPA) ist nicht verkehrt. Reinigung mit IPA allein ist bei Haftungsproblemen meist zuwenig. Versuch mal eine verschmutzte Glasscheibe nur mit IPA zu reinigen, dann weißt Du was ich meine.
- Z-Adjust - Sehr wichtig!!! Das Thema wurde schon vielfach hier im Forum diskutiert. Eine ausgiebige Diskussionsrunde dazu findest Du hier: Z-Adjust
- PINDA gut festgezogen. Ein Tool zum Einstellen findet sich hier: https://www.printables.com/de/model/57049-lehre-fur-pindaspinda
Braunes oder dunkles Filament weist oft auf zu hohe Drucktemperaturen hin. Guckst Du hier https://www.ab3d.at/3d-druck-erste-hilfe-spuren-von-verbrennungen-im-druckobjekt/
Reinige auch mal das komplette hotend (coldpull, Düse). Oft können sich da Rückstände festsetzen und sich auf die Druckoberfläche absetzen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Guten Morgen Karl-Herbert,
Die vorgestellten Hilfestellungen arbeite ich an meinem MK3-Klon ab, der hat noch den originalen Extruder.
PETG nutze ich zum testen noch reste von Eryone/Weiß, und habs gleich wieder gelassen. Es sah schrecklich aus. Ich gehe jetzt zu Extrudr über.
Die Pinda-Lehre hatte ich bereits, aber noch nicht ausprobiert, da der Drucker noch im Originalzustand ist.
Da der Drucker erst ein halbes Jahr alt ist, gehe ich mal davon aus, das die angezeigten Temperaturwerte korrekt sind.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Ich habe jetzt nur den Hersteller des Filament gewechselt, den Unterschied glaub' ich jetzt fast nicht...
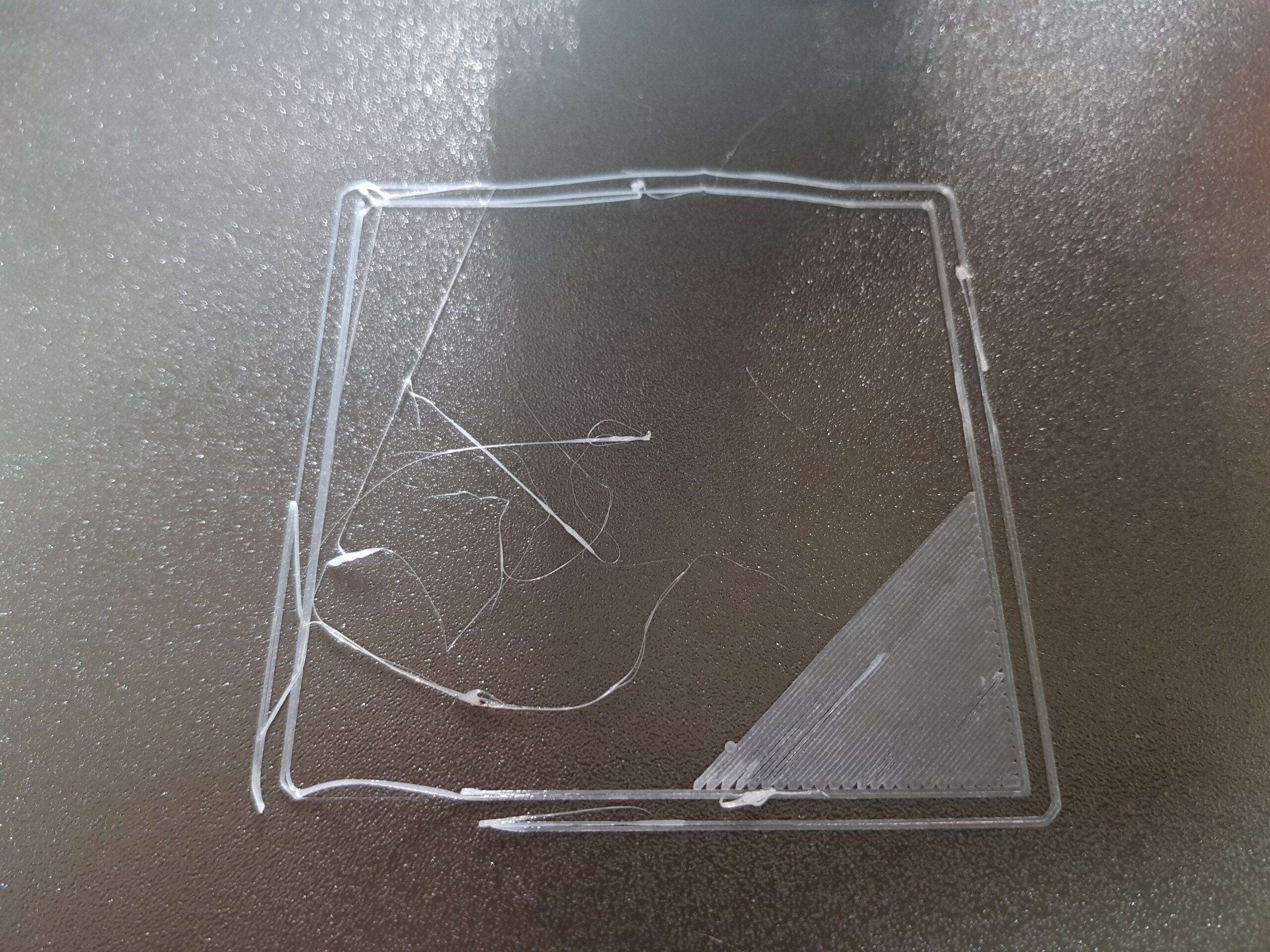
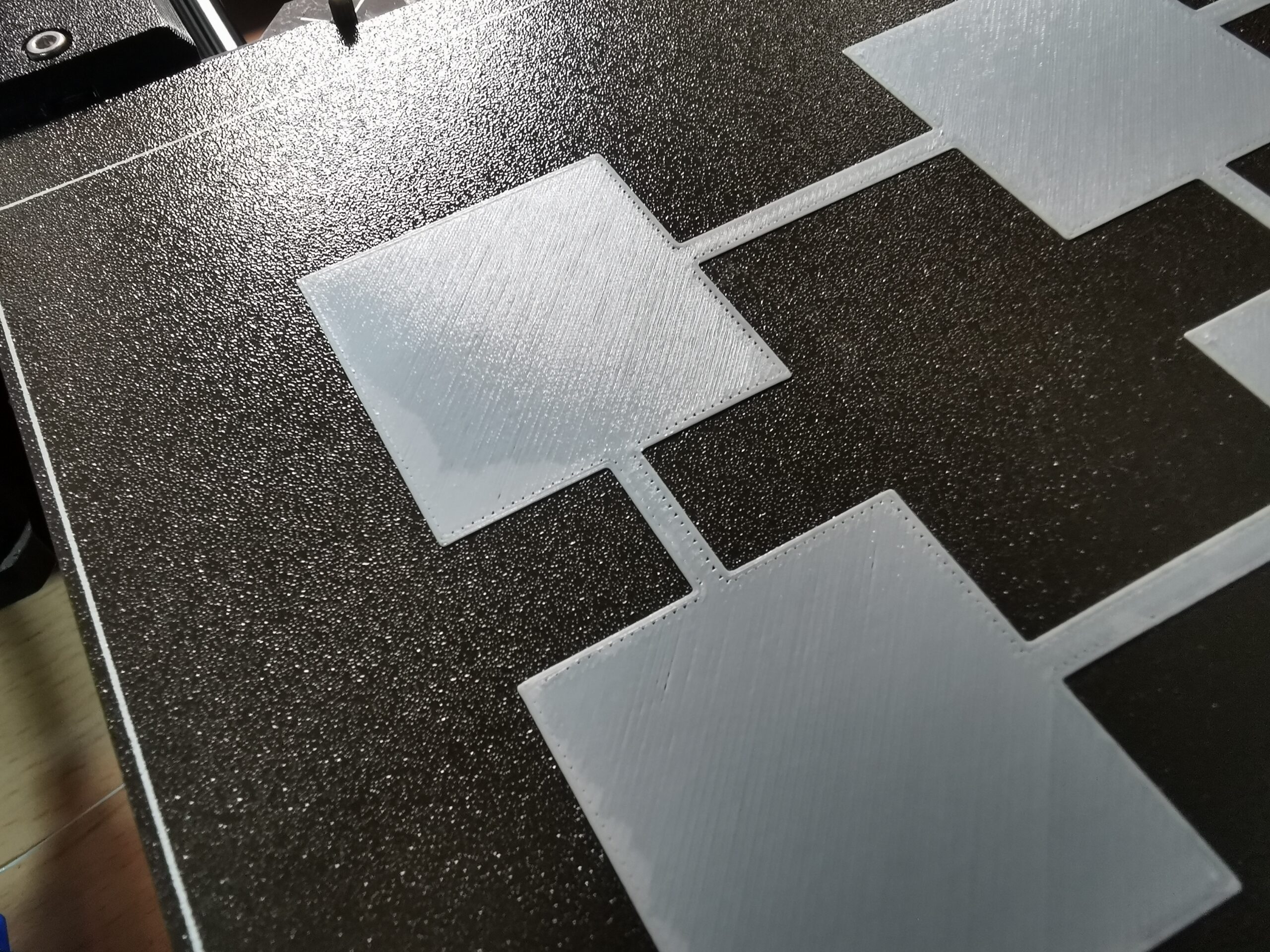
Die Datei zum Z-Adjust auf Strukturplatte... das lasse ich genauso unkommentiert, wie das folgende.
Gedruckt mit Eryone PETG.

Pinde-Lehre
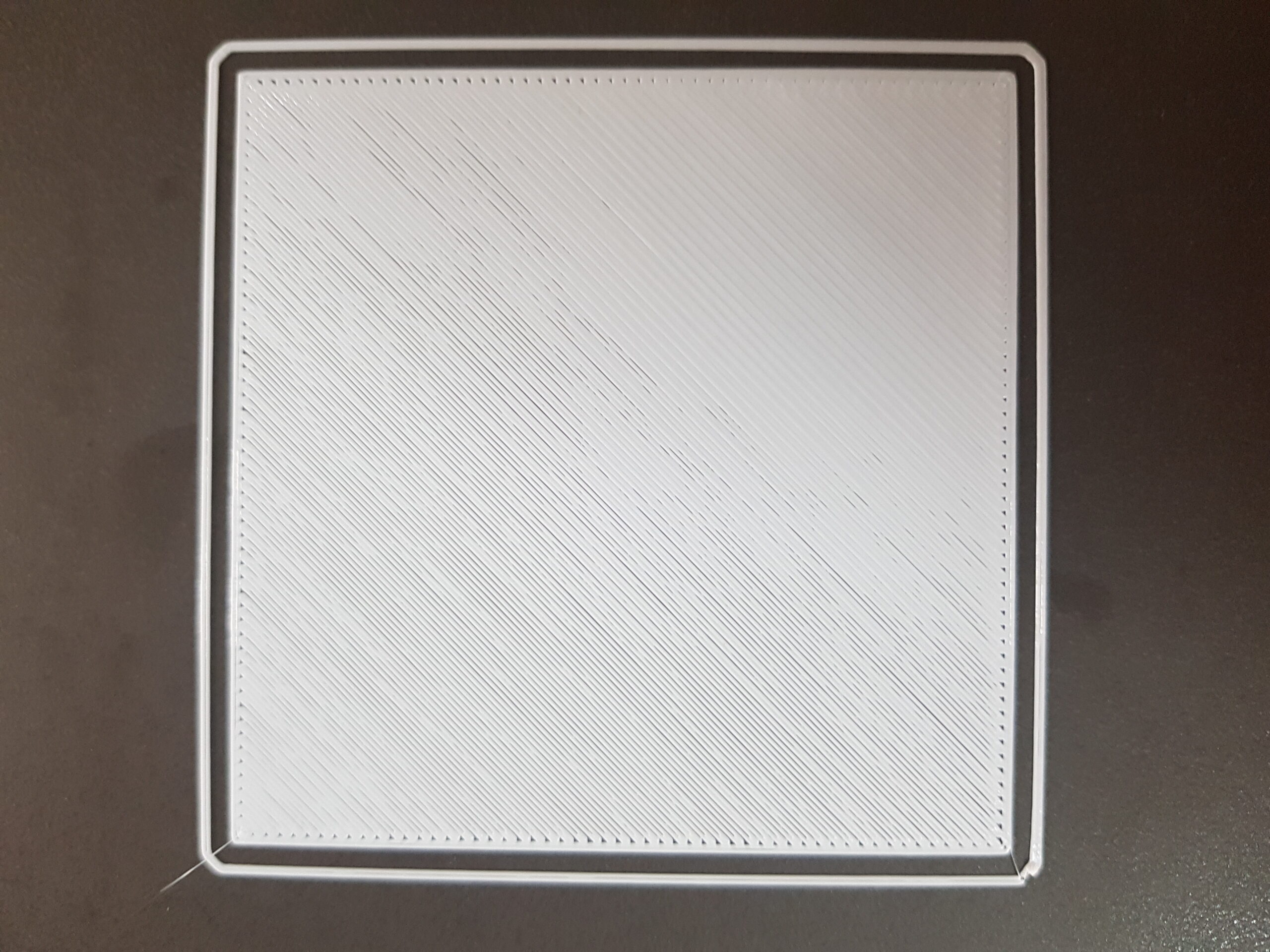
Pinda-Lehre - Erster layer mit Extrudr - mit den selben Werten/Datei. Größer kann der Unterschied kaum aussehen
RE:
Um eventuelle Fehler sicher ausschließen zu können, würde ich dennoch die o.g. Maßnahmen durchführen. Eine kleine Unsauberkeit (falsch gewählte Temperaturen, zu hohe Lüfterdrehzahl, schlechter Z-Adjust, schmutziges, nicht ebenes Druckbett, zu geringe Umgebungstemp., zu feuchtes Filament und noch vieles mehr) kann oft die Ursache für die Folge von scheinbar unerklärlichen Kettenreaktionen sein.
Die Temperaturwerte des Druckers mögen in Ordnung sein, aber dennoch ist PETG nicht gleich PETG. Jeder Hersteller empfiehlt für sein Produkt spezielle Temperaturbereiche, welche bei PETG doch mal bis zu 30-40 Grad C. (Düsentemp.) und mehr abweichen können: Folgende Beispiele:
Prusa PETG, Düse 250 Grad, Druckbett 70-90 Grad. (Prusament PETG Orange)
Extrudr PETG, Düse 210-230 Grad, Druckbett 60-70 Grad. (Extrudr PETG schwarz)
Von manchen Günstigstangeboten bei Amazon (und anderen Anbietern) und den manchmal fragwürdigen Bewertungen halte ich persönlich nicht viel. Die versprechen in der Regel mehr als sie können. Da kann man sich eher Hotend und Druckplatte versauen, ärgert sich und investiert Geld und Zeit für ein nicht zufriedenstellendes Ergebnis. Ich selber arbeite nicht kommerziell und verwende als Privatperson gerne Filamente von Prusa, Extrudr, Das Filament, Filamentum ... Da hatte ich bislang bzgl. Verarbeitungsqualität, Wicklung und Feuchtigkeit sehr selten Probleme. Preis/Leistung ist soweit auch ok, sofern man nicht täglich mehrere Spulen "verdruckt". Bei größeren Gebrauchsmengen müsste man sich dann Alternativen überlegen und Angebote einholen.
Allgemein ist das Thema Filament ein sehr breit gefächertes, wo sich Geister und Meinungen weiter auseinanderstreuen. Jede Person entscheidet vorwiegend auf Basis eigener Erfahrungen, lässt dabei aber oft technische Hintergrundaspekte außer Acht (Druckerhardware, Raumklima, wie Temperatur und Luftfeuchte usw...).
Ein wichtiges Entscheidungskriterium zum Kauf von Filament ist auch das Einsatzgebiet der gedruckten Bauteile (funktionelle Bauteile, welche div. mechanischen oder thermischen Belastungen ausgesetzt oder mehr nicht funktionelle Bauteile, wie z.B. Figuren, Ziergegenstände, andere optische Hingucker usw...)
Ich denke, bei der Wahl von Extrudr hast Du erst mal nichts verkehrt gemacht, jedoch kann auch jedes Material von diesem Hersteller bei falschen Einstellungen eine große Herausforderung sein.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Mittlerweile habe ich auch das Gefühl, obwohl der Klon noch im Originalzustand ist, also auch die Verschraubung am Bett zur Führung mit den Hülsen,
nicht grade verläuft. Grade, wie jetzt, wo ich mit der "Erste Schritte Kalibrierung" minimal nachgebessert habe, fiel mir auf, das sich mein Druckbett nach rechts
leicht erhöht - der Spalt zwischen Düse und Bett wurde kleiner. Dies lies sich im Gegenlicht dann doch wahrnehmen.
Laufe ich jetzt Gefahr, den Druckbereich zerlegen zu müssen?
RE: Wenn der MK3S zur Großbaustelle mutiert...
Grundsätzlich würde ich mal darauf achten, dass die Mechanik passt (Lager, Führungswellen und deren Schmierung, ebener Untergrund, festgezogene Schrauben...).
Führungen und Rahmen kann man in kleinen Bereichen nachjustieren. das sollte in der Regel ausreichend sein, da die Firmware kleine Bereiche (einige zehntel Millimeter, je nach Druckertyp) kompensieren (Gitterbettniv.) kann.
Viele User haben ihre Drucker zusätzlich mit weiteren Justiermöglichkeiten ausgestattet (siehe Nylonmod, Federmod oder Silikonmod). Damit lässt sich das Druckbett noch feiner justieren, was besonders beim Einsatz von kleinen Düsen (0.15 oder 0.25mm) hilfreich für den Druck eines sauberen ersten Layers sein kann.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE:
Wenn ich es nicht besser wüsste, würde ich sagen, hier sieht man, wo das Bett runtergeht...
Das Bild muss man sich jetzt noch 90 Grad nach rechts gedreht vorstellen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Moin moin,
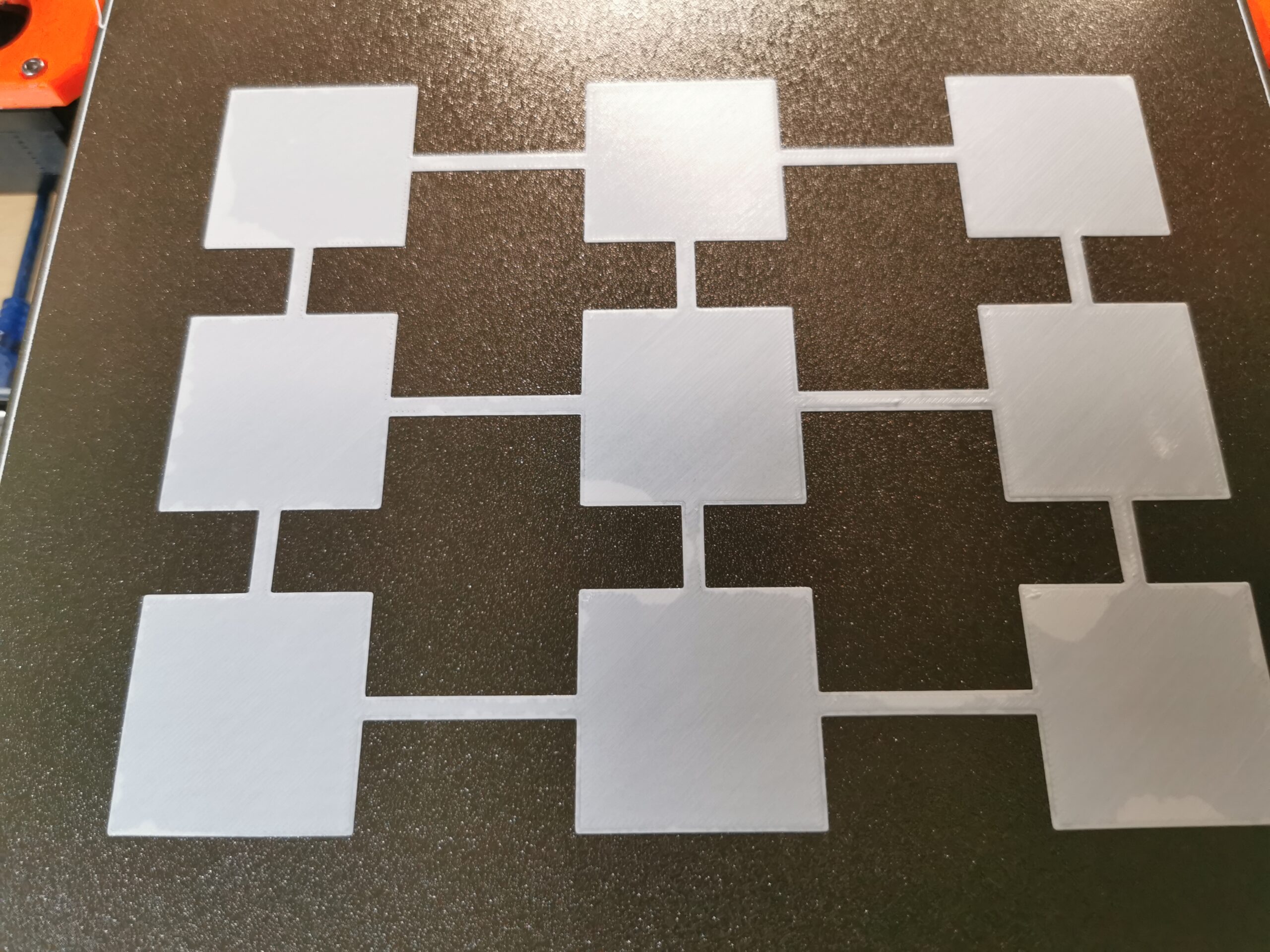
Die letzten beiden Tage habe ich mal intensiver mit dem Aufbau und der Bett-Kalibrierung befasst und auch einige Test-Dateien laufen lassen.
Die 3x3 Testmatte ist auch immer besser geworden, nachdem ich die Bettkorrektur angewendet habe. Der ecor-tower von Prusa war auch sauber,
selbst das 45 Grad Muster im Licht war einwandfei zu erkennen.
Der 40x40 Kubus ist ziemlich gut geworden, die layer sauber, die Oberfläche gut - Maßhaltigkeit: l=39,91 mm, b=39,8 mm, h=39,95 mm
Da beim Filamentwechsel auf einen anderen Hersteller/ Farbe, das Bild wieder deutlich schlechter wurde, habe ich mir den Rahmen an sich vorgenommen.
Nach vermessen auf meinem Schreibtisch/ebene Fläche, von Welle Oberkante zur Profil Unterkante habe ich rundum nur einen Unterschied von 2 Zehntel mm.
Was mir aber auffiel, das die Heizungsoberseite zur Welle doch deutliche Unterschiede aufweißt. Gemessen Oberkante Heizung zu Oberkante Welle mit
dig. Messschieber.
V.l. 16,18 mm - V.r. 15,7 mm - H.l. 16,32mm - H.r. 16,82 mm
Auch habe die Lager ein merkliches Spiel (gefühlt 1 mm seitlich und gemessen 0,7 mm in der Höhe) und deutlichen Unterschied zu meinem anderen MK3S.
Da im Klon noch die originalen Hülsen sind, frage ich mich jetzt, ob der Nylon-Mod Sinn macht, da 1,1 mm zwischen V.r. und H.r. schon eine ganze Menge sind.
Und wenn ich Oberkante Heizung zur Tischplatte messe, habe ich von V.l. zu V.r. 2,5 mm Differenz, was aber auch durch Toleranzen in den Gummifüßen liegen
kann. Aber wie gesagt, es sind schon gewaltige Unterschiede messbar, vor allem, wenn wir mit Zehntel mm im layer arbeiten wollen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Ein Lagerspiel von 0.7 bzw. 1.0mm ist außerirdisch viel. Da würde ich, bevor ich weitermache, vernünftige Linearlager inkl. Führungswellen verbauen. Zu den Clones kann ich nichts sagen, aber ich könnte mir schon vorstellen, dass da aufgrund mangelnder oder nicht vorhandener Endkontrolle das eine oder andere Teil mehr oder weniger ausserhalb des Toleranzbereiches liegt.
Falls Du nicht allzuviel Geld in die Führungen investieren willst - ich habe haufenweise von den Dingern lagernd (Wellen und Linearlager), da ich inwischen überall Hiwins verbaut habe. Gegen eine Versandpauschale (Lieferung aus Österreich) kann ich Dir gerne die benötigten Teile zukommen lassen. Ich denke Du sprichst von der Y-Achse (2 Wellen 330mm und 3 Linearlager).
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Nabend Gemeinde,
Ich hoffe, Ihr habt alle einen guten, fröhlichen Jahreswechsel gehabt.
In den letzten Tagen hat sich an meiner Baustelle auch einiges getan, mein MK3 Klon hat die Y-Wellen und Lager vom Original übernommen und nach
einiger Kalibrierungsarbeit, erst mit PLA und dann mit PETG, sieht das alles wieder sehr gut aus - eigentlich besser, als je zuvor.
Auch von unten ein gleichmäßiges Druckbild... 😀
Auch der Testwürfel, 50mm im Kubik, hat nur geringe Abweichungen, weniger als ein Zehntel mm und eine saubere Außenwandstruktur.
Selbst der RasPi läuft mittlerweile - ich bin ziemlich zufrieden.
Auch der Bear Umbau hat mittlerweile angefangen, der Rahmen steht und in allen Richtungen im Winkel.
Jetzt werden die Y-Achsbefestigungen ein klein wenig modifiziert und in PETG gedruckt, um die Linearführungen von Hi-Win aufzunehmen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Gratuliere zum Erfolg!
Das ist halt immer ein wenig ein Lotteriespiel, die Sache mit Clonware.
Viel extremer verhält es sich mit den Hiwin Clones. Da existieren keine Normen (ausgenommen die Typbezeichnung) und in der Regel passen die Wagen des einen Produzenten nicht auf die Schiene des Anderen, unabhängt davon, wo ich die Dinger kaufe (Fernost oder ungefilterter Fernostimport). Zudem entspricht die Härte meist nicht den Angaben (meist nur 45-48 HRC). Auch die Oberfläche und Geometrie (Verzug) lassen oft zu wünschen übrig.
Natrürlich kann man auch eine bessere Charge erwischen, aber Original bleibt Original, was sich auch in der Laufruhe und Lebensdauer des Produktes positiv bemerkbar macht.
Falls ein Hersteller Hiwin's als Hiwin's anbietet, würde ich vor dem Kauf einige technisches Details einholen (Vorspannung, Genauigkeitsklasse, Tragzahlen). Falls der Vertrieb diese Fragen nicht beantworten kann, wäre ich vorsichtig. Die Dinger sind ja nicht gerade kostengünstig.
Schöne Grüße und viel Spaß beim "Umbau"!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Tach Gemeinde,
Nachdem es etwas stiller um mich wurde, bin ich mit meinem Umbau ein gutes Stück weiter gekommen.
Leider konnte ich alle vorbereiteten Teile vom Bear-Umbau grade in die Tonne kloppen, da die Maße überhaupt nicht gestimmt haben.
Tja, hätte ich vorher mal nicht nur gelevelt, sondern auch mein Augenmerk auf die Schrittmotoren und deren Toleranzen gelegt - Aber gut,
man lernt dazu. Aber auch die Bear-parts musste ich alle komplett nachbearbeiten, da die Führungen nicht in meine Profilnut 6mm passten.
Warum, weil die Ersteller der Dateien an der Führungsnut eine schräge anbrachten, die am Fuß knapp 8mm breit war und somit nicht in die Nut des
Profils passten...
Etliche Stunden sind dabei drauf gegangen, habe mir erklären lassen, wie man in Fusion eine *.stl-Datei wieder bearbeitbar machen kann, und in Folge
alles nachgearbeitet.
An dieser Stelle einen lieben Dank an meine Frau, die es geduldig ertragen hat, mich nicht zu sehen, da ich so lange am PC saß... 😀

Der Aufbau ist erstmal soweit - Die Linearschienen sind ausgerichtet

Der Extruder ist auch an seinem Platz angekommen - Zorbiter 2.0
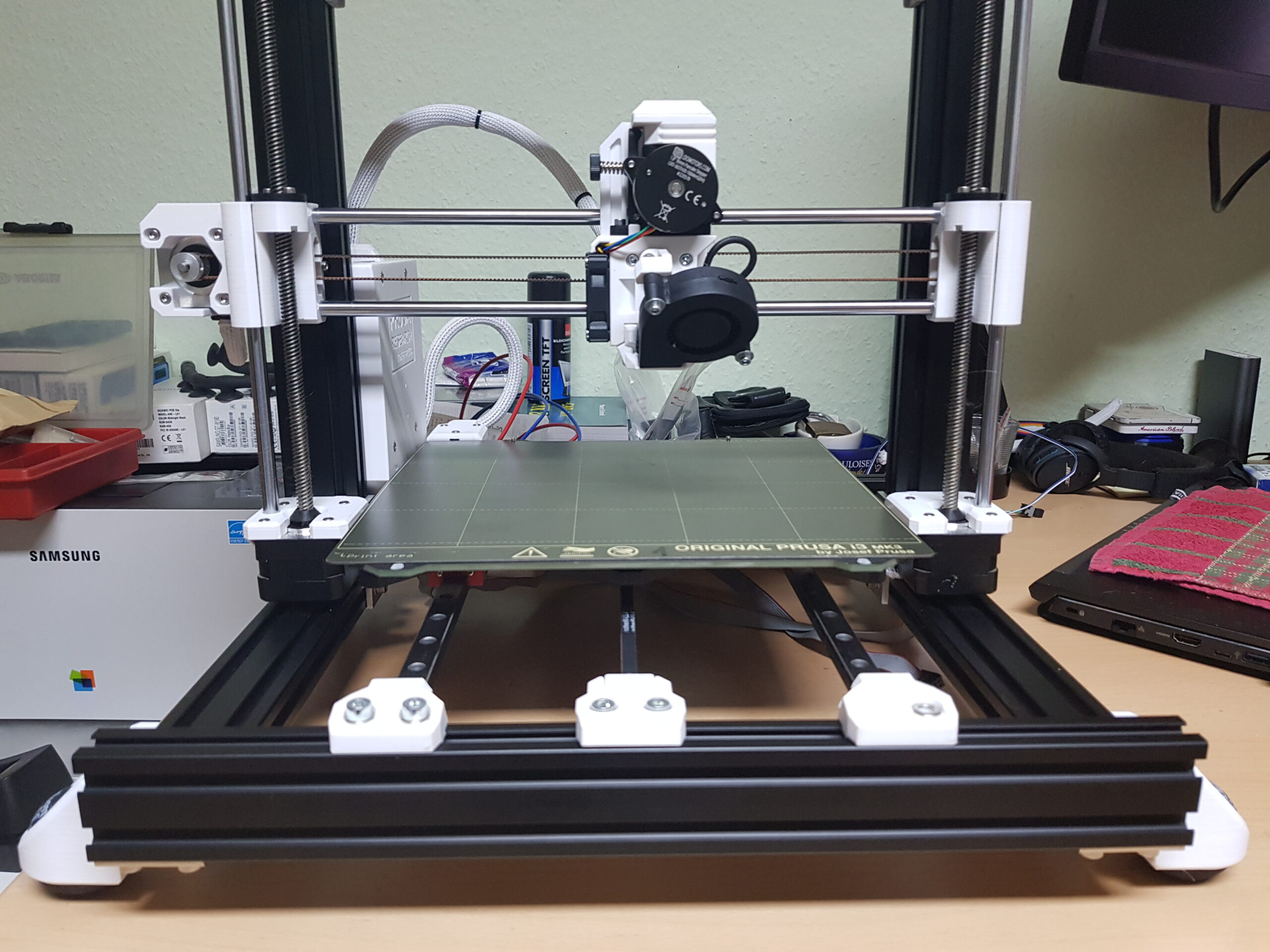
...mal von vorne...
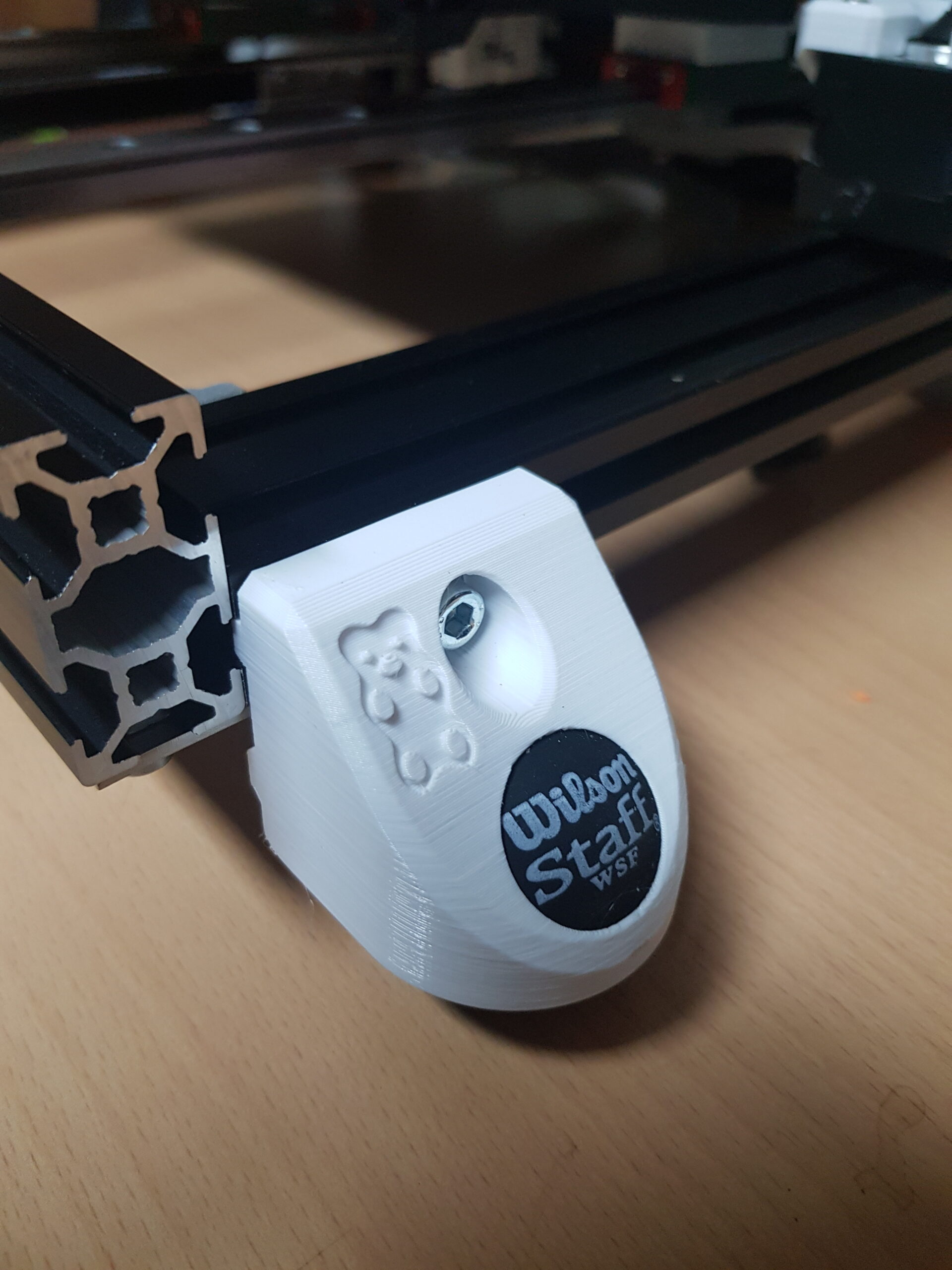
Auf irgendwas muß er ja stehen, der Drucker...
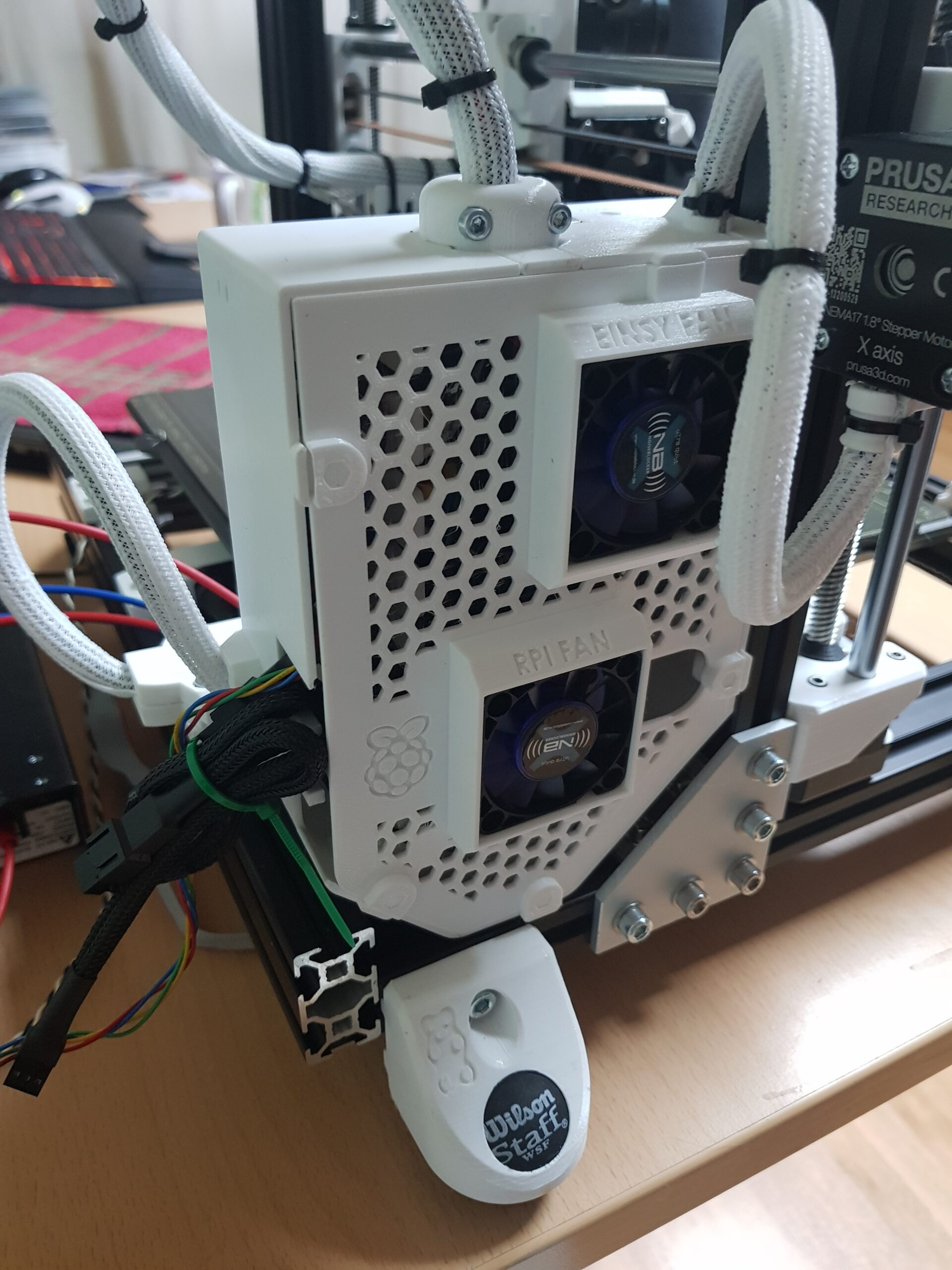
Große Einsy-Box mit Platz für den RasPi. Die Kabelführung ist gut durchdacht.
Noch eine kleine Kabelführung. Gedruckt wurde alles in Extrudr PETG.

Aktuell bin ich mit der Front und den Anzeigen beschäftigt. Hier sieht mal das 5" Display von Kuman nach Bauweise von "Jerlo",
der diese Dateien in Printables veröffentlicht hat. Das original Display/Gehäuse schiebt sich in das Gehäuse vom großen Display hinein, so wirkt
es, wie ein Bauteil.
Leider ist eines meiner originalen Display's defekt und das neue ist ein gutes Stück kleiner - Also habe ich mir die passende Datei dazu gesucht und mal
ausgedruckt. Es war klar, das die beiden Gehäuse nicht zueinander passten, aber ich wollte wissen, wie weit sie auseinander liegen.
Also, wieder Fusion angemacht und viele Stunden - bin auch hier immer noch ein blutiger Anfänger - an einer kompletten Neu-Konstruktion für das
passende Gehäuse.

Ich denke, das Ergebnis kann sich sehen lassen... Alle Maße passen und es fügt sich sehr gut ins große Gehäuse ein.

Jetzt muss ich nur noch die Supports zum Profil erstellen... Kann sich nur um Tage oder Wochen drehen... 😉
Gruß und schönen Sonntag noch
RE: Wenn der MK3S zur Großbaustelle mutiert...
Da bist Du ja recht fleißig ans Werk gegangen. Falls Du mal wieder Material für die Tonne parat haben solltest - bitte melden. Da finden sich Abnehmer dafür.
Weiterhin gutes Gelingen 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Nabend,
Jetzt bin ich wohl an der Stelle, wo man sich anfangen kann, zu ärgern.
Heute habe ich den MK3 mal unter Strom gestzt - zumindest war das der Plan, wären da nicht der Fakt aufgetreten, das sich beide Pins der
Power-Panic Leitung von der Platine gelöst hätten.
Alles klar, mein Ersatz-Netzteil hervorgeholt (Meanwell 320W/24V) und angeschlossen. Soweit, so gut...
Nachdem ich mein Gehäuse für das BigTree Display nun fertig gestellt hatte und die Trägerstützen modifiziert hatte, will man auch sehen,
wie es aussieht - Dunkel... Nochmal die Verbindung geprüft, Flachbandkabel sitzen fest, sind richtig angeschlossen, wieder eingeschaltet... immer
noch dunkel.
Kein Problem, nehmen wir das originale Display - sofort einsatzbereit. Dann mal die Achsen bewgt - Super - läuft.
Filament laden...ähm nee. Dazu sei gesagt, als ich den Zorbiter bekam, habe ich nicht darauf geachtet, welcher Stecker am Ende da drauf ist. Für das MK3 Board
braucht man einen Molex Stecker, ich hatte etwas ähnliches in weiß dran, sieht aus, wie ein Lüfterstecker vom PC. Ok, bei Zaribo angefragt, wie die
Pin-Belegung ist, welche Kabel an welchen Pin. Ein Bild bekommen - Kabel gekappt und Molex Connectoren drauf gecrimpt und dann mit dem Stecker
angeschlossen.
Im Extruder tut sich was, er brummelt, aber offensichtlich fördert er nicht permanent - Filamentsensor und Kabel dazu sind neu.
Jetzt mal die Frage, nutzt noch jemand den Zorbiter 2.0? Würde mich mal interessieren, wie die Pin-Belegung ist.
Jetzt drucke ich erstmal ein neues Chassis für meinen "alten" BondTech, das waren zwei Ecken abgebrochen... und werde den wieder einbauen, bis die Sache
mit Zaribo geklärt ist.
RE: Wenn der MK3S zur Großbaustelle mutiert...
Vermutlich liegt ein Verdrahtungsfehler am Orbiter Stepper vor. Ich habe die Belegung in einem Word Dokument zusammengefasst: Orbiter_2_Extruderstepper
Ich würde die Farbbelegung nochmals prüfen. Mit einem Multimeter kannst Du auch die Spulenbelegung prüfen (A+/A- und B+/B-). Der Widerstand sollte ca. 2.1 Ohm an jeder Spule aufweisen.
Gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE:
Passende Molexverbindung zum Druckerboard (Einsy) wäre diese hier: https://www.mouser.at/ProductDetail/Molex/50-57-9404?qs=u6Gr9%2FNt%252B%2F%2FUw3Dr7T8xxg%3D%3D
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Wenn der MK3S zur Großbaustelle mutiert...
...genau die habe ich gekauft, natürlich als 4-Pin, zusammen mit den Pins.
Und wie im Dokument zu sehen ist, hab ich auch die Belegung.