Erste Schicht fehlerhaft sequenzielles Drucken
Hallo,
mit der PrusaSlicer-Version 2.4.0 kann man jetzt mehrer Objekte nacheinander drucken. Und genau das funktioniert bei mir nicht. Ich habe mehrere, verschiedene Objekte einzeln gedruckt und erhalte jedesmal ein Topergebnis. Sobald ich aber im Slicer ein zweites Objekt hinzufüge (die Slicereinsteinstellungen bleiben unverändert, nur sequenzielles Drucken) habe ich Probleme mit der ersten Schicht. Das Filament verschmiert auf der ersten Schicht.
Danach entferne ich das Material auf der Platte und wähle das Einzelobjekt aus, Die erste Schicht wieder Top. Woran kann das liegen?
Vielen Dank im Voraus für Hinweise!
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Wie funktioniert das allgemein für mein Verständnis?
Ich erstelle einen G-Code, mit dem erst ein Objekt gedruckt wird, wenn das fertig ist werde ich zum entnehmen aufgefordert und dann druckt er das zweite?
Falls es so ist, wäre interessant ob er das Bed-Leveling erneut durchführt. Vielleicht liegt da das Problem?
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Nein, der G-Code ist für alle Objekte. Der Drucker druckt ein Objekt fertig und dann das nächste fertig, usw.
RE: Erste Schicht fehlerhaft sequenzielles Drucken
OK, hab mich gerade eingelesen
https://help.prusa3d.com/de/article/sequentielles-drucken_124589
Werde mal bei mir einen Test machen an verschiedenen Positionen und berichten
RE:
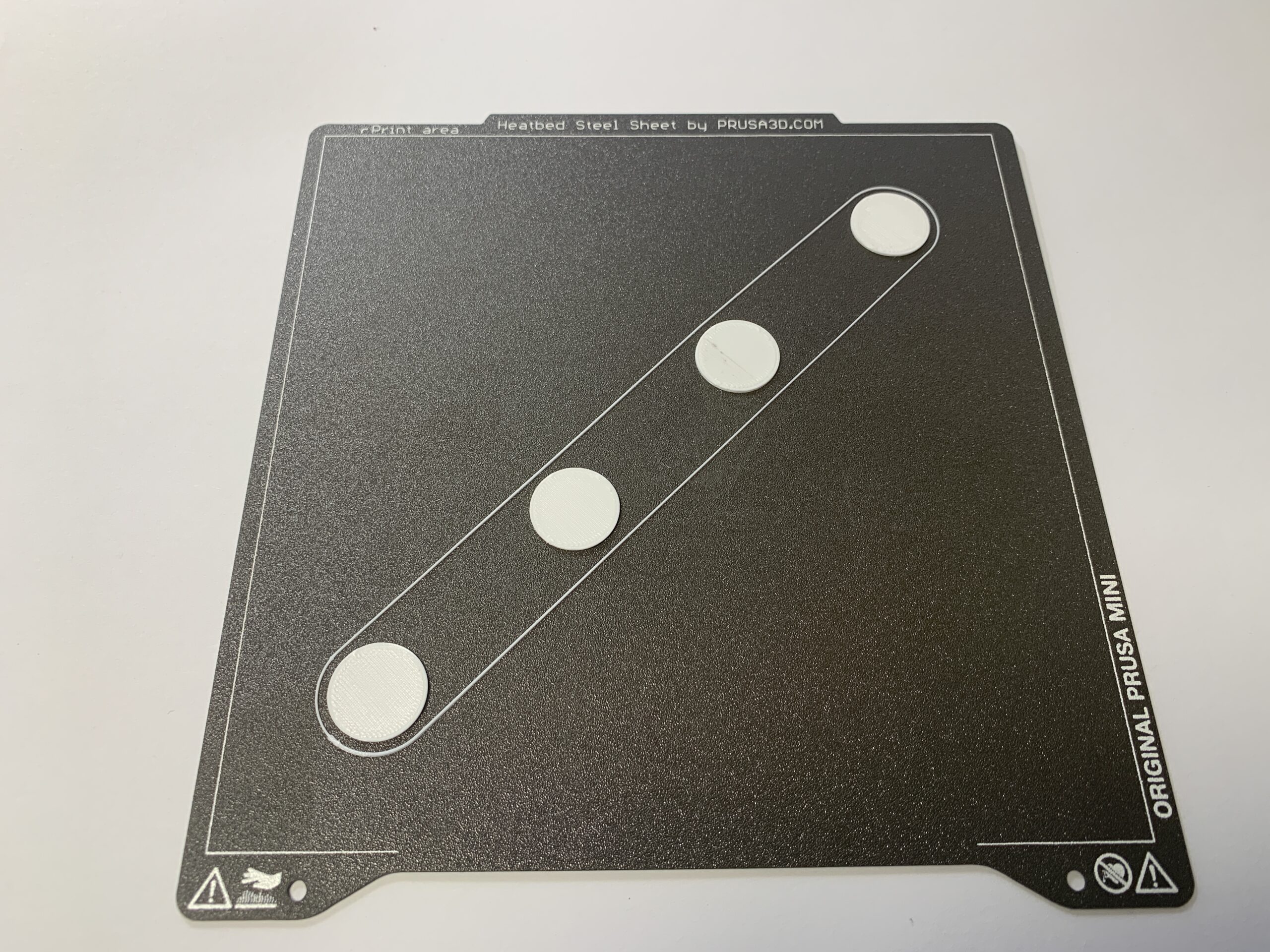
Ich hab mal im Slicer direkt 4 Zylinder mit 20x20x1 erstellt und die von vorne links nach hinten rechts drucken lassen.
Prusament PETG Signal White 0,15mm strukturierte Platte
Bei mir hat es wunderbar funktioniert.
Hier das Ergebnis :
frisch Gedruckt:
Die Unterseiten:
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Ich hab im Slicer jetzt mal das Objekt ausserhalb der Mitte auf dem Heizbett verschoben und dann klappts schon nicht mehr. Nur wenn das Objekt in der Mitte des Heizbetts gedruckt wird, funktioniert es einwandfrei.
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Dann liegt die Vermutung nahe, das irgendetwas mit deinem Bed-Leveling oder den Achsen nicht stimmen kann.
Hast du den Mini oder Mini+. Der "alte" Sensor ist leider Temperaturabhängig, der SuperPinda ist nicht so beeinflussbar.
Überprüfe mal als erstes die Achsen
https://help.prusa3d.com/de/article/xz-achsen-schraglaufkorrektur-mini_158518
Der Mini kann zwar viel ausgleichen, aber alles was er nicht korrigieren muss macht den Druck sauberer
Danach solltest du mal das Bed-Leveling Visualisieren.
Ich mach das immer über Octoprint. Die Werte kannst du dann im Anschluss hier eingeben
https://bbbenji.github.io/PMSBLM/
und siehst eine schöne Grafikauswertung
RE:
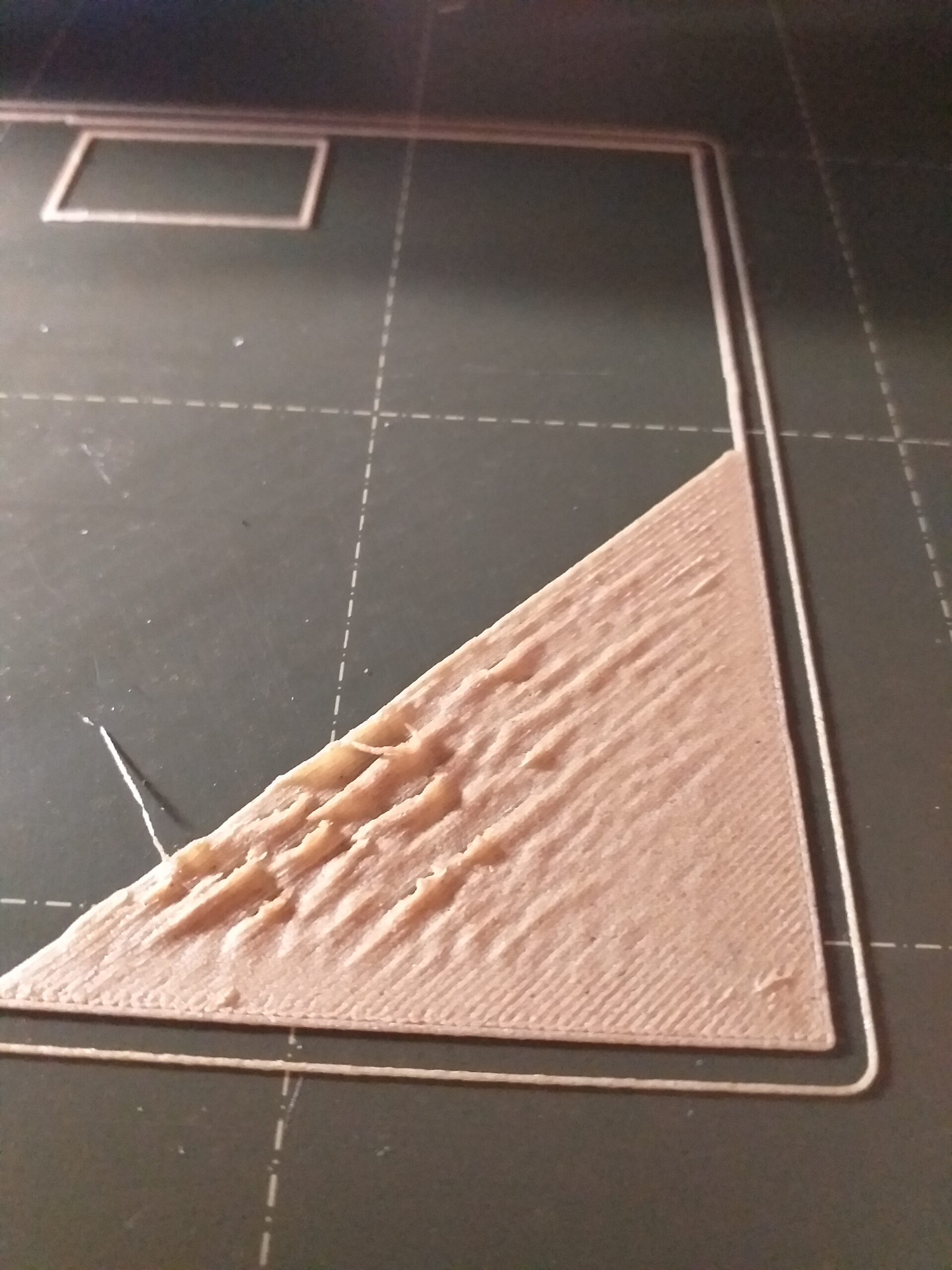
Hallo , die ersten Filamentauswürfe sind ok und dann fängt das Filament an sich hoch zu wölben. Weiß jemand woran das liegt? Ich habe schon die Temperatur des Bettes hoch und runter gestellt aber immer das gleiche Ergebnis.
Danke für die Hilfe im Vorraus.
RE:
Passt zwar nicht ganz zu diesem Thema aber ich antworte trotzdem mal 😉
Was du beschreibts ist das sogenannte Warping
https://help.prusa3d.com/de/article/warping_2011
Das A und O ist immer eine absolut saubere und Fettfreie Platte (Sheet).
Vor dem Druck am besten mit fettlösendem Spülmittel das Sheet ordentlich reinigen. Mit einer Küchenrolle abtrocken, fertig.
Isoprob ist für die General Reinigung nicht geeignet!
Es sollte keine Zugluft hinkommen, das die Oberfläche zu schnell abkühlt (Drucker einhausen).
.....
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Mein urprüngliches Thema war die erste Schicht beim sequenziellen Drucken. Es hat sich jetzt herausgestellt, das die erste Schicht nur fehlerfrei wird, wenn das Objekt in der Mitte der Auflage platziert ist. D.h. ich muss mich mal mit dem bed leveling. befassen.
Melde mich nochmal, wenn ich mein Problem gelöst habe.
Danke, Axel
RE: Erste Schicht fehlerhaft sequenzielles Drucken
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Hallo ich habe das Stahlblech sauber gemacht !!!! Jetzt mit ABS versucht Themperatur der Düse 255 Grad und das Bett 100 Grad und trotzdem fängt es nach zirka 15 Streifen an nicht mehr ordentlich zu drucken. Düse habe ich auch gereinigt.
RE:
Bevor Du Dich an Materialien wie ABS wagst scheint es mir aufgrund des Fotos sinnvoll zu sein, daß Du Dich mal mit einer sauberen Erste-Schicht-Kalibrierung befasst. Ich bin mir recht sicher daß Du wesentlich (sic!) zu dicke Schichten fährst, d.h. die Düse nicht tief genug ist und die Düse im Druck herumschmiert. Konstruiere Dir mal ein 70 x 70mm großes Rechteck mit Dicke 0,2mm, das Du mittig auf dem Druckbett plazierst. Damit kannst Du ganz in Ruhe das Z-Level inkrementell anpassen, bis Du dran bist. Möglichst ein einfach zu druckendes Material verwenden wie PLA oder PETG.
Ansonsten ist ABS ohnehin alles andere als einfach zu drucken; wenn Du nicht unbedingt ABS benötigst kann ich ASA empfehlen, ähnliche Eigenschaften (wenn nicht besser) und erheblich einfacher zu drucken.
Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Mal eine separate Anmerkung zum sequentiellen Drucken: Ist sicherlich für die ein oder andere Anwendung sinnvoll, allerdings ist meine Erfahrung - die wohl andere hier auch schon gemacht haben - daß insbesondere bei sehr kleinen Objekten die Ergebnisse schlechter werden, wenn man nur ein einzelnes Objekt druckt; druckt man mehrere, werden die Übergänge von Schicht zu Schicht bei mir jedenfalls wesentlich besser, weil der Drucker zwischen den Objekten wechseln muß und dann anscheinend anders neu ansetzt als er es beim Einzeldruck tun würde.
Beste Grüße
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Danke für Eure Anregungen. Ich habe 2 Tage lang erste Schicht Kallibrierung gemacht immer wieder mit PLA . Bei kleinen Flächen z.B. 2x4 cm klappt es ja . Aber sowie ich eine größere Fläche habe geht es nicht mehr. Deshalb habe ich es mal mit ABS versucht .Erste Schicht kallibrierung steht der Extruder bei 1550 macht auch genau das Bild wie es soll . Das Zickzack-Muster sieht auch top aus. Stahlblech mit Atzeton gesäubert.
Danke für die Tips ich habe den Fehler gefunden. Ich hatteausversehen im Prusa slicer die erste Schicht auf 0,4 mm gestellt . Jetzt habe ich auf 0, 2 mm gestellt und es klappt.
Schönes Wochenende Andreas
RE: Erste Schicht fehlerhaft sequenzielles Drucken
Versuch es erstmal damit das Stahlblech richtig zu reinigen.
Einige von uns haben darüber hier schon zigfdach in epischer Breite geschrieben. Ich schreibe das hier ganz bewußt weil Du mit Aceton Dein Stahlblech zerstörst bei dauernder Nutzung! Nimm fettlösendes, nicht rückfettendes Spülmittel. Gründlich abwaschen und danach fusselfrei trocknen. Wenn Du dann den First Layer ordentlich einstellt hast Du auch kein Haftungsproblem. Zwischen den DRucken kannst Du auch mit IPA wischen, aber die Grundreinigung immer mit Spülmittel.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Erste Schicht mit höherer Geschwindigkeit.
Hallo, ich habe jetzt (nach fast 3 Jahren) festgestellt, dass bei großen Flächen die erste Schicht sauberer wird wenn ich sie mit ca 170% der im Slicer eingestellten Geschwindigkeit drucke. Für PLA verwende ich das Stahlbleich für PETG das strukturierte Blech. Habt ihr ähnliche Erfahrungen, oder was ist der Grund warum die erste Schicht soooo langsam gedruckt wird? Haftung am Blech ist ausreichend vorhanden.
Dann habe ich mir angewöhnt die Objekte so auszurichten, dass die Bahnen Parallel zum Rand gedruckt werden und nicht im 45 Grad Winkel. Welcher Gedanke steht hinter dem 45 Grad Winkel. ist es nur stabilitäts Gesichtspunkte
Vielleicht mag mir ja jemand antworten. Ansonsten kann ich nur sagen Prusa Mini Plus war ne super Kaufentscheidung.!!
Gruß
Ulli
Es ist herausfordernder ueber Steine zu stolpern, als auf ausgetretenen Pfaden zu wandern