Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
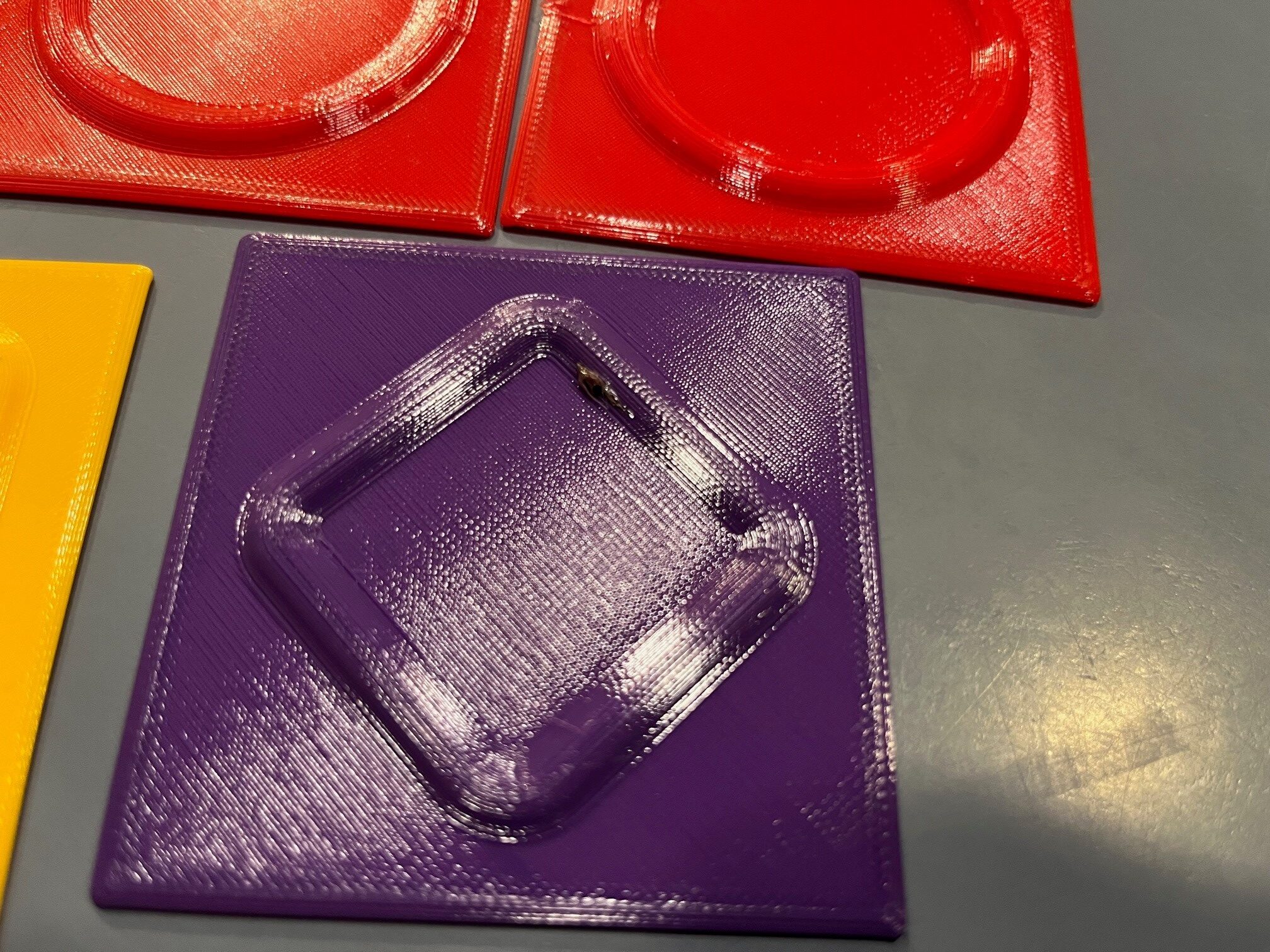
As shown on the picture I got these weird blobs on a Prusa Mini+ that ruin every print with corners and round objects which require the print head to stop and move somewhere else. I use original Prusament PETG.

I already tried the tips from here:
https://help.prusa3d.com/article/stringing-and-oozing_1805
- I increased the retraction length to 4.0 (a frequent recommendation)
- I disabled Lift Z (which might cause some blobs appearing on flat surfaces during a print, but I'm not sure if this is the cause)
- I increased retraction speed to 85%
- I enabled Retract amount before wiping
- I enabled Avoid crossing perimeters
- I lowered the print temperature to 230°C (which was frequently recommended on Reddit)
-> All of this reduced typical stringing, but did not resolve or maybe even increased "blob oozing" (I don't know the proper term) and left only the very big strings. What am I doing wrong?
I do not have a filament dryer (yet) and usually keep it in the original Prusament plastic bag and box, but a different spool has the same problem. Is this a filament issue or a printer issue?
Thanks for any help in advance!
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Is it dripping from above the heater block—incorrect hotend assembly?
-r
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Hello fuchsr
no, nothing is dripping. I mean straight parts look fine, it's just the round parts where the hotend is jumping to and from.
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
I've got the same issue going on with Hatchbox PETG which is also a good PETG. I'm very experienced with PLA but I've only got a few dozen rolls of PETG under my belt. This project is for a local artist and i keep getting these boogers just like Mike is describing. Also running minis. You can see in the phots the PETG is under extruding but still i get these evil boogers that ruin a print. The issue (and I'm assuming Mike's is the same) is that I keep getting PETG glob buildup over time on the nozzle, and then it drops off in a deadly booger. It even happens when my extrusion multiplier is set lower than it should be in hopes to avoid over-extruded buildup.
I hope I didn't Shanghai your post Mike, I was about to post this on my own and saw yours pop up. I think its the same issue.


RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
I should have also mentioned, I saw the same recommendations and tried the same things as Mike.
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Hey Steve
your prints do still look better than mine, but I notice some burnt bits on my print as well. Here is another picture. Maybe disabled Lift Z is not helpful. I hope somebody who knows what is the cause for these issues will reply in this thread sooner or later.

@mixmastermike It's hard to judge your print. The problem is obviously compounded with damp filament and this may be obscuring underlying causes.
@steve-8 Have you changed your nozzle recently? Yours looks more like the issue @fuchsr was attempting to isolate. Take a look at: https://help.prusa3d.com/article/changing-replacing-the-nozzle-mini_134235 and pay particular attention to the diagrams at the bottom of the page.
Cheerio,
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
I ordered a filament dryer and will see if this fixes my problems.
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
A Filament Dryer is a big deal, I hope that works for you Mike.
@diem and @fuchsr, Im having the issue on all three of my Minis printing different colors of HatchBox PETG, some more some less. The issue is not the nozzle or heat block setup. one of them with the worst issue is still on the as shipped from Prusa nozzle and hotend, and it looks textbook perfect nozzle spacing. The dastardly PETG just keeps building up on the nozzle cone and sooner or later drips off in a charred booger. I changed my Z lift from zero to 0.05 to see if I could avoid drag marks and at zero or 0.05 I still get boogers. I'm thinking of resorting to a nozzle-X to see if it helps. Any of you have a specific z-retract setting test that you like? PETG just seems like such a pain.
A Filament Dryer is a big deal, I hope that works for you Mike.
So do I. I find a dryer essential for clean PETG printing. Designated filament dryers tend to be expensive and many of us use lightly modified food dehydrators.
@diem and @fuchsr, Im having the issue on all three of my Minis printing different colors of HatchBox PETG, some more some less. The issue is not the nozzle or heat block setup. one of them with the worst issue is still on the as shipped from Prusa nozzle and hotend, and it looks textbook perfect nozzle spacing. The dastardly PETG just keeps building up on the nozzle cone and sooner or later drips off in a charred booger.
The four commonest causes:
First layer Z calibration too low.
Molten filament running down from the top of the heat block due to wrongly fitted nozzle.
Oozing as steam messes up the internal extruder pressures due to damp filament.
Choice of low layer height when not necessary.
Cheerio,
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
I find a dryer essential for clean PETG printing. Designated filament dryers tend to be expensive and many of us use lightly modified food dehydrators.
I use eSun eBox (black friday special on amazon for USA folks for $30). Live weight and plenty of drying heat (setting "2" for PETG)
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
The four commonest causes:
First layer Z calibration too low.
Molten filament running down from the top of the heat block due to wrongly fitted nozzle.
Oozing as steam messes up the internal extruder pressures due to damp filament.
Choice of low layer height when not necessary.
Cheerio,
1) I'll try raising the first layer z, thanks.
2) I just changed nozzles today and there was no filament blowby from above, so no problem there.
2a) I changed to a E3D nozzle-X we'll see how it goes.
3) I use freshly opened PETG and keep it in the enclosure, but I'll run them in the dryer just to be sure, never hurts to test.
4) I'm printing 0.2mm layer height with a 0.4mm nozzle, so I don't think that's an issue.
Thanks for all the tips @Diem
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
3) I use freshly opened PETG and keep it in the enclosure, but I'll run them in the dryer just to be sure, never hurts to test.
Are you saying you're printing in an enclosure? In which case make sure you do not close the door of the enclosure as this can also cause issues.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Yes I've always used enclosures. I have probably close to a metric ton of PLA under my belt and have always found enclosures to be ideal for great consistent quality. But, if you are suggesting an enclosure can get to hot for PETG, which runs hotter than PLA anyway, this material change has really turned what I knew on it's head.
Do you have a suggested ambient temp for PETG? I'm running in a room that is a bit cooler, so I'd like to keep them in enclosures, but I have temp monitors and can passively regulate how warm it stays in there if you have a suggested temp. They've ben running about 85F or 30C inside.
PS Update: The Nozzle -X is running good with no boogers so far. But I did notice I had more first layer squish than I thought I did (which again was never a problem for PLA 😀 ) so I have lifted the nozzle z height significantly on all minis, we'll see how it goes!
RE:
I ordered a filament dryer and will see if this fixes my problems.
I just opened a sealed box of Prusament PETG and tested a print with exactly the same terrible result. (Filament dryer didn't arrive yet.)
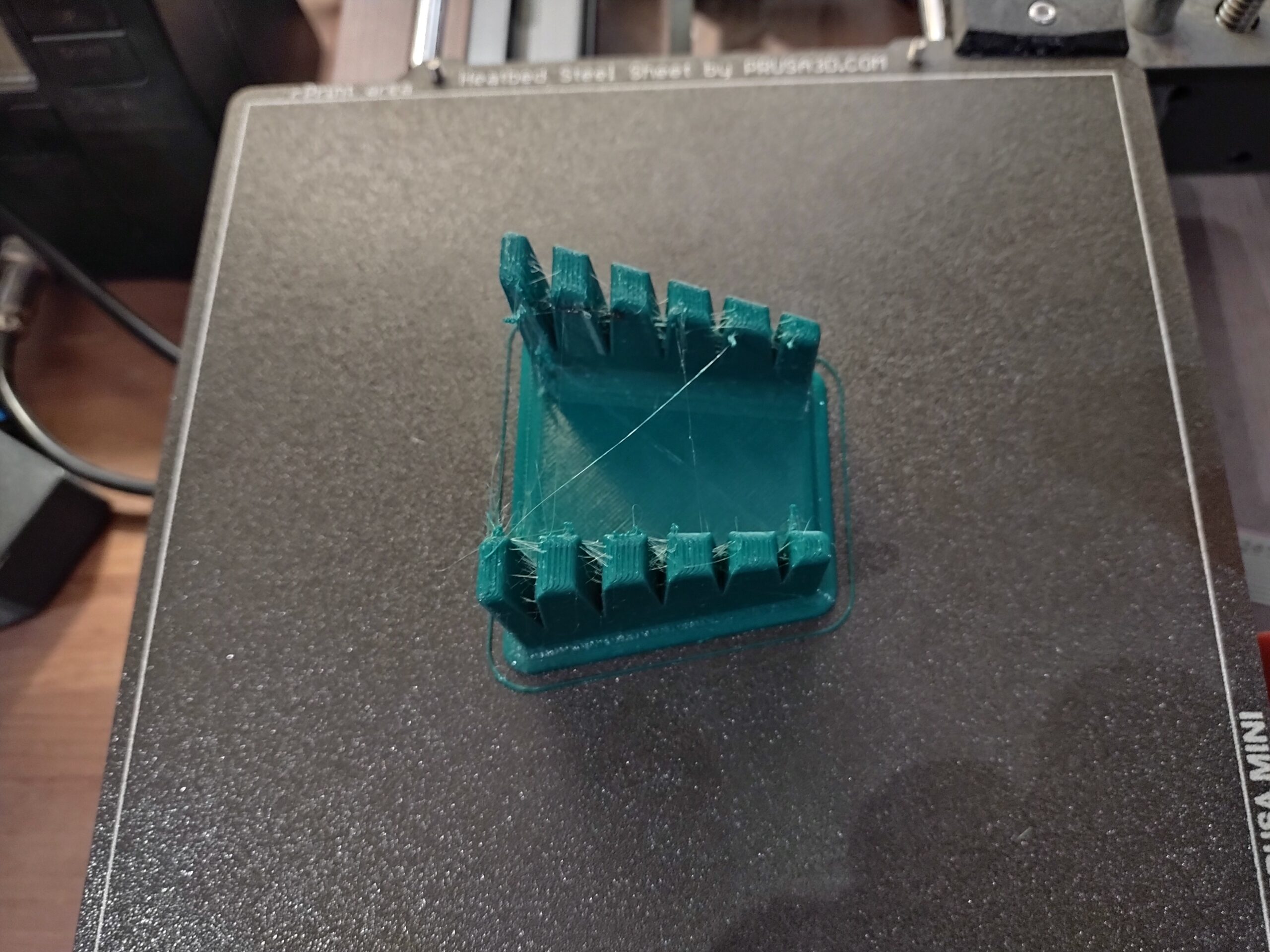
I also printed this:
https://www.printables.com/model/285368-v29-whistle/comments
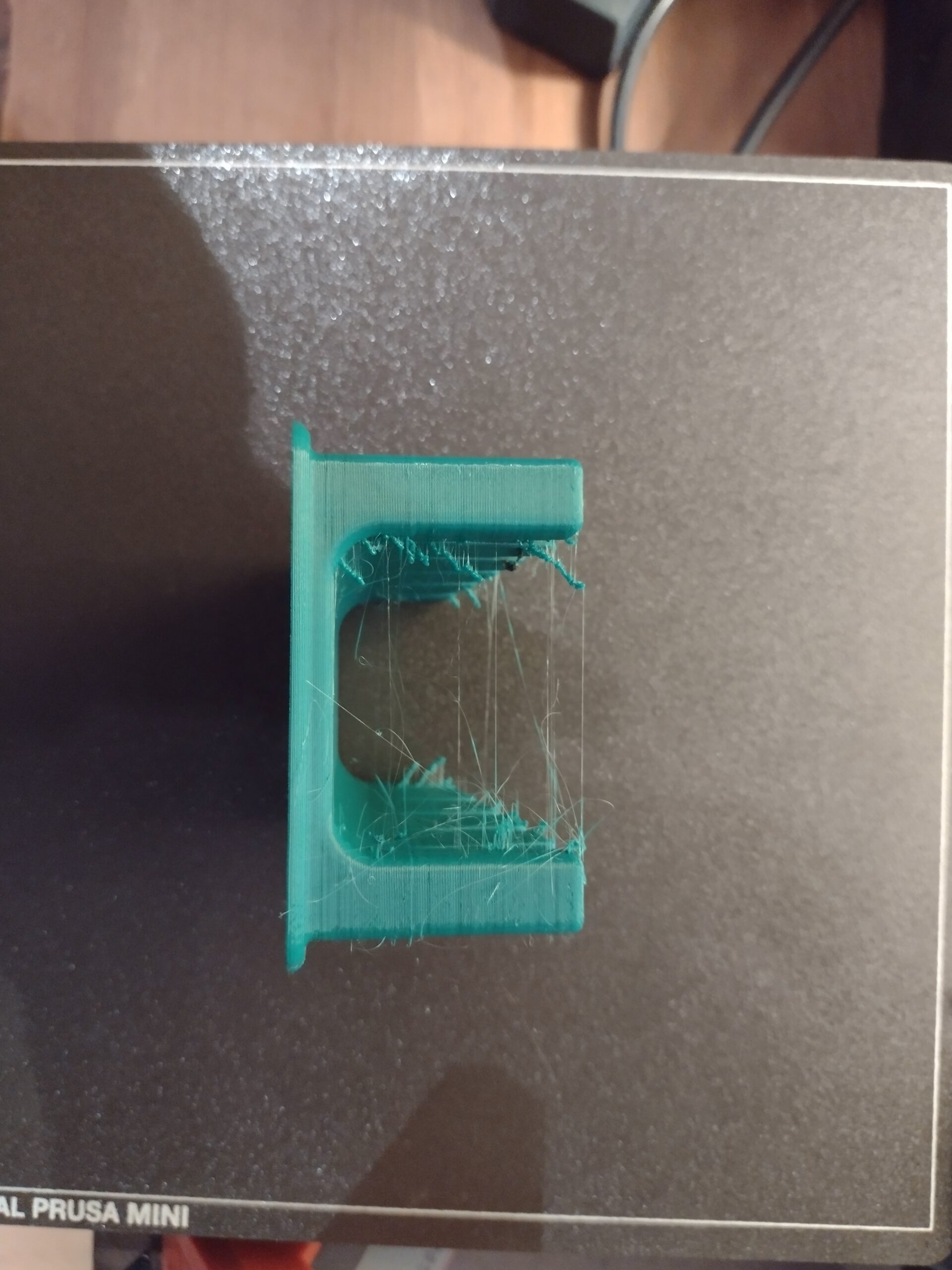
And all the prints in the comments look smooth whereas my print is ruined by stringing. The whistle doesn't even make a sound. I think there is something wrong with my printer and not with the filament.
I also updated the Mini+ Firmware to 4.4.0 final but nothing changed.
If only I know what exactly causes all this oozing and stringing.
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Here are some pictures. Again, this is Prusament PETG Jungle Green fresh out of a box, so it should be dry. The profile for Prusament PETG says 250°C nozzle temperature in PrusaSlicer. Is it possible that those presets are just total bullshit?

RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
For one, fresh out of the box means nothing. You don't know how long it has been sitting in a warehouse.
Also, I don't know this particular color but if I print Prusament Neon Green PETG without first drying it overnight or longer, it looks like this. Strings and blobs everywhere. Summer of large year I printed a fair bit of it to replace the plastic parts on a Mini and for an enclosure for it. After overnight drying it printed fine but by the end of the day it was back to acting up badly.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Update:
All PrusaSlicer profiles are just totally wrong and you have to reduce the print temperature for Prusament by 30°C and print everything at 220°C. In combination with a filament dryer this reduces stringing a lot depending on how often the extruder has to move.
All retraction settings are completely pointless and only lead to underextrusion. Some people suggested to lower retraction instead of increasing it, but that didn't change much.
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
Given the amount of people that use those presets then no they are not 'bullshit'. Prusa would be inundated by support tickets if they were.
While you were so busy reducing temperature to reduce stringing have you also checked on your part strength, namely the interlayer adhesion now you have reduced it to its current temperature ?
RE: Persisting oozing blobs and stringing with Prusament PETG - What am I doing wrong?
I didn't run any stability tests obviously, but layer adhesion seems to be fine and all parts came out looking good and feeling sturdy.
I mean, if you're plagued by extreme stringing, the one thing you can do is print a temp tower to see what's wrong. I've been watching hours of "fix my print" videos on YouTube and the hint "your temperature is too high" came soooo often that I tried it myself.
Maybe those presets work better with a Mk3? Apart from that I don't know what else could be wrong with my printer. I have no wobble, no axis problems, just stringing from hell if printed at temperatures that are apparently too high.