Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
About 2 months ago I upgraded on of my MK3S+ to MK4 and was very glad I did. Now, I'm very confused as to how to fix issues that range to 'inconvenient' to very crappy and very mixed results, depending on print file creation date and version. I'm continually running a MINI & another MK3S+ which adds to the confusion of keeping track of files and issues as they arise. I have a new MK4 sitting in a box waiting to be assembled, FWIW.
Minor Issues looking for direction on settings or troubleshooting:
1) Some files show up on the screen while others do not. The thumbnails do show up on the printer web page. The MINI seems to work for the most part. Any hints here on settings?
2) I've had to re-initialize the USB stick 3 or 4 times due to corruption or some bug.
3) Understanding the differences between bgcode & gcode. The change in code type/format 'just appeared' and I'm wondering if the bgcode is part of the bigger problems. Which format for which purpose?
The biggest problem is the current final few layers of a recent file created in 2.7.1 w/5.1.2 is very 'ripply or warped' and embedded text is illegible. The 1st layer and infill layers look fine. Things really seemed to go south when I tried using the Input Shaper printer settings. After, I reverted back to the MK4 0.4 nozzle settings, the final few layers are horrible. I printed the same tools using the MK3S+, sliced in 2.7.1 with far better results.
MK4 Ripply/Warp finish layers:


RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
1) and 3) are probably related. Make sure firmware and slicer are all up to date. I'd you haven't updated the firmware it will not show bgcode files. There are other reasons while a file may not show up (unusual characters in the file name). The difference between gcode and bgcode is only that the latter is compressed and thus smaller in size, a workaround for the slow network upload speed or these printers. If your firmware can handle it, there's really no valid reason I can see not to use binary gcode. Missing previews are also due to changes in the recent slicer and firmware versions, where Prusa has switched to a new image file format that is more space efficient. As a consequence, old files need to be resliced to show the previews again.
Top surface. Yeah, that looks bad. I would first ensure the extrusion multiplier is set correctly so you don't have over extrusion. I would also clean the sheet with hot water and dish washing soap to make sure you don't have warping. Apparently some people had issues with the load cell. So if nothing else works, I'd get on the chat with Prusa top support.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
Thanks for responding and the bcode info. The firmware and slicer is current. I tried a factory reset, too. The sheet is cleaned often. The trouble started after updating to the current firmware and slicer. As noted, the 1st layer and infill look fine. It's the top finish that looks whacky and seems to be a repeated pattern vs random. I've never seen this before over the past couple years and hundreds of prints.
The thumbnail on an earlier files do appear, but did not on current files. Looks like I need to look into extrusion multiplier or could it be a fan issue?
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
hi, if you have other printer kit, you can compare thermistors between them, i have similar issue with my new printer, and last week we concluded with support on chat, that probably i have broken thermistor in the printer. i did some test prints and petg was brittle, besides i observed somethitg similar to you photo, so i think tte thermistor is doing drift in measurements (it's just guess) anyway i got the new one today, so i should replace it tomorrow probably, and will check in my prints
RE:
Thanks for responding. I'll check into the thermistor after a current test.
Last evening I started a new file and a basic print. It worked fine and the image appeared (but not the progress imagery). I'm wondering if somehow there is a relationship between bouncing between different printers and their settings that corrupted the file somehow.
After walking through the various print settings in the original print file, I decided to try a 'fresh file' by importing the above .stl file to a generic PETG (vs Carbon Blend) preset and sliced it with the input shaper. The image appears on the screen and we'll see in a couple hours how it does print. And FTR, I did not include an imported modifier to use solid file in a section of the print. If this works I'll add that to see if there is an issue.
I was getting some really bad seams and finishing like others have reported on other prints, so I do think there is some inherent problems with print quality win the current software &/or firmware. I'm wondering if the input shaper is skipping something and possibly too fast???
Regardless, I better get going on putting together the new MK4.;-)
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
i assembled the new thermistor, doing self test of the printer
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
I'm wondering if the input shaper is skipping something and possibly too fast???
I gave up on using IS with PETG, at least with the current firmware/default settings.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
Ok, so, i'm not sure yet about the outcome, but... i tested two thermistors, the old one and the new one... and sadly both of them had similar resistance, so in the environment temp. around 24.4 C, old one had 104.3k Ohm, while the new one 104.8k Ohm. And of course, that result was disappointing because i expected silver bullet out of this thermistor 😉 so i repeated the test few times, also using other ohm ohmeter, still the results were similar. Because my previous observations were that the drift between real temp., and mesured temp. is bigger with higher temp. i tried to warm up a bit thermistor, with hot air gun 🙂 and i tested it again, so the only difference i spotted is that the old thermistor was loosing resistance bit faster that the new one, (in temp. over 50 C degrees), so maybe it's enough, i'm not sure what is the proper characteristic of the working one?
I also took some measurements before changing this part, and for example external part of hotend had quite similar temp. around 175 C, while set temp. on the printer was 240 C (i'm still trying with PETG). Because i was not sure if it should be like that, i took similar photos of printing now mini, and there was similar, set temp. 240, read with thermal camera around 170, so maybe it's normal? I don't know what should be the difference in such case.
Anyway I started to print some little part, but before i had not issues with it, some weird stuff started to happen on slightly bigger volume, so i filled the bed with it, to see how it will go, but before i started to see artifacts with higher objects.
And some photos for reference:
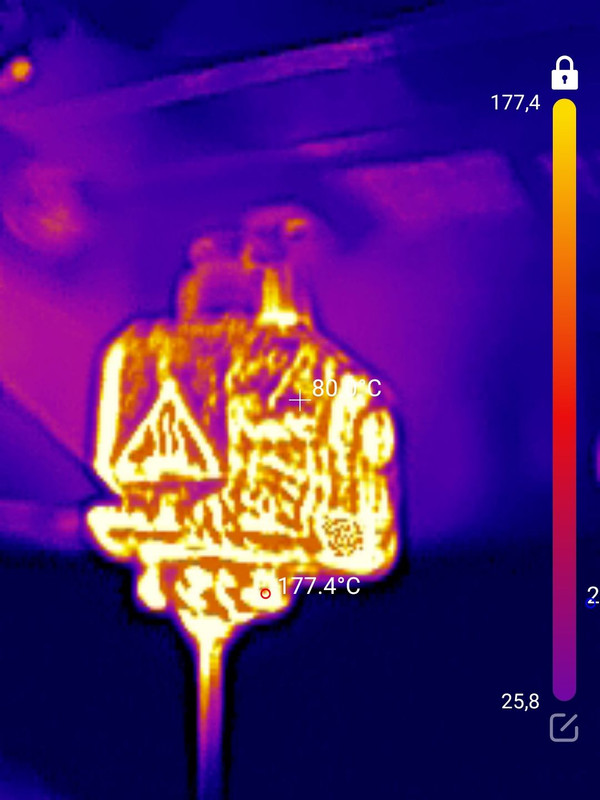
This is hotend, before and after replacement of the thermistor the temp. was similar...
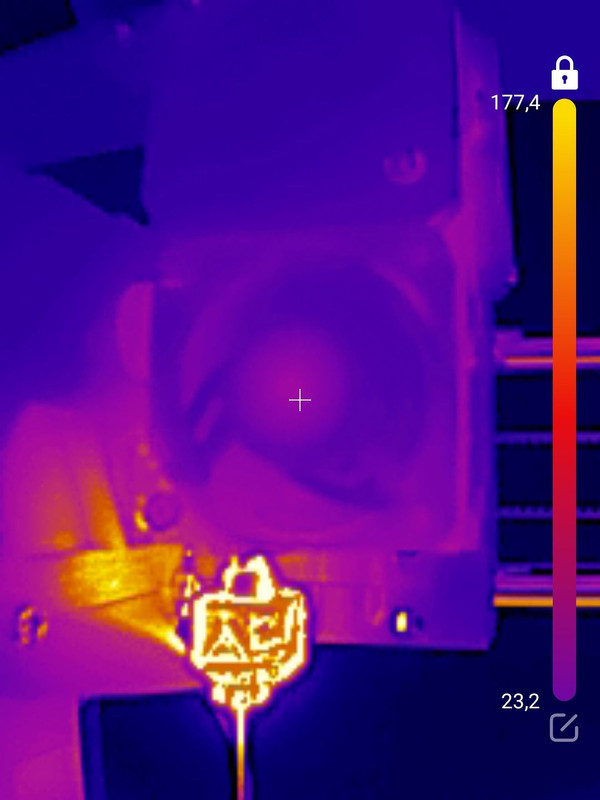
wider shot, but i did the test with mini+, and there also the difference in the photo and set temp. was like that.

Here warming up thermistor, the old one, was loosing resistance faster due to the higher temp., and it's the only thing i observed so far that it's different between them, still the difference was not huge.

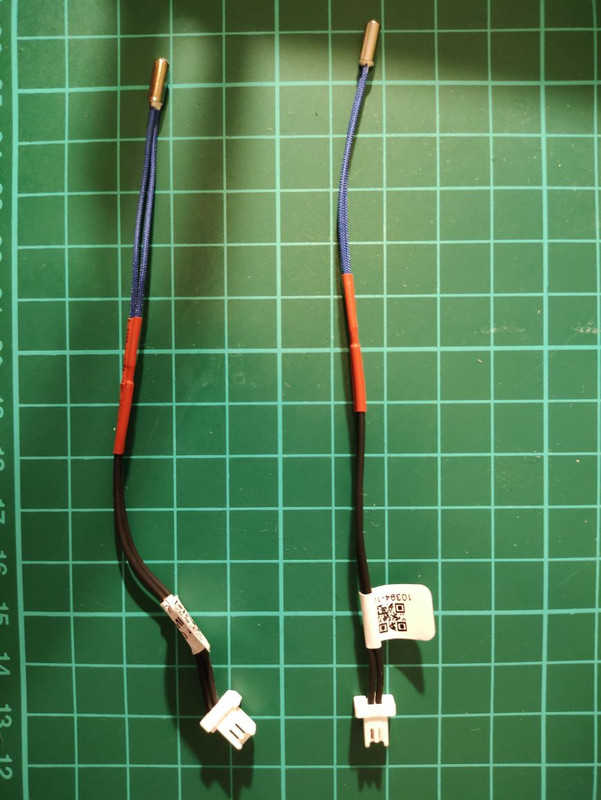
And on the left side thermistor which was inside the printer, and on the right, the new one.
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
old thermistor on the left:
RE:
I'm wondering if the input shaper is skipping something and possibly too fast???
I gave up on using IS with PETG, at least with the current firmware/default settings.
Starting a new project, importing the same stl file and slicing with the IS (2hrs) & PETG, the result was substantially better than the upper left images, but not quite as finished as the MK3S+ prints on the right. There are still some rough spots, however. This is perplexing but a little encouraging. Ghost in the machine?
Running another another PETG test without the IS (3 hrs).
I'm not sure why the thermistor would affect this problem since the final layer is 8mm above the heat bead....good luck on your problem, @mixer3d.
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
so just in case you are curious PETG print failed again, (after some 2:30h, 40g) objects simply peeled off the board, Z offset was again too high, or it was too cold... no clue.
Besides, it turned out that the "object cancel" menu only works up to 16 objects, so I could not stop the first ones that peeled off which was over that...
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
I mode another print, this time i limit the working space to be somehow similar to the MINI+ plate, so i cut corners to be closer to the center... And around 63% one object detached, this time in the center, but after second round i was able to cancel the object and it's still printing. What is important you can see only first 16 objects in the cancellation list, still when i pressed cancel button multiple times (i managed to do it in the second round of 52 objects 😉 finally it worked, and so far so good, 83% done. Still seems that the first layer calibration is too gentle, on the textured plate i can se from the bottom perimeters, on mini i print the same object it's much less visible. So probably offset check or something like that will be able to improve it in the future.
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
I had similar issues with PETG detaching and warping. Adding a small Z-Offset to start closer to the plate helped, as did raising the bed temp a little and slowing the first layer down as well. Lately I am having decent success with the default profiles when I print on the PEI plate after wiping it down with Windex to help with releasing.
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
Hi, i wanted to confirm that replacement of thermistor solved the problem of "brittle petg". Also please notice that in room temp. around 22-24 degrees C, the resistance was similar, only when thermistor get hot, broken one changed the characteristic faster (at least i was able to observe/measure like described above).
Besides, i found a little uneven heating of the heatbed, so to solve the issue of detaching PETG from plate i tried to offset Z layer. First -.0.020, -0.030, 0.040, -0.050, and finally i set up 'default' for now -0.035, since then ~1km of PETG without issues. 🙂
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
and joy did not last long, the last night print, fell miserably, again shifted layers, I have the first blob to remove 😉
so far i see some regularity in it, so every Nth print of the same plate will fail, on MINI where i can observe something similar sometimes, i mitigated it a bit by switching off the printer for a while between few successful cycles, because i observed that it happen more often when the printer is running for few days without switching off..
RE:
As a follow up. I assembled the MK4 with 5.0.1 firmware and had a little better results for the same print file, but not as good as the MK3. An older file NOT produced in 2.7.1 worked great, even with IS. I upped the firmware to 5.1.0 and went back to 2.7.0 for slicing and tried .gcode & .bgcode files with decent results. I've messed with perimeter, overhang and other settings and not seeing stringing like I was.
For a while I was thinking there was bridging issue causing warping and waves but I'm not seeing them on prints sliced in 2.7.0. So....I'm simply avoiding 2.7.1 for now and I am having satisfactory results on multiple files using the Input Shaper. I hope this continues and it would be interesting to hear if anyone else sees an improvements going back to 2.7. I'm still wondering if there were some 'ghosts' in the files that carried over into 2.7.1 files that affected results.
I'm going to update the new MK4 firmware to 5.1.2 since I'm 'feeling' like that is affecting the results. Hope I'm right.;-)
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
there is a new configuration for slicer, they change the flow rane for infills. besides i realized that in my printer i have false heatbed temp. reading, for about 15-20 C degrees, and after manully setting upmthe hotbed temp. to 100 it has around 80 so i can print PETG wittout issues with sticking to the plate, what is also important i don't need to offset now the Z layer, load cell works just fine
RE: Squashing Multiple MK4/2.71/5.1.2 Issues and horrible top layers
Hi, just to update i replaced the heatbed thermistor and seems that it solved my issues with error of the reading the temp. and real temp. and as a consequence detaching prints from plate. Heat bed thermistors had a difference of about 20k Ohms at room temperature. In practice now i can set 88-90 degrees and heatbed is around 85 (corners are always bit colder in MK3/MK4 according to support, in the mini heatbed temp. is more evenly distributed. So my factory assembled MK4 arrived with two broken thermistors (shrug), at least they send me spare parts... 😉