PETG Warping bis zur ersten Deckschicht
Servus liebe Prusa Printer,
ich habe folgendes Problem bei meinem Prusa Mini+:
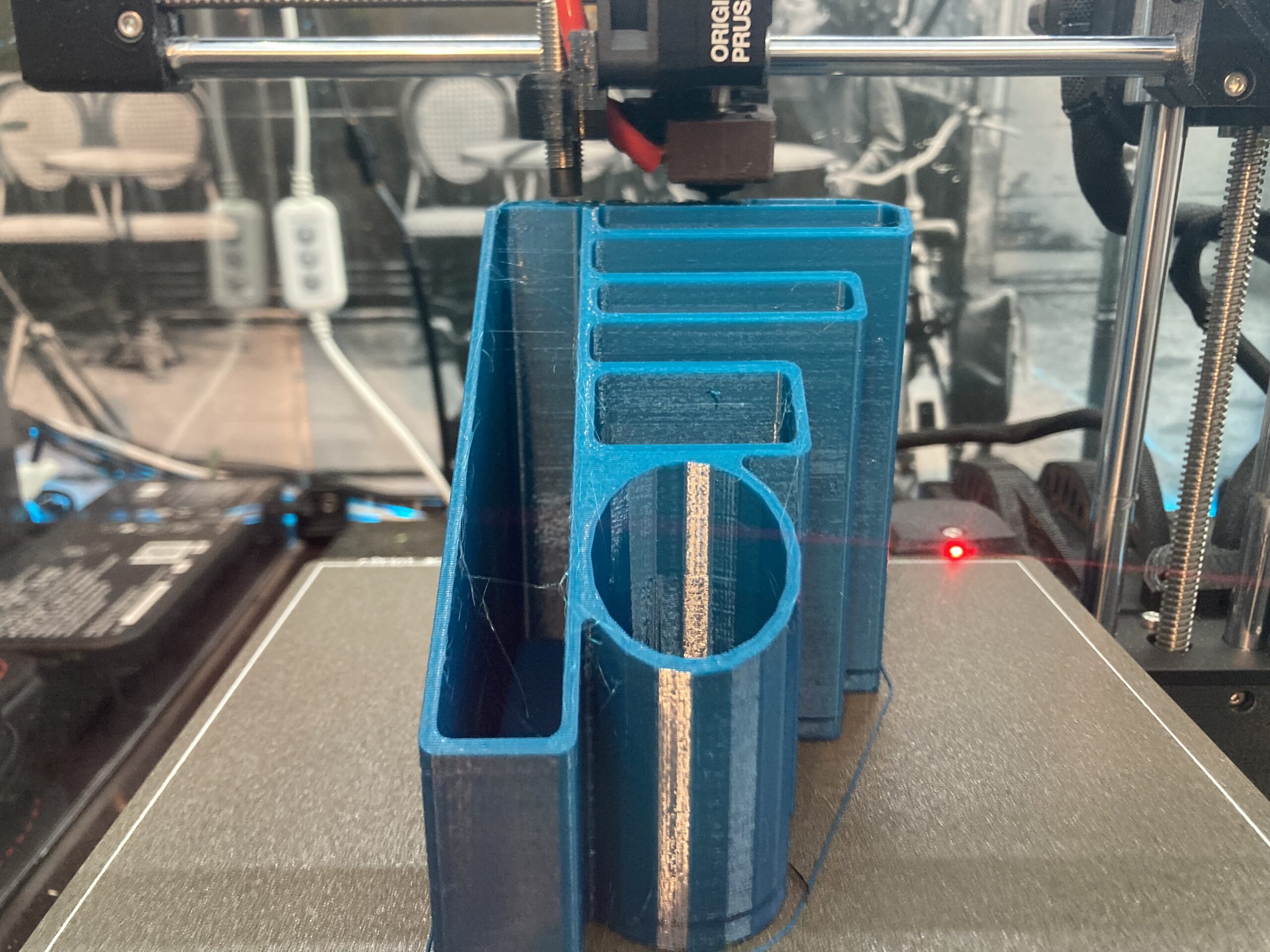
Bei manchen Drucken mit PETG habe ich dieses Warpingproblem.
Es tritt auf wenn das Modell eine relativ tief liegende Deckschicht hat.
Im Fall des Modells auf den Fotos ist es also der Boden der einzelnen Partitionen.
Mein Mini befindet sich bis auf eine NozzleX und eine Silikonsocke im Originalzustand.
Aufgetreten ist dieses Problem bei Prusament Jet Black und Prusament Ocean Blue.
Anderes PETG habe ich mit dem Mini noch nicht verarbeitet. Der Mini steht zudem in einer Tukkari Enclosure mit Lüfter.
Ich habe den Lüfter deaktiviert und komme auf das gleiche Ergebnis.
Die Haftung an der Bauplatte ist bei meinem zweiten Versuch mit etwas mehr Temperatur ab Beginn (250 bei 90% Geschwindigkeit) gut.
Das Problem tritt trotzdem auf.
Über Tipps würde ich mich sehr freuen!!
Beste Grüße Julian
Versuch 1 Standardeinstellungen im Slicer (240 dann 250 Grad)

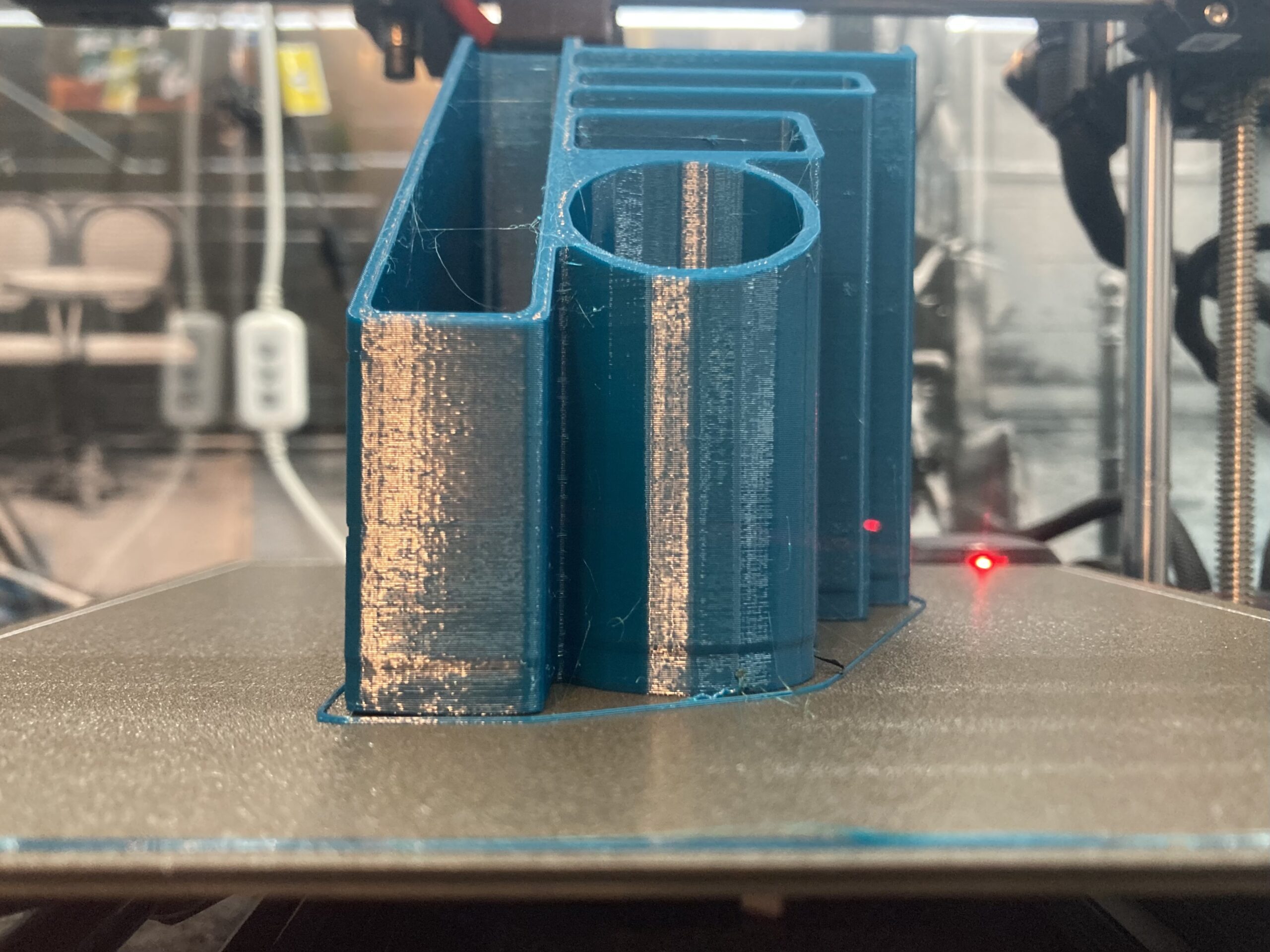
Versuch 2 mit 250 Grad und 90% Geschwindigkeit ab Beginn:
Best Answer by karl-herbert:
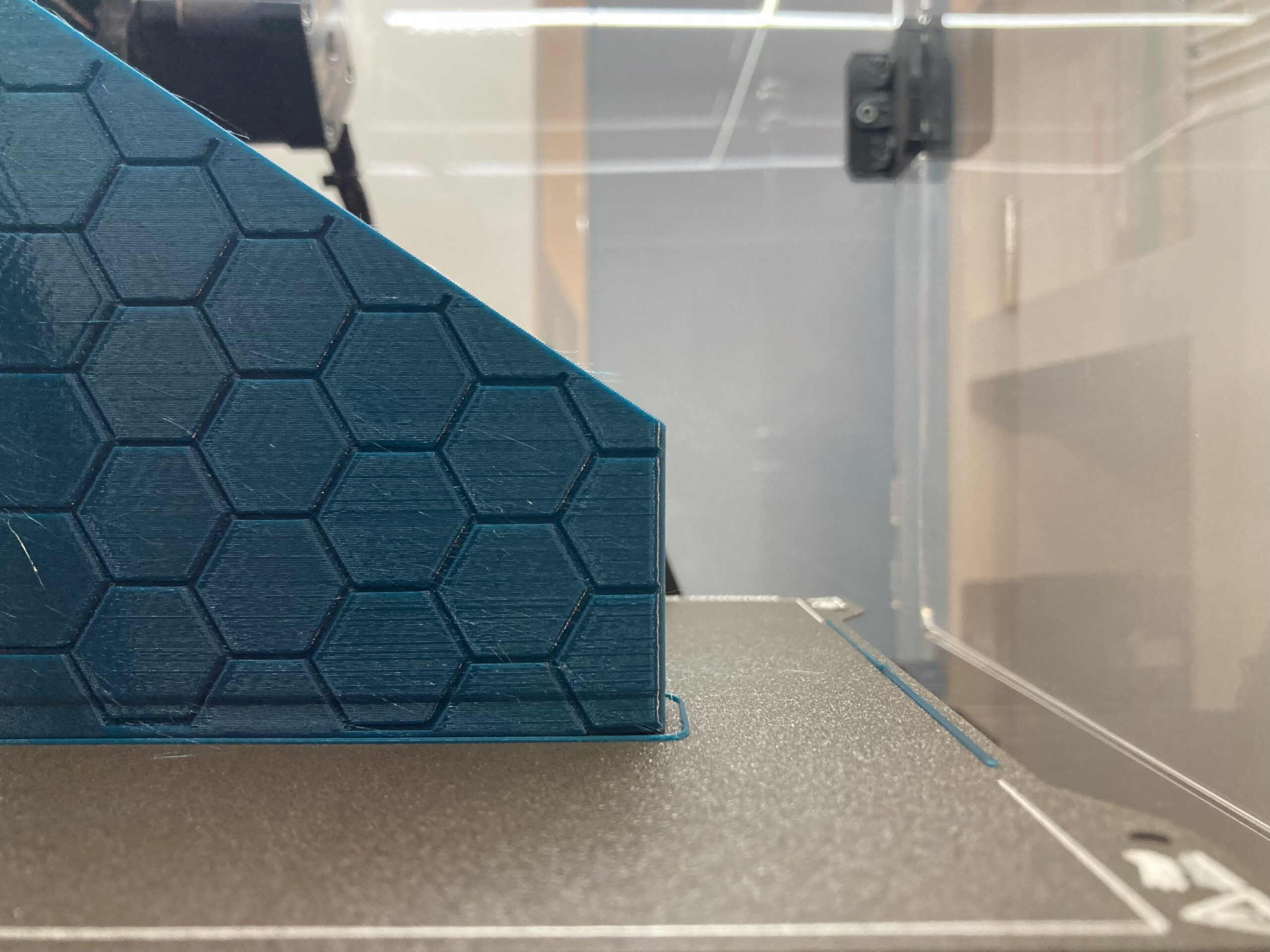
Ich sehe da auch eher weniger Warping, als vielmehr die typischen "Einschnürungen" im Boden/Wand Übergang, welche teilweise auch durch den Slicer verschuldet sind.
Die einfachste Lösung wäre die Wandstärke Deines 3D-Models auf ein Vielfaches der Layerbreite (bei einer 0.4er Düse in der Regel 0.45mm) abzuändern (also 0.90 oder 1.35 oder 1.80.....).
Ich habe das Phänomen schon mal kurz beleuchtet: Boden_Wand_Absatz_Wulst
PETG, PLA und Ähnliches würde ich auch nicht im Gehäuse drucken, oder zum. die Tür offen lassen.
Schöne Grüße,
Karl
RE: PETG Warping bis zur ersten Deckschicht
PLA und PETG mögen Einhausung gar nicht so sehr... Also komplett zu... Das ist dann eher für andere Materialien wie ABS oder ASA eher interessant. Bei PLA und PETG ist die Schrumpfung nicht so sehr das Problem, entsprechend auch das Warping. Wohl aber überhitzung ist da ein Problem... Was meinst du nun präzise mit Warping? Das was gewarpt wäre, kann ich auf deinen Bildern jetzt nicht sehen. Oder meinst du die "Einschnürung im Bodenbereich, der ja vermutlich recht massiv ist und entsprechend viel Wärme gespeichert hat, weil geringe Außenfläche zur Wärmeabgabe?
Gruß, Digibike
RE:
Hallo Digibike,
vielen Dank für deine Antwort!
Genau diese Einschnürung meine ich. Sie beginnt quasi mit dem Infill (der Bodenplatte) und endet mit der Deckschicht.
Ich dachte, dass sich der Druck im unteren Bereich leicht aufzieht und nach oben staucht. Deshalb kam ich auf Warping.
Dann sollte ich PETG vermutlich bei offener Türe drucken. Danke für den Hinweis!
LG
RE: PETG Warping bis zur ersten Deckschicht
Ich sehe da auch eher weniger Warping, als vielmehr die typischen "Einschnürungen" im Boden/Wand Übergang, welche teilweise auch durch den Slicer verschuldet sind.
Die einfachste Lösung wäre die Wandstärke Deines 3D-Models auf ein Vielfaches der Layerbreite (bei einer 0.4er Düse in der Regel 0.45mm) abzuändern (also 0.90 oder 1.35 oder 1.80.....).
Ich habe das Phänomen schon mal kurz beleuchtet: Boden_Wand_Absatz_Wulst
PETG, PLA und Ähnliches würde ich auch nicht im Gehäuse drucken, oder zum. die Tür offen lassen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG Warping bis zur ersten Deckschicht
Auch dir Karl, danke für die Antwort!
Den Begriff der Einschnürung nehme ich in meinen Fehleratlas auf.
Ihr habt mir beide sehr geholfen.
Grüße Julian