Speed profile print fail
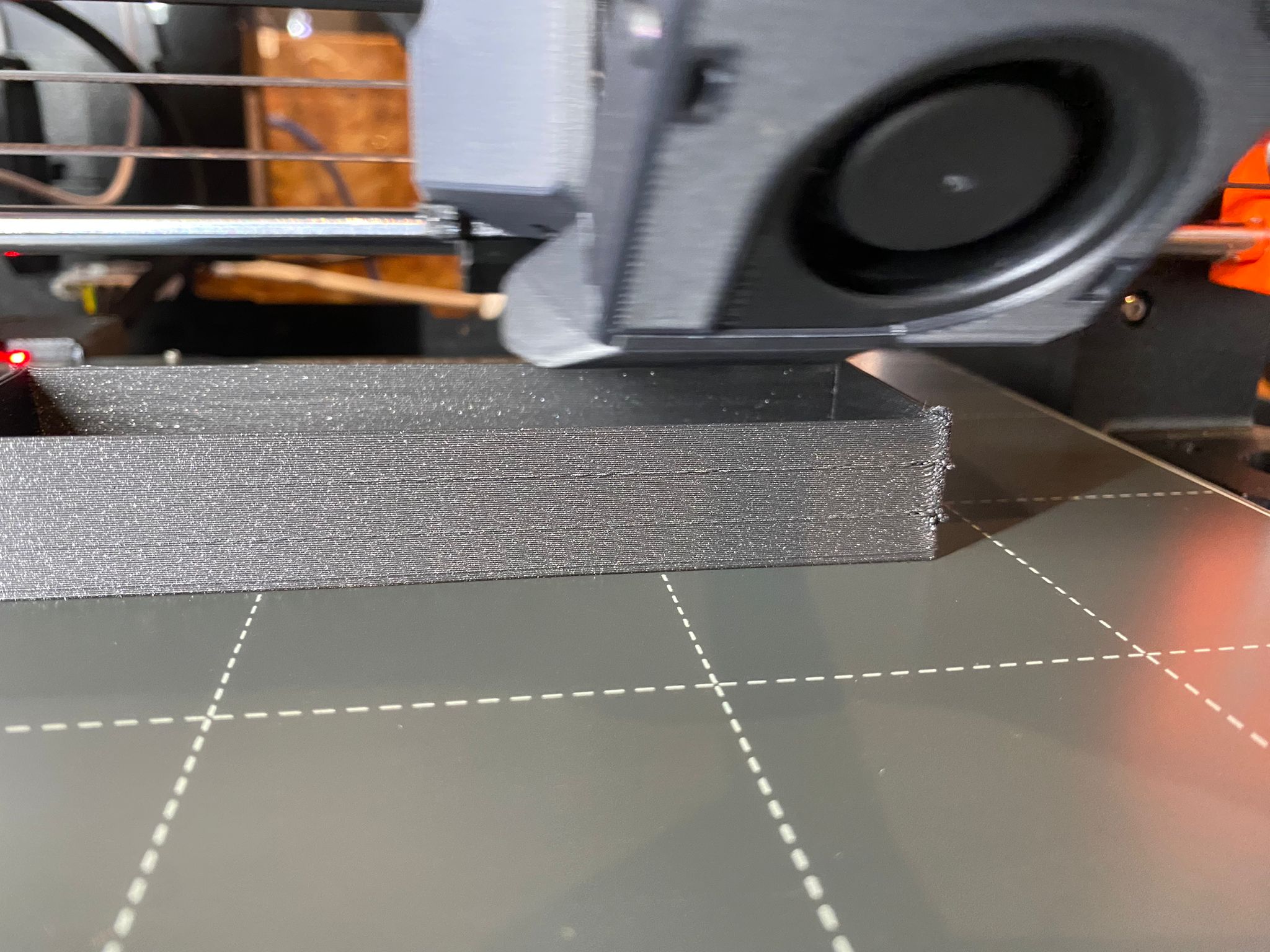
When using speed profile (0.28mm layer height or 0.25mm layer height), I notice that the print always comes out awful at the seam... printing on structural profile is alright which means the acceleration when changing layer is a little bit too fast? How would I modify the speed profile to correct this? It really defeat the purpose when you have to spend double the fastest time to print something so simple...
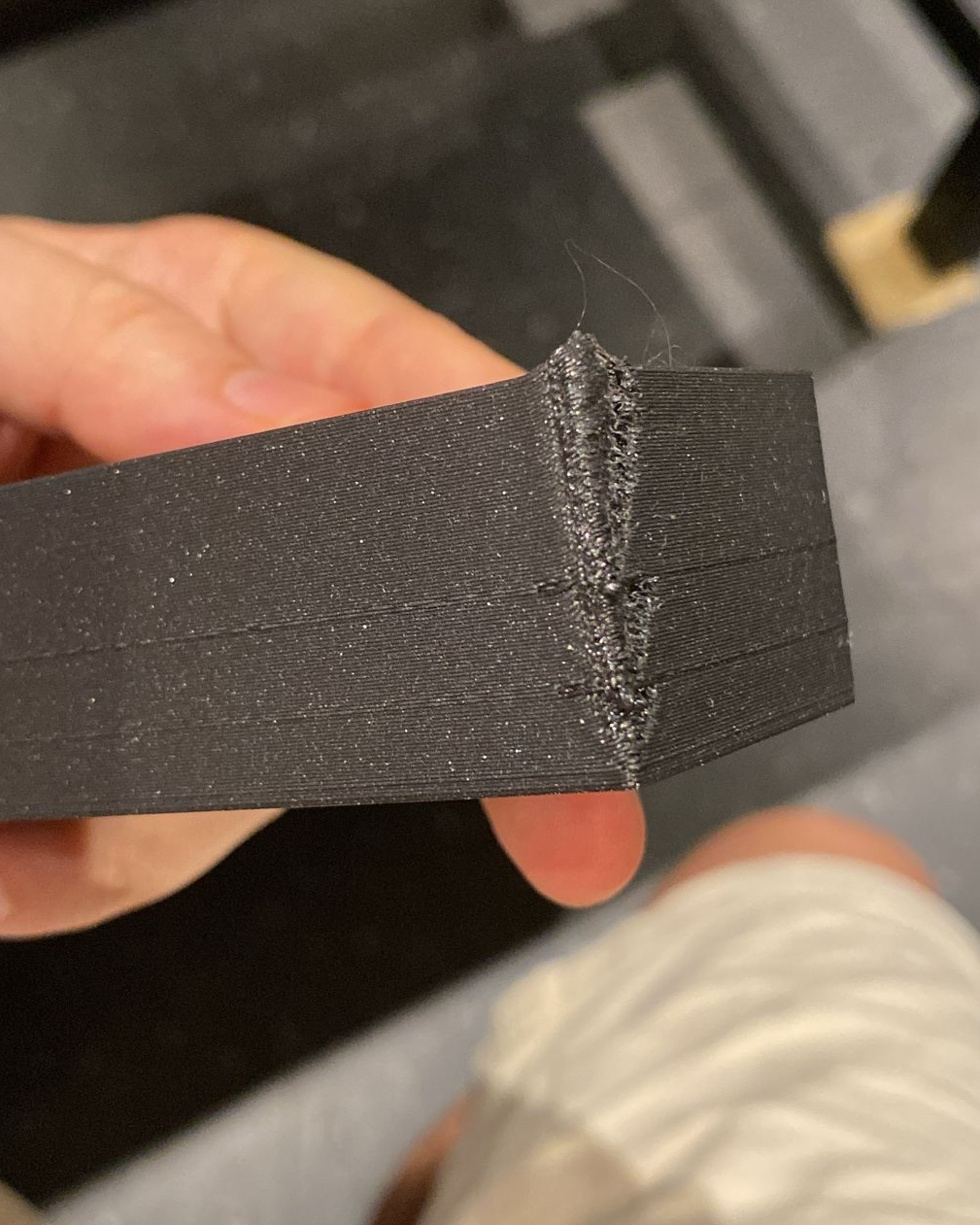
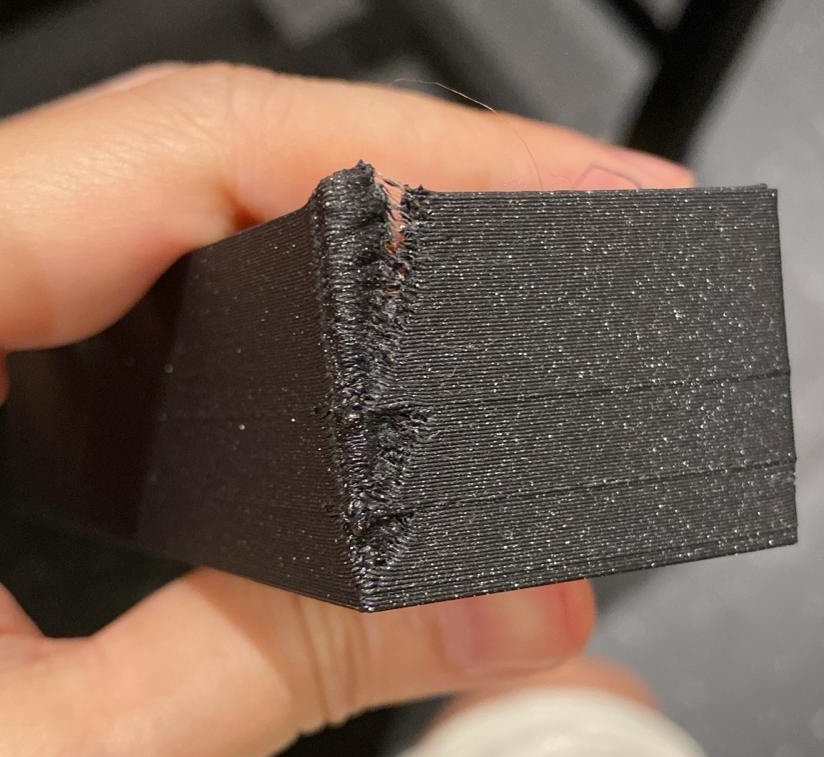
Speed is always a trade-off with quality and strength, that's why the other settings are provided. It's not obvious from the pictures but I suspect you are printing thin walls with a relatively long run and a narrow radius corner, this is exactly what structural profiles are intended for ... Thicker walls with wider radiused corners would probably print OK on your speed setting.
Cheerio,
RE: Speed profile print fail
is there a setting somewhere that make it decelerates near the corner? particularly the corner where seam/layer change happen?
Speed is always a trade-off with quality and strength, that's why the other settings are provided. It's not obvious from the pictures but I suspect you are printing thin walls with a relatively long run and a narrow radius corner, this is exactly what structural profiles are intended for ... Thicker walls with wider radiused corners would probably print OK on your speed setting.
Cheerio,
Your .3mf has shown up - attachments from first time posters are delayed by security checks or I would have seen it before.
The original .STL file is corrupt; next to the part name in the right hand pane is a warning triangle. Check your original CAD is exporting files suitable for printing. PrusaSlicer attempts to autofix but it has to make guesses that might not match your intentions.
You appear to have attempted a remedy in custom G-code that is, er, suspect. Return to one of the default profiles, as I guessed above, a structural profile should be OK.
Cheerio,