Druckplatte wölbt sich während des drucks
Guten Abend zusammen!
Ich habe folgendes Problem:
Meine Druckplatte ist am Anfang des Drucks gerade und am Ende ist die Druckplatte, mit Bauteil, gewölbt.
Die Haftung ist anscheinend sehr gut weil die Platte sich mit Bauteil wölbt.
Das Problem habe ich bei ABS und CPE +CF.
Ich drucke im Prinzip eine Scheibe mit ca. 110mm Durchmesser und 10mm Höhe.
Ich kann hierzu nichts passendes finden. Man bekommt nur Ergebnisse über Wraping.
Gruß
Andreas
RE: Druckplatte wölbt sich während des drucks
Das bist Du schon auf der richtigen Spur. Durch Temperaturschwankungen entstehen im Druckteil Spannungen, welche über genügend Energie verfügen um die magnetische Druckplatte anzuheben zu können. Dies macht sich besonders beim Druck von ABS oder ähnlichen Materialien bemerkbar.
Zum Thema Warping gibt es hier im Forum unzählige Beiträge, weshalb ich hier nicht nochmals alles aufführen möchte.
Um dem Phenomen Warping etwas entgegenzuwirken könntest Du folgendes tun:
- Das Druckbett vor dem Druck Zeit zum Aufwärmen geben und idealerweise an der Unterseite eine Isoliermatte anbringen
- Mit Raft und Brim oder/und auch "Mäuseohren" arbeiten
- Layerhöhe, Infill evtl. etwas reduzieren
- Bauteilkühlung reduzieren
- Einen Durchzugfreien Standort oder ein Gehäuse für den Drucker verwenden, wobei beim Druck von PLA darauf geachtet werden sollte, dass die Umgebungstemp. nicht über 35 Grad C. steigen sollte.
- Evtl. Druckbettbeschichtung mit einem 1200er Sandpapier aufrauhen und anschl. natürlich sauber reinigen
- Anpassung des "extrusion multiplier"
- Höhere Bett Temp. (nicht über den Filament Erweichungspunkt hinaus) bei gleichzeitig geringerer Düsen Temp (soweit wie möglich)
- Im Notfall kann man auch Haftvermittler (Kapton, Tape oder Kleber) verwenden, z.B. beim Druck von PC oder Nylon, wobei ich Bändern den Klebematerialien den Vorzug gebe.
Ich hoffe Du kommst vorerst mit den o.g. Infos weiter.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Haftung zwischen Bauteil und Druckbett ist ausreichend vorhanden!!!
Danke für die Antwort.
Aber wie schon beschrieben habe ich kein Problem mit der Haftung am Druckbett sondern mit dem Verzug im Bauteil.
Jedoch beziehen sich ein Großteil der Tipps immer auf die Haftung zwischen Bauteil und Druckbett. Selbst wenn man es vorher angibt das es nicht das Problem ist.
Für mich sind Tipps hilfreich die mir aufzeigen wie ich Spannungen im Bauteil reduziere oder gar vermeide.
RE: Haftung zwischen Bauteil und Druckbett ist ausreichend vorhanden!!!
Spannungen lassen sich nicht vermeiden, da im Druckteil, ja nach Layerhöhe immer verschiedenen Temperaturen vorliegen. Das Druckbett ist warm und die oberen Schichten werden schrittweise immer kühler. Man könnte das im Prinzip verhindern, wenn überall dieselbe Temperatur vorliegen würde (Druckbett, Umgebung, Düse), was aber bei den Prusadruckern nicht umsetzbar ist. Aus diesem Grund kann man nur versuchen dem Warping möglichst gut entgegenzuwirken. Einige Punkte habe ich bereits oben genannt, wie z.B. möglichst hohe Druckbett Temp., niedrigere Düsentemp., keine Kühlung, keine Zugluft, Gehäuse verwenden, Drucker möglichst vorheizen (ca. 20-30 minuten auf Betriebstemp. bringen), Brim, Mäuseohren und draftshiel verwenden. ABS ist auch nicht gleich ABS. Mit manchen Marken kann man relativ verzugsfrei bei 60/240 drucken, andere wiederum arbeiten gut mit 110/260. Ich selber verwende Prusa ASA, da dies weniger zum Warping als ABS neigt und ähnlich gute Eigenschaften aufweist. Bislang konnte ich bei allen Druckern, auch dem Mini, damit gute Ergebnisse erzielen.
Beispieldruck am Mini:
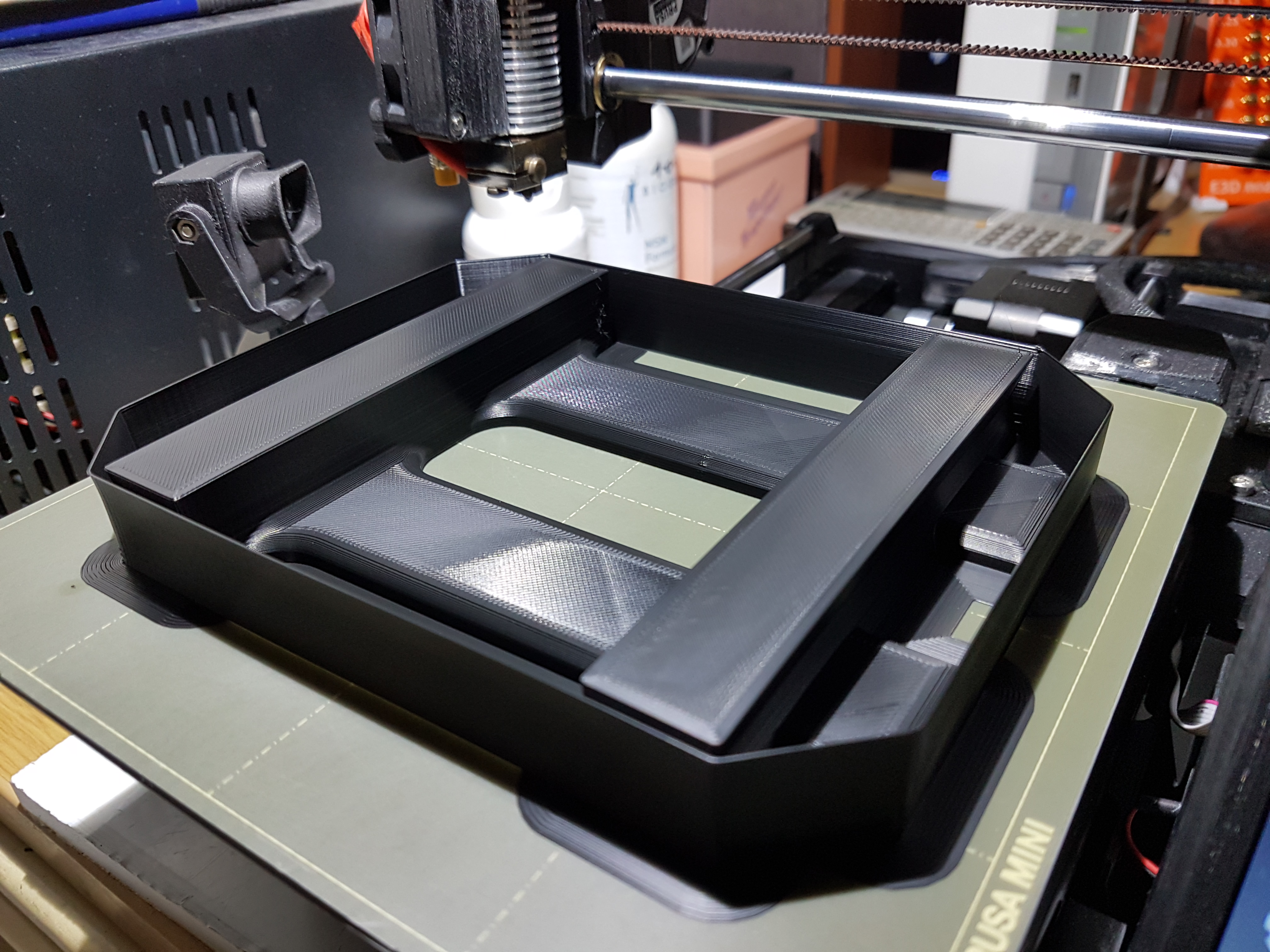
(ABS Druck mit Brim und Draftshield auf einem Mini)
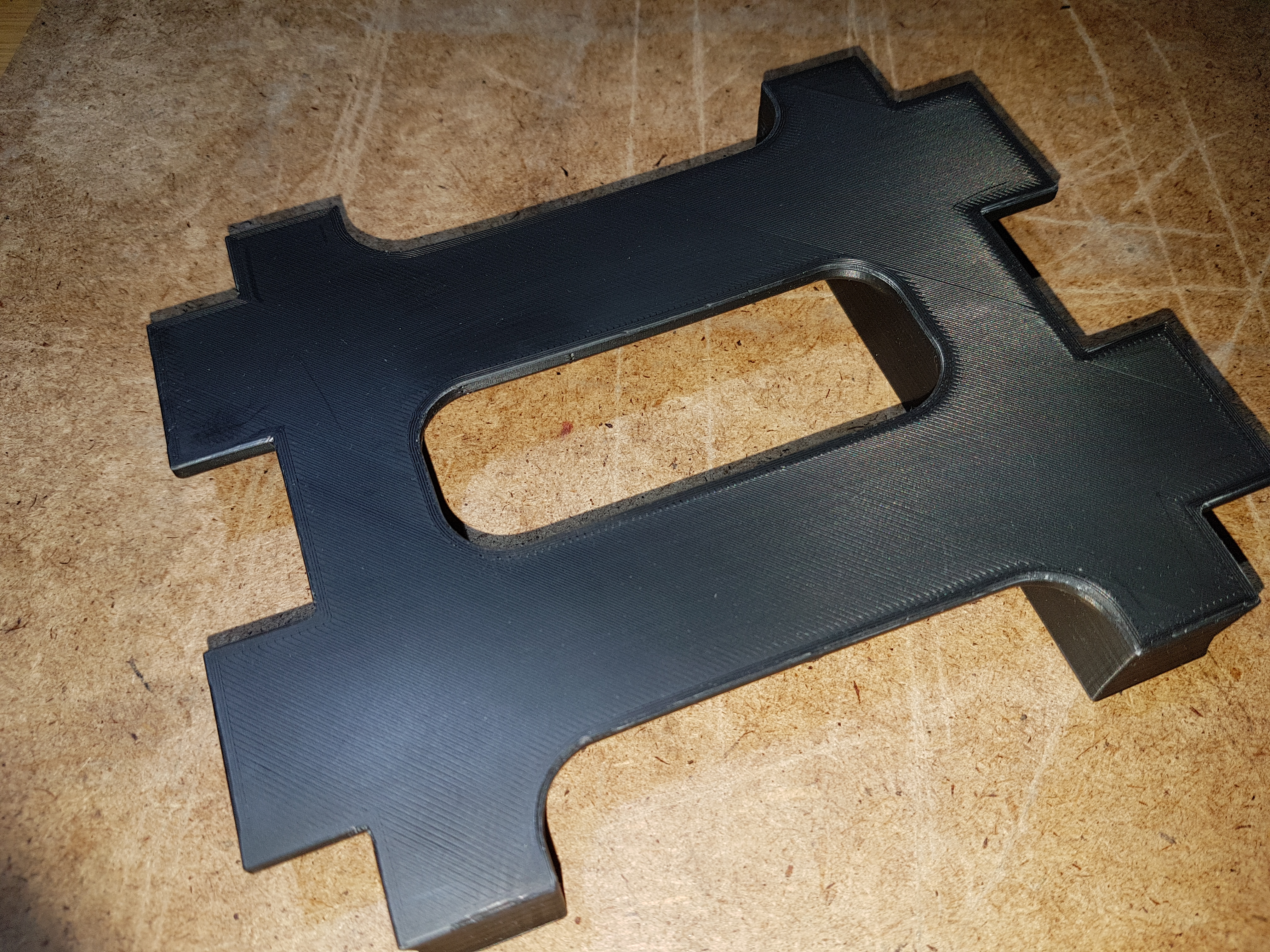
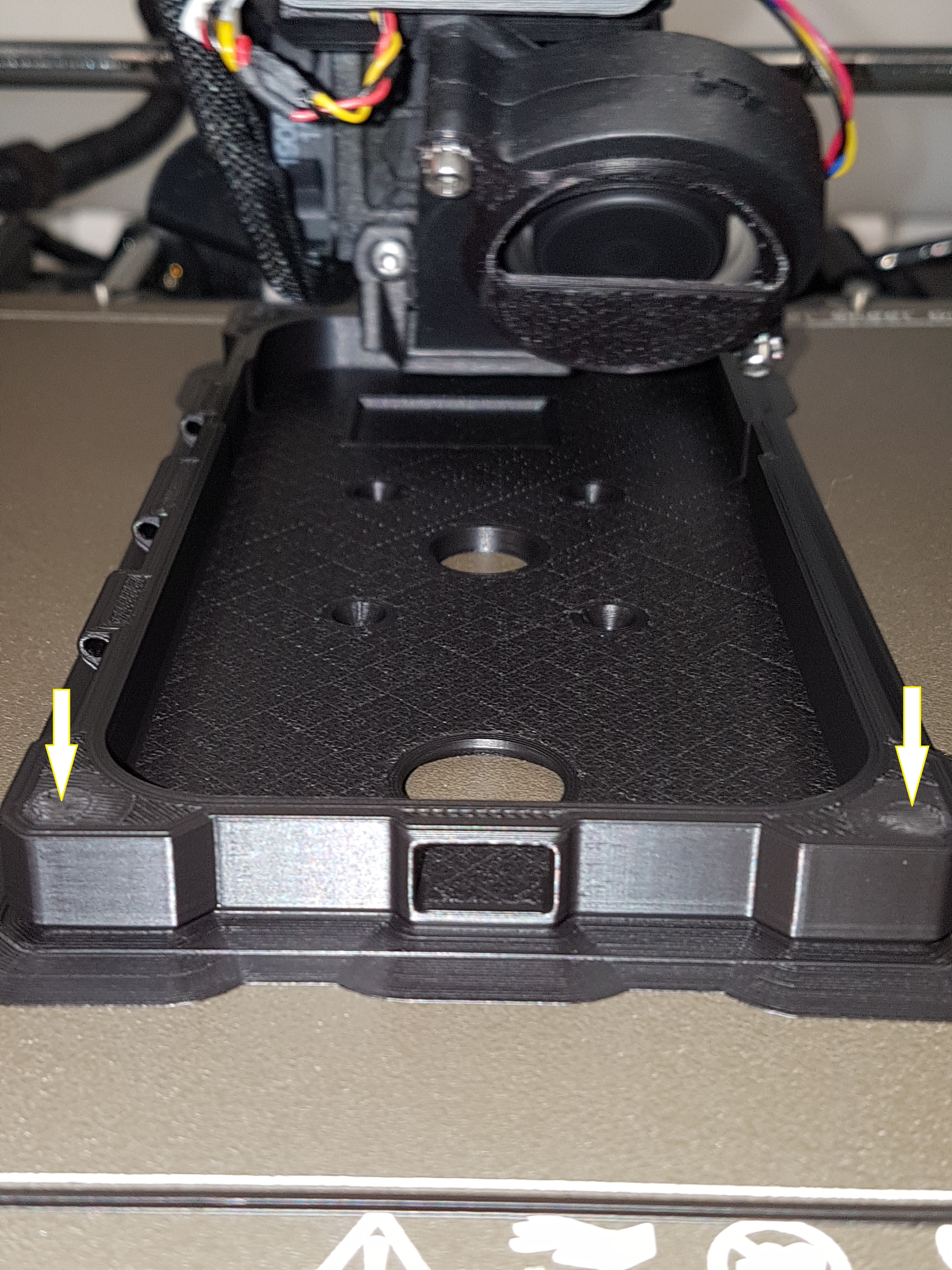
(Auch hier - ASA mit Brim auf einem MK3 im Gehäuse)
Das Prusa ASA z.B. lässt sich unter einer Bett Temp. von unter 80 Grad C. bereits leicht vom Druckbett ablösen, weshalb auch eine höhere Druckbett Temp. zum Drucken notwendig ist.
Ich habe auch schon einige andere Marken getestet, was aber immer zur Folge hatte, dass mit Temperaturen experimentiert werden musste, was auch stark von den örtlichen Gegebenheiten (Aussentemp., Zugluft, Gehäuse, Belüftung) abhängig ist.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Druckplatte wölbt sich während des drucks
Moinsen
Interessant, ich habe das gleiche Problem, auch bei PETG.
Alles probiert, von Rand, über Schürze, wie Drucktemperatur und Geschwindigkeit, nix führt zum Erfolg.
Wurde eine Lösung gefunden?
Könnten es auch die Magnete sein, die altersbedingt durch die ewigen Hitzeschwankungen an Haltekraft verloren haben?
Gruß Ralf