Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Hallo,
Mein Prusa Mini+ (mein allererster 3D-Drucker, habe noch Null Erfahrung) war heute bereit für den ersten Test. Der restliche Zusammenbau der vormontierten Version ging ganz gut, trotzdem die Bilder in dem Handbuch so klein waren, daß da teilweise nicht richtig was zu erkennen war.
Selbsttest lief fehlerfrei durch, Firmware auf die aktuelle Verision 4.3.4, Filament laden funktionierte auch problemlos. Ich habe nicht die Probestücke, die beim Mini dabei waren, für den Test genommen, sondern das Filament, was mit dem ich später auch meine Objekte drucken möchte (Prusament PLA Vanilla White).
Der erste Test der Z-Achsen-Kalibrierung lieferte natürlich erstmal nur Fadensalat (war ja zu erwarten 😉 ). Die Düse schwebte so hoch über dem Blech (das Originale glatte), daß ich da noch ein Blech hätte drunter schieben können. Habe dann des Test noch 3 mal wiederholt und ab Test 3 haftete der Faden schon ganz gut auf dem Blech, aber das Quadrat war noch icht ok.
Test: -05 (Fadenknäul im Quadrat)
Test 2: -1,3 (schön getrennte Fäden im Quadrat)
Test 3: -1,5 (schon so dicht zusammen, daß man mit der Lupe keinen Zwischenraum mehr zwischen den Fäden im Quadrat erkennen konnte, aber mit den Fingern konnte man die einzelnen Fäden noch trennen)
Test 4: -1,6 (eine zusammenhängende Fläche im Quadrat). Diesen Wert habe ich dann erstmal genommen.
Im Handbuch sind ja schon schöne Abbildungen, wie die Quetschung des Fadens aussehen soll. Aber wie kann man das erkennen bei der Winzigkeit des Fadens? Ich habe schon eine starke Diafilm-Lupe zu Hilfe genommen, aber den Quetschungsgrad des Fadens konnte ich trotzdem nicht erkennen. Der Faden ist einfach zu winzig. Daher weiß ich jetzt nicht, ob die Z-Kalibrierung schon den richtigen Wert hat oder nicht. Wie stellt man den richtigen Quetschungrad fest? Oder gibt es noch einen anderen Drucktest hierfür?
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Wenn es flach und Flächig wird, ohne das es Folienartig durchsichtig wird, bist schonmal auf einem guten Weg... Du kannst ja das Quadrat mal nehmen und mit einem Messschieber messen. Sollten 0,2 mm Höhe werden. Da siehst recht schnell, ob du schon überquetscht oder noch etwas "Luft" ist...
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Hm, ob mein Messschieber sooo genau ist?
Also Test 2 hat 0,31 mm
Test 3 hat 0,23 mm
Test 4 hat 0,23 wenn ich von oben messe und 0,17 wenn ich von unten messe.
Was sagt mir das jetzt? Ist wohl noch nicht richtig kalibriert? Aber is das nun etwas zu hoch oder zu niedrig eingestellt?
Ich habe vorhin auch mal das Prusa-Logo gedruckt und am Ende der ersten Schicht mal pausiert um ein Foto zu machen. Die linke Seite sieht gut aus, auf der rechten Seite sind kurze Lücken zu sehen. Bedeutet das die Düse ist zu hoch oder zu niedrig? ![]()
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Servus,
für mein Empfinden würde ich noch einen kleinen Ticken tiefer gehen - da sind noch recht viele Löcher am Übergang zwischen der Außenkontur und dem flächigen Infill. Das Filament Prusament PLA Vanilla White - hat das kleine Partikel oder Körner oder Pigmente oder so was - weil im rechten oberen Quadranten sind so extrem dünne Bahnen enthalten. Druckst Du ein Standard-Profil out of the box?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Hi,
0,23 mm sagt ja schon was - guter Weg, aber noch etwas weg... müßtest noch 3 Hundertstel tiefer. Was den rechten/dünneren Teil an geht - das ist ein Mini, oder? Könnte das von der Konstruktion her rühren? Beim Mini macht es definitiv einen Unterschied, wie es ausgerichtet ist - je weiter er nach außen muß, desto mehr muß er kompensieren/hängt der Aufbau... Ist halt nur 1 Z-Achse und entsprechend kommt da je nach Position, relativ viel Gewicht auf die Achse... Also, ich würde sowas in Y, X mittig ausgerichtet, drucken wollen auf so einem Drucker. In X Ausgerichtet eignet es sich zum messen, wieviel Ausgelenkt wird bzw. wie gut die Kompensation arbeitet...
Gruß, Digibike
Gruß, Digibike
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Ok, dann starte ich nochmal mit etwas niedrigerem Z-Wert.
Gedruckt habe ich den G-Code des Prusa-Logos direkt vom USB-Stick, der bei dem Mini+ dabei war, ohne irgendwelche Änderungen.
Ob das Vanilla White Partikel drin hat weiß ich nicht. Es ist nicht schneeweiß ist, sondern eher ein sehr helles Elfenbein. Allerdings weiß ich ich nicht wie PLA im Originalzustand ohne Zusätze aussieht.
Hier die erste Schicht des Prusa-Logos mit Z = -1,65. Mir scheint, daß der Strang links etwas mehr gequetscht wird als rechts. Das fertige Logo sieht aber gut aus. Alle Kanten sind scharf, kein fädenziehen, keine Wellen oben drauf. Das Logo hielt auch gut auf dem Blech undließ sich dann erst durch leichtes Biegen des Bleches lösen. Also ganz so wie es nach der Bescheibung im Handbuch sein soll.
![]()
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Also, ich würde sowas in Y, X mittig ausgerichtet, drucken wollen auf so einem Drucker.
Ja, es ist ein Mini.
Oder an den rechten Rand verschieben? Ich müßte dann für die verschiendenen Bereiche (links, mitte rechts) jeweils den Z-Wert ermittel?
Ich will ja hautsächlich kleine Teile drucken für die Modellbahn. Die kann ich ja in die Nähe der Z-Säule plazieren.
Ich habe gerade diesen First-Layer-Test gemacht. Dieses Live-Z ist eine äußerst praktische Funktion. Zuerst grobe Schritte (das Teil ist mittig auf dem Bett hochkant plaziert):
![]()
Die Dicke läßt sich hier aber nicht messen, da der Rand mit der ersten Z-Einstellung doppelt gedruckt wird. Oder ich müßte links den Rand wegschneiden.
Gerade läuft noch ein Test mit feineren Z-Abstufungen.
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Und hier ist der First-Layer-Test mit feineren Abstufungen:
![]()
Die beiden oberen sind wohl schon zu tief. Die Oberfläche fühlt sich dort recht rauh an. Bei den unteren führt ma noch recht deutlich die Stränge. Bei den anderen kann ich aber schwer entscheiden, was jetzt der richtige Wert ist. Da fehlt mir leider noch die Erfahrung, wie es richtig aussehen und sich anfühlen soll. Mit den Fingern fühlt sich -1,65 noch am glattesten an. Daher drucke jetzt mal das Benchy mit dem Z-Wert -1,65.
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Modelleisenbahn? Da sind eigentlich SLA-Drucker (Harz) eigentlich eher "Zuhause"...
es gibt 2 Möglichkeiten: Meine Messschieber haben Innen an den Messschenkeln jeweils einen Radius - also weit genug reinschieben...
Oder eben 2 Layer drucken - Wenn beide 2 Layer zu je 0,2 mm gedruckt werden, sollte auch 2*0,2 mm= 0,4 mm eigentlich raus kommen... 😉
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Meine Messschieber haben Innen an den Messschenkeln jeweils einen Radius
Meiner hat das nicht. Ist ein normaler digitaler für Innen- und Außenmessungen, aber absolut geraden Backen. Wenn eine Kante dicker ist, dann kann ich nur die Kante messen. Allerdings scheint der Drucker die Stränge doch nebeneinander und nicht übereinander gelegt zu haben. Allerdings überall rundherum gleich hoch mit jetzt 0,18 mm beim letzten Versuch oben.
Modelleisenbahn? Da sind eigentlich SLA-Drucker (Harz) eigentlich eher "Zuhause"...
Das Harz-Gepansche ist leider nicht wohnzimmertauglich und einen eigenen Werkraum habe ich nicht . Und bei FDM-Druckern scheint sich in den letzten Jahren ja einiges getan zu haben. Ist jedenfalls ein großer Unterschied, was der Mini hier schon "Out-of-the-Box" abliefert im Gegensatz zu dem was ich vor etlichen Jahren bei den hiesigen Linuxtagen mal gesehen hatte. Z.Zt. habe ich die Original-Düse mit 0,4 mm drin. Ich muß ja erstmal üben. Aber ich hatte mir gleich auch eine 0,25-Düse mitbestellt.
Mein erstes selbst gedruckte Ladegut ist jedenfalls schonmal gut geworden. 😀 
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Reines Interesse: Spurweite N? (Z kann es nicht sein, wegen der Kupplungen)
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
H0. Da sind zwei verschiendene Kupplungen dran, die nicht zueinander passen, also nicht kuppeln. Aber normalerweise gehört da noch ein anderer Güterwagen dazwischen. Den habe ich für das Foto nur weggelassen.
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
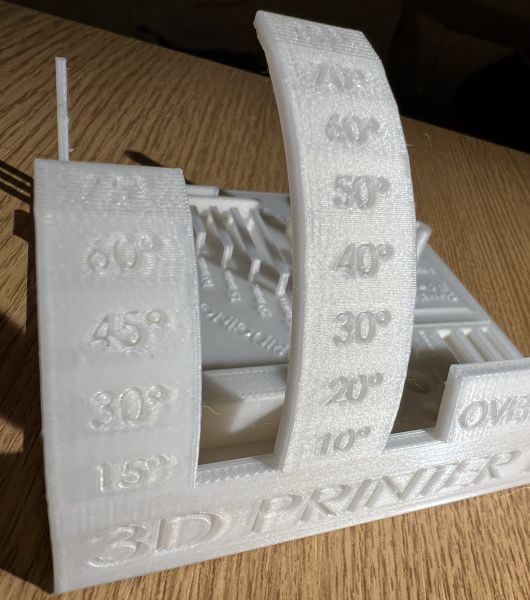
Ich habe gestern abend mal diesen Detailtest gedruckt, auch wenn meine x-Achse noch minimal herunterhängt. Ich war neugierig, wie Details herauskommen. Die Vorlage ist zwar für den MK3, aber ich habe einfach die stl-Datei heruntergeladen und mit dem PruserSlicer den GCode für den Mini erzeugt (Standardeinstellungen, PLA, Stahlblech). Ergenbis: Der Mini ist durchaus für Drucke im H0-Maßstab (1:87) geeignet. 😀 Und mit 0,25-Düse geht bestimmt noch mehr. 😉
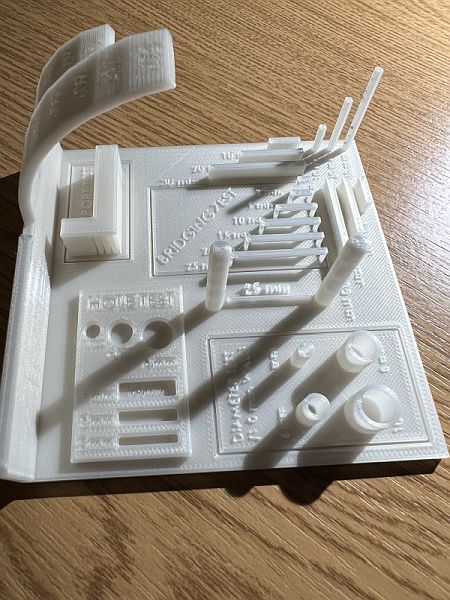
Selbst dieser beiden Bögen kommen gut heraus. Erst ab einem Winkel von 70° sieht man deutlicher die Layerabstufungen.
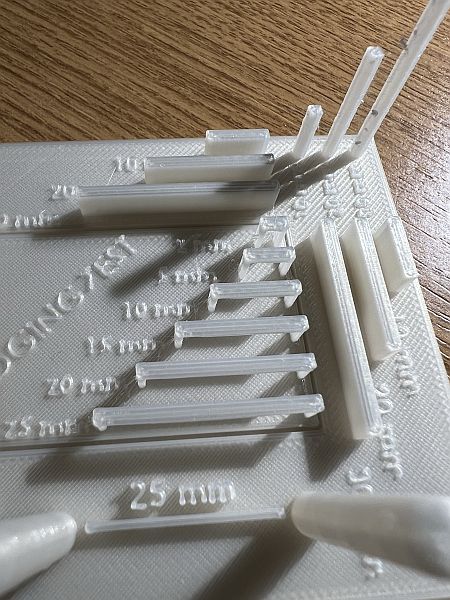
An zwei Stellen war der Druck nicht ganz ok: einmal an der dünnen Säule (Dicke: 2 mm) rechts hinten. Da gab es Fäden zwischen den Säulen. Was ist die Ursache für sowas?
Und bei diesen 5 frei schwebenden Teilen (Bridgingtest) klebten die Stänge bei den ersten 3 nicht zusammen, sondern mann konnte mit dem Fingernagel dazwischen. Dur bei den 3 kurzen Brücken war es eine geschlossene Fläche.
Vorhin habe ich mal versucht, die Achsen des Mini nach dieser Anleitung zu justieren. Die XZ-Achse war minimal schief und die X-Ache war etwas in sich verdreht. Scheint wohl beim auspacken passiert zu sein, denn die X-Achse konnse man ohne Schrauben zu lösen links etwas drehen. Also habe ich einen Stahlwinkel auf die Grundplatte gestellt und gegen die X-Achse geschoben. Unten lag sie an, oben konnte ich eine Karteikarte locker zwischen schieben. Nachdem alles ausgerichtet war, habe ich neu kalibriert, zuerst die eingebaute Kalibrierung für die grobe Einstellung und dann diese Zinnen für die Feinkalibrierung. Der Z-Wert ist jetzt ein anderer. Die Zinnen mit Z = -1,159 und -1,16 sahen gut aus, also habe ich den nächsten Test mit -1,595 gemacht (stl-Datei heruntergeladen und mit Standardeinstellungen für den Mini und Skalierung auf 70% , da mein Bett ja kleiner ist als das des MK3, den GCode erzeugt):

Sieht doch gleichmäßiger aus als der First Layer meines ersten Prusa-Logo-Druckes? Die Quadrate fühlen sich überall gleich glatt an.
Ich werde den Test nochmal wiederholen mit 90%-Drehung, damit ich auch in x-Richtung das Bett des Mini voll ausnutze.
So langsam bekomme ich ein Gefühl für die Kalibrierung. Ganz am Anfang war ich zu zaghaft.
RE: Z-Justierung: wie erkennt man richtigen Quetschungsgrad?
Glückwunsch! Sieht doch schon deutlich besser aus, wie der erste Versuch! Freut mich, wenn du langsam mit dem Kalibrieren "Warm" wirst...! Wenn die Grundeinstellungen des Druckers nicht passen, wird es ansonsten nämlich recht schwierig, überhaupt was vernünftiges raus zu bekommen... 😉 Sozusagen das Fundament des ganzen.
Das mit dem Harz-gepansche kann ich schon nachvollziehen, wobei sich da vieles deutlich reduzieren/vermeiden läßt, wenn man akribisch sich vorbereitet... Selbst für den Druck gibt es mittlerweile, gegen den Geruch, Aktivkohlefilter mit Lüfter, die die Luft umwälzen. Aber für das Wohnzimmer ist das trotzdem nichts - schließlich druckt man ja nicht nur, sondern füllt auch mal Resin nach oder evakuiert es aus dem Behälter, bei wechsel der Sorte... allerdings ist auch FDM nicht unbedingt für das Wohnzimmer gedacht - Dämpfe und Feinstaub sollte man auf dem Schirm haben... Der Vorteil bei Resin ist halt, neben dem, daß er sehr schnell und Ultrafein drucken kann (gibt ja keine beweglichen teile, bis auf die Z-Achse, die das Tempo eingrenzen), daß die Teile, wenn Sie so Filigran sind, deutlich stabiler sind. Bei FDM hast du die Schwachstelle Layer auf Layer. Kräfte, die da angreifen, reißen dir die Layer ganz schnell auseinander, je nach Material. Und bei so feinen Schichten, noch umso mehr - Beim Resin findet die Verbindung jedoch Chemisch statt. Entsprechend ist die Verbindung in alle Achsen gleichmäßig gegeben... Jedes Verfahren hat so seine Eigenheiten und Vor- und Nachteile eben...
Gruß, Digibike
RE:
Sozusagen das Fundament des ganzen.
Ja, ohne Fundament kann ein Haus nicht stehen. Deshalb beshäftige ich mich ja intensiv mit der First-Layer-Einstellung und drucke so etliche First-Layer-Tests aus. Das Problem dabei ist, daß ich am Druckergebnis optisch das kaum erkennen kann ob es paßt oder nicht (wenn es nicht ganz schlecht aussieht). Aber ich kann es mit den Fingern fühlen, ob es rauh wird oder nicht. Was ich auch durch Zufall herausgefunden habe, ist wenn ich mit einem feinen Filzstift die Werte auf die gedruckten First Layer schreibe (damit ich später noch weiß welche Einstellungen ich hatte und wie das Ergebnis damit aussah), dann merke ich sehr deutlich, ob eine Layer glatt oder Rauh ist. Ich habe jetzt die Einstellung für den Z-Wert genommen, wo ich am besten mit dem Filsstift drauf schreiben konnte, d.h. auf kleine Rauhheiten und kleine Rillen schreibt es sich deutlich schlechter mit dem Filzstift als auf einer glatteren Fläche.
Z.Zt. druckt mein Mini gerade die SPINDA-Lehre. Ich will die jetzt zwar nicht justieren, da ich davon ausgehe, daß Prusa das schon gemacht hat (ist die vormontierte Version), aber wenn ich später mal die Düse tausche, dann werde ich das wohl brauchen.
Auch werde ich mal einige Test-Objekte von www.printables.com herunterladen (die Ergebnisse dort hochladen hat leider nicht funktioniert) und ausdrucken um zu sehen was mit dem Mini geht und was nicht, also die Grenzen ausloten und schauen wie die Maßhaltigkeit ist. Das kann ich dann später bei der Konstruktion berücksichtigen. Bei dem Testobjekt oben paßten die Maße schonmal sehr gut (die Soll-Maße standen ja dabei, habe das dann mit der Schieblehre nachgemessen). Beim Druck eine Deko-Objektes ist das exakte Einhalten der Maße ja nicht so wichtig, aber wenn ich für die Modellbahn einen Fensterrahmeneinsatz oder ein anderes Einbauteil drucke, dann müssen die Maße exakt stimmen.