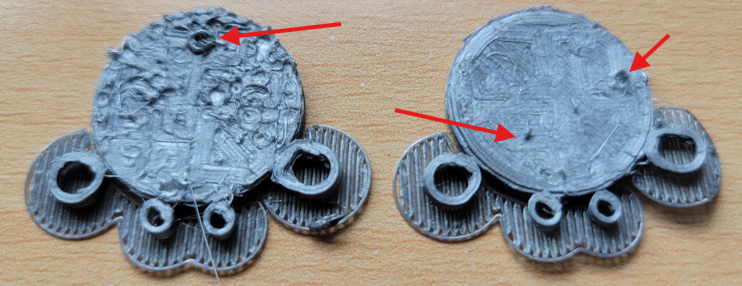
Blobs on PLA prints... causing it to snap off the bed
Hi, I have a Prusa Mk2.5S and it was printing well last month, but now I am getting 1mm-2mm blobs on my prints, which then cool and when then nozzle passes over them again... it snaps the print off the bed.
I am using Overture PLA with a textured PEI bed and Orca Slicer.I went back to defaults and started again with Orca Slicer's "UltraDetail" setting.
What I have tried so far:Various temps, currently First Layer 220, with 210 thereafterBed temp is First Layer 60, 45 thereafter
A temp test implied that I should set it to 210-215 (the print snapped off the bed at 195, then 190 in the next test, if that's related.. which seems odd because I thought we were supposed to reduce temps, to reduce blobs.)
A Flow Rate test implied that I should increase 15%. So just today, I went from 0.98 to 1.127
(Again, odd, because I read that we should reduce flow rate to reduce blobs)
A string test showed no stringing at any setting (wow)
Retraction is set to 0.8 or 1.2mmRetraction speed is 120/80 (which appears higher than usually recommended but was working well for me last month)
I have the Layer Height set to 0.08 or 0.2 depending on what print I'm trying, with the First Layer always at 0.2
I have recently dried the filament and lent it to a friend. It worked fine on his 3D printer, and I have tried both 3DS and Overture filament.
So I think it's a slicer setting or hardware alignment on my printer. I replaced the nozzle and went through the belt adjustment and lubricating the guide rails last weekend, but that had no effect.
Hardware alignment is my leading theory at the moment, because the printer had been working fine until recently, but I don't know what else to adjust.
I would appreciate any other settings or adjustment to try, thank you!
Telson
RE: Blobs on PLA prints... causing it to snap off the bed
Hello!
Your blobs and prints detaching sound like over-extrusion and/or adhesion issues. Despite your flow rate test, reduce your extrusion multiplier (start around 0.95-0.98 and calibrate with a single-wall cube). Also, your retraction speed of 120mm/s is very high for a Prusa; try reducing it to 40-60mm/s to ensure consistent extrusion. Beyond slicer settings, thoroughly clean your extruder gears, check idler tension, perform a cold pull for clogs, and re-do your First Layer Calibration (Live Z Adjust) for optimal bed adhesion, especially on that textured PEI sheet (clean it with dish soap!).
RE:
Wow, these are great ideas -- thank you, Ryan!
Ok, I'll try dropping the extrusion multiplier down to 0.95 and the retraction speed to 50mm
But it's the hardware tuning that interests me most, because I have been getting great results and it suddenly started to have issues, so my current theory is that it's a hardware/adjustment issue.
>Beyond slicer settings, thoroughly clean your extruder gears
That sounds good -- not sure how, but I will look it up.
> check idler tension
Will have to look this up also. I made a "ping the belts" check and they seemed fine. But it sounds like you're referring to something else.
> perform a cold pull for clogs
Something else to look up!
>and re-do your First Layer Calibration (Live Z Adjust) for optimal bed adhesion,
>especially on that textured PEI sheet (clean it with dish soap!)
Ah, the First Layer Calibration and cleaning-with-dish-soap are two things that I'm already doing frequently.
So I need to learn those three adjustments and give them a try.
I guess an extra question would be "What does my super-high retraction speed imply might be causing that to be (apparently) needed?"
Thanks again!
Telson
RE: Blobs on PLA prints... causing it to snap off the bed
How long are you using your nozzle? Maybe it's time to replace it? It can wear down after time, the hole can become a bit wider causing blobs.
Try changing to another nozzle.
Somebody on the forums said that brass nozzle should be replaced about every 6 months but in reallity, it depends how much you print and with what materials, or even colors. Printing a lot with white colors can speed up nozzle degeneration, because the white is made using titanium dioxide which is abrasive.