IS does not reach the edge of the object
On the right side is the model I printed earlier. On the left side with IS alpha 2 (looks as bad as alpha 1). The only thing I changed is the angle of the fill. Instead of 45 to 0 (because it looked even worse). I've tried playing with temperature, Z, flow ratio, pad temperature, etc. Sometimes it's better, sometimes worse, but I'm not happy with any combination yet.
Anyone have any ideas on what I should set differently? Or is this a feature of the current version?
Thanks!
RE: IS does not reach the edge of the object
Do you have any changes on printer or stock?
RE: IS does not reach the edge of the object
Hi, stock.
RE: IS does not reach the edge of the object
Try to go hide hardware menu and change e-steps little up 3 to 5 points.
RE: IS does not reach the edge of the object
Could you please attach your g-code or 3MF project file? Also what filament type and brand is it?
Something like this can happen with excessivelly high pressure advance value. For similar reason, it can also happen if you print g-code sliced for smaller nozzle (for example 0.4mm) on bigger nozzle (or worn-out nozzle with bigger diameter).
RE: IS does not reach the edge of the object
@BlackChyro
> Try to go hide hardware menu and change e-steps little up 3 to 5 points.
Okay, I'll try it. I'm just wondering why it would be necessary when it was working normally before IS. Is it a HW problem or more of a SW (IS) problem?
@Cipis There is not so much fine tuning at all. The settings are very similar to them I used without IS.
The filament I use is: OVERTURE Matte PLA Filament 1,75 mm ( https://amzn.eu/d/igxbFDD)
The 3MF: https://file.io/3haQF5k4Poj4
RE: IS does not reach the edge of the object
Maybe look at retraction setting, i think original is 3,5mm and acc retract 70mm/s and deretract 40mm/s and if you print highspeed, maybe printer cant do deretract fast enough.
RE: IS does not reach the edge of the object
I have bondtech ifs and revo micro, but my printer print very good on stock setting alpha2 firmware and prusaslicer except retraction set to 1.5mm
RE:
Have the same with IS. Print quality is much worse than without IS.

Printer Mini+ with only Z axis support holder upgrade: https://www.printables.com/cs/model/503534-remix-prusa-mini-z-axis-brace
Firmware: https://github.com/prusa3d/Prusa-Firmware-Buddy/releases/tag/v5.1.0-alpha2
Slicer: https://github.com/prusa3d/PrusaSlicer/releases/tag/version_2.7.0-beta1
Filament: PLA 3D Fox White: https://www.3dfoxshop.cz/filament-fox-economy-pla-bila-1-kg-2/
Model: https://3dprint.mtrakal.cz/issues/Andel%20A_Minicko_triangles.3mf
BGCode: https://3dprint.mtrakal.cz/issues/Andel%20A_Minicko_triangles_0.4n_0.2mm_PLA_MINI_18m.bgcode
RE:
Hi, I only take 3mf and print, this is result. 0.2 SPEED, IS Alpha2, PrusaSlicer 2.7.0-beta1, revo micro and bondtech IFS, Retraction 1.5mm, prusament PLA profile but filament is PLA+
RE:
If you do not like interruption in your infill you should choose a different infill though. That triangle infill has crossing lanes and therefore is known to be prone to such artifacts, to a greater or smaller extend. But even if you don't see those interruptions after the crossing points of two lanes, the weak point is still there.
Is your IS profile faster than your regular one? Then you have a key factor making this artifact worse right there. IS doesn't change the flow rate. On perfectly straight lines, as seen in the image above, it should not make much of a difference, no matter how it is configured.
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE: IS does not reach the edge of the object
Hi, just for test i printed it with the latest firmware for MINI+ 5.1.0-beta Firmware for Original Prusa MINI, MK4, MK3.9 & XL and PrusaSlicer 2.7.0-rc1
PLA, without modifications in the 3mf file, 0.2 SPEED


RE: IS does not reach the edge of the object
Hi guys,
my big fault. I didn't know, that upgrade FW and upgrade PrusaSlicer is not enough to start using IS and it's necessary to create a new BETA profile for printer and new filament profile...
So I all the time just print with new firmware but without IS 😀
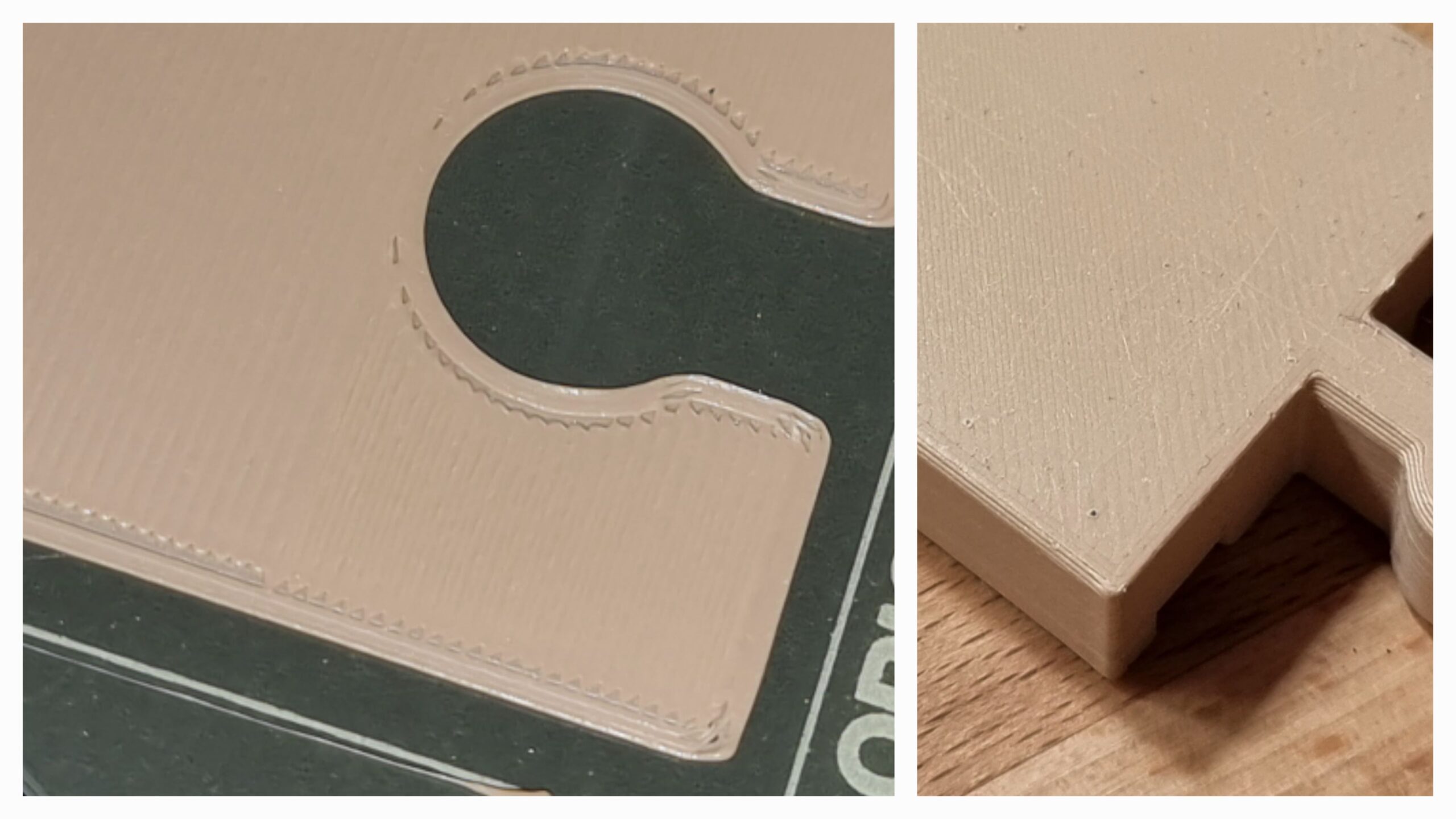
Left/top side is without IS right/bottom side on bed is with IS: https://photos.app.goo.gl/EKodM8GsaG4pTqYE9
The lines with IS is much stronger and look worse IMO. But almost all triangles are connected.
Filament settings is copied from Prusament PLA IS (temp is 230/220 with IS) vs Prusament PLA (215/207 without IS).

