Prusa Mini verstopft immer wieder...
Hoi zäme
Ich habe einen Prusa Mini, der nun schon seit etwas über einem Jahr seinen Dienst eigentlich ganz ordentlich verrichtet (von ein paar kleineren Hustern mal abgesehen).
Seit ein paar Wochen häufen sich aber Verstopfungen am Hotend.
- Ich meinte kurzzeitig das Problem mit ca. +10° Nozzle-Temp in den Griff zu bekommen, aber aktuell geht nicht mal mehr "Purge Filament" ohne dass der Extruder klackt.
- Die Prusa-Anleitungen bin ich schon mehrfach durch.
- Meistens finde ich einen Filament-Klumpen am unteren Ende des PTFE.- Der Filament-Typ scheint keine Rolle zu spielen (überwiegend PLA: OWL, Extrudr, Spectrum, Prusament, aber auch Prusament-PETG probiert).
- Eine Blase (soweit ich gelesen habe typisch für Heat-Creep) sehe ich eher nicht, aber meist zieht sich beim Filament Unload ein dünner Faden durch Extruder + alle PTFEs.
- Die Spannschraube am Extruder sollte korrekt eingestellt sein ...aber auch diverse falsche Einstellungen hatte ich zwischenzeitlich schon versucht...)
- Die Düse habe ich bereits gewechselt und das miteglieferte Ersatz-PTFE hat ebenfalls nichts gebracht (...im demontierten Zustand lief das Filament sowohl durch das alte, als auch das neue PTFE IHMO leichtgängig durch...)
Nachdem ich nicht mit 100%-iger Sicherheit sagen kann, ob der Boden der Heatbreak auch wirklich so blitzblank ist, wie er sein sollte ( 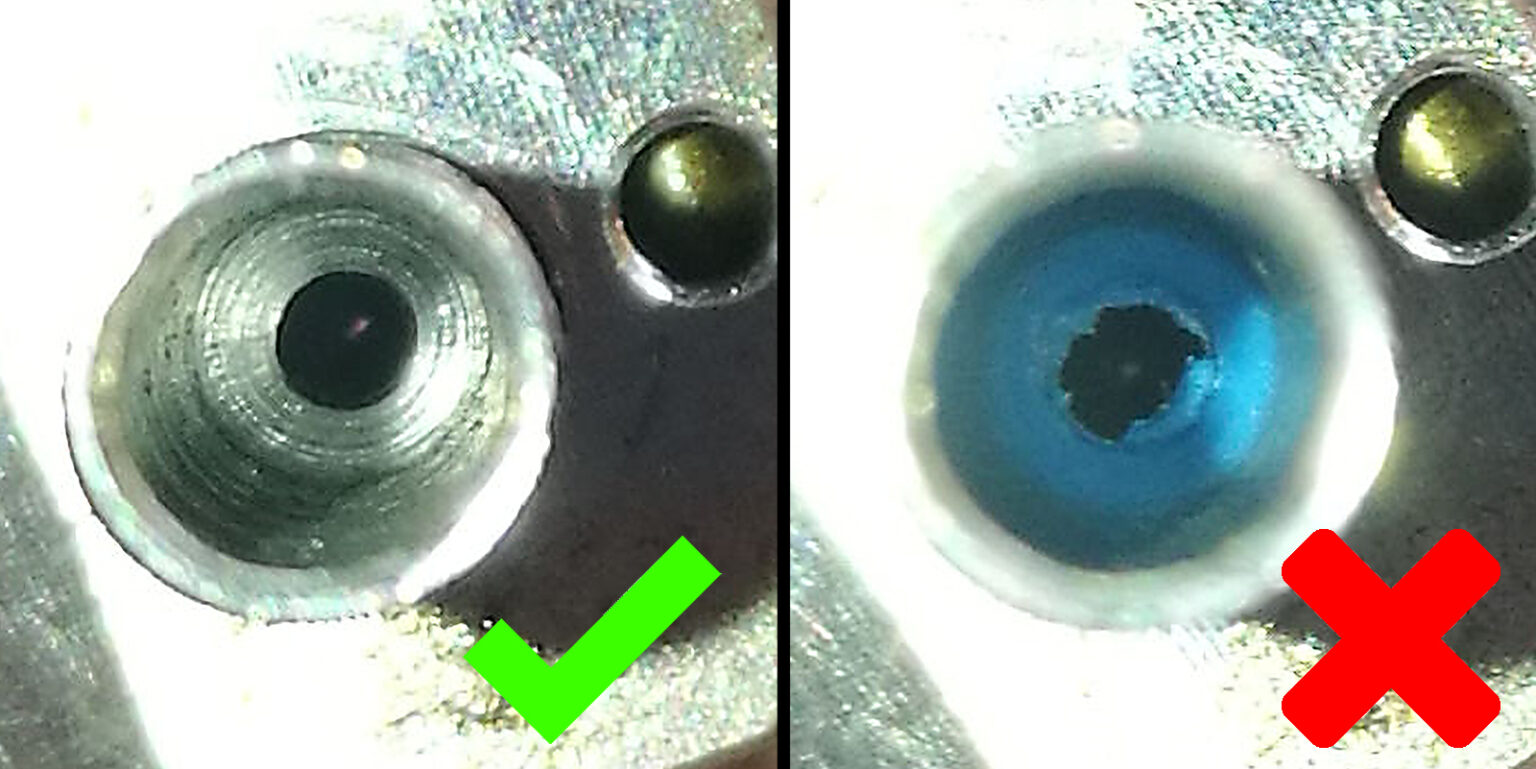 - wie kommt man da am Besten ran zum reinigen?), bin ich nun gerade dran eine Bondtech Heatbreak (...oder taugt die von Brozzel mehr?) zusammen mit etwas von dem Capricon PTFE zu bestellen. Macht das Sinn?
- wie kommt man da am Besten ran zum reinigen?), bin ich nun gerade dran eine Bondtech Heatbreak (...oder taugt die von Brozzel mehr?) zusammen mit etwas von dem Capricon PTFE zu bestellen. Macht das Sinn?
Wie kann das sein, dass solche Probleme nach 1 Jahre relativ problemloser Nutzung auftreten? Ein paar andere Theorien, über die ich nachgedacht hatte:
- das Filament-Transport-Rädchen im Extruder ist abgenutzt? (...von 1 Jahr Gebrauch oder zuletzt vom ständigen Reinigen? ...ist sowas möglich?)
- der Thermistor am Hotend liefert falsche/zu hohe Werte und dadurch ist die Temperatur am Hotend zu niedrig? (Habe sonst keinen Grund das zu glauben, aber nachmessen kann ichs auch nicht...)
...andere Tipps? Habe ich was übersehen?
Schonmal merci vielmol im Voraus!
RE: Prusa Mini verstopft immer wieder...
PTFE-Schlauch mit Bleistiftanspitzer etwas anspitzen damit er besser passt. ggf. nochmal das ende suauber abschneiden, damit der Schlauch nicht gequetscht oder verengt ist und gut in das heatend bis zum anschlag passt.
E-Steps "M503" neu kalibrieren. Evtl. durch andere Nozzle/Düse ist jetzt ein anderer Wert besser. (Vielleicht mal etwas resetet oder nur eine kleine andere Einstellung geändert, die jetzt eine ganz andere kalibrierung/Einstellung/Anpassung benötigt?!)
Extruder hat zuviel abrieb auf den rädern gesammelt. Säubern kann helfen.
Fysetc Prusa Mini Clone, Originaler Bondtech Dual Drive Extruder, 0,2 bis 0,4 Nozzles, Crazy Mosquito Hotend Clone, SuperPINDA von PrusaResearch, Lager/Wellen von Misumi (gefettet mit SuperLube), Sunon-Luefter, Octoprint Silikon-Modifikation; FreeCAD 0.19
RE: Prusa Mini verstopft immer wieder...
Zum Ablängen bzw. Anspitzen des PTFE könnte dieses tool hilfreich sein: https://www.prusaprinters.org/prints/34035-ptfe-multitool
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini verstopft immer wieder...
Merci für eure Tipps.
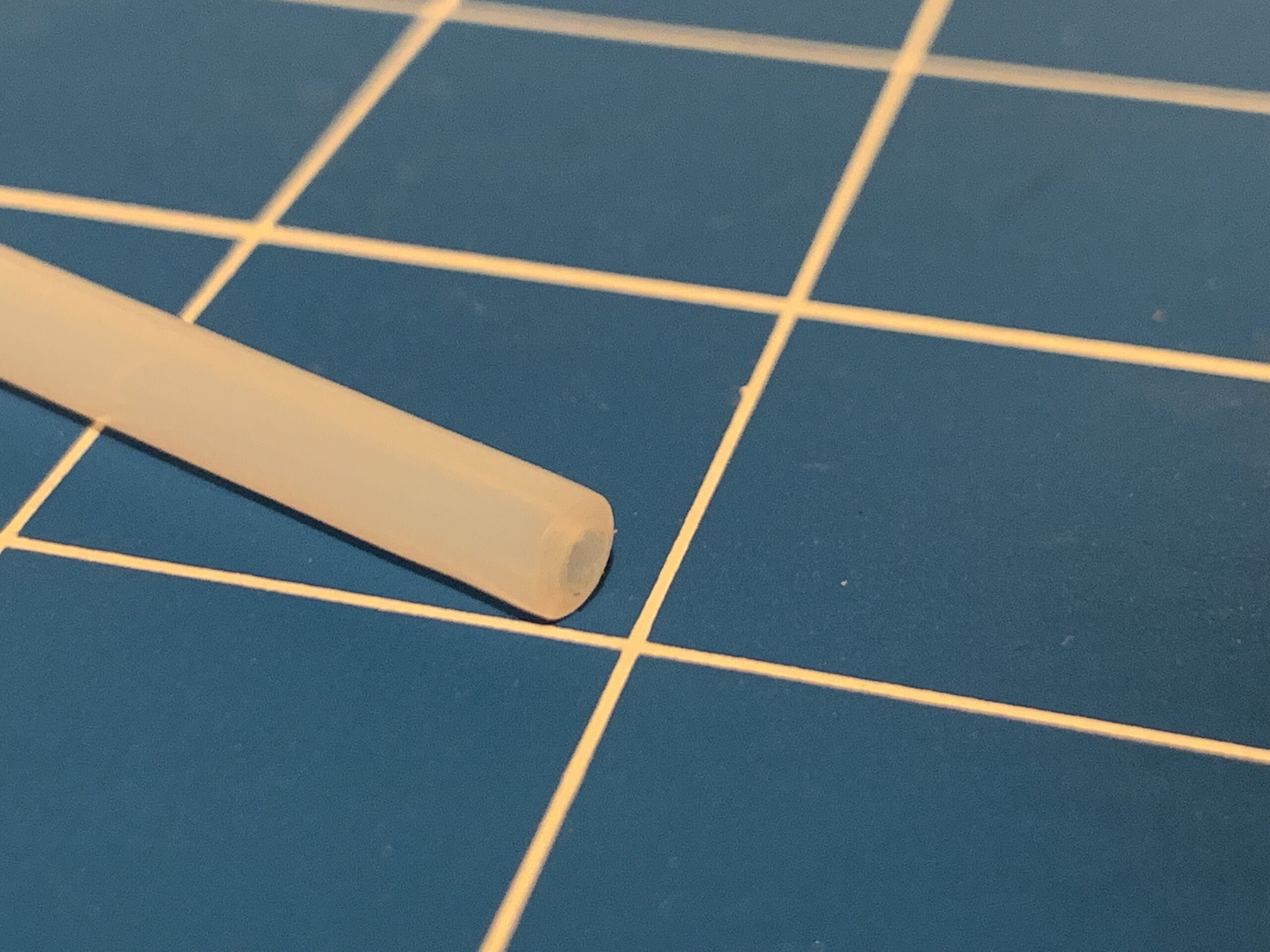
Der Ersatz-PTFE ist der, der von Prusa damals mitgeliefert wurde - ich hätte jetzt mal angenommen, dass der entsprechend vor-geschnitten ist, nicht? Zumindest sah der alte auf den ersten Blick für mich genauso aus. Siehe Bilder (beide Enden) - sollte ungefähr passen, oder?
E-Step kalibrieren: Habe eigentlich nichts resettet - nur normal gedruckt. Das einzige was zeitlich etwa hinkommen könnte wäre das v4.3.3-FW Update, aber das werde ich noch mal checken...
Extruder reinigen: Ja, drin habe ich mittlerweile schon gewisse Übung. Das Ding ist schon etwas verkratzt - kann das ein Problem sein?
Heatbreak tauschen wird nichts bringen?

RE: Prusa Mini verstopft immer wieder...
Der Schlauch sieht schön gerade aus. Sollte eigentlich gehen. Wobei die Pro's das halt minimal anspitzen, weil der Hotendboden auch eher rund als plan ist.- aber so wie er ist, lass ihn, das braucht viel übung das anspitzen. so sitzt er wohl sicher gerade und nicht schräg drin. Das vorgeschlagene Tool von karl hatte ich auch im Hinterkopf, aber geschickt mit bleistiftanspitzer geht auch (aber das hab ich auch nur aus Verzweiflung gemacht).
Wenn die Rädchen vom Extruder nicht sauber sind, dann zieht er das Filament nicht durchgängig durch. Rutscht öfter durch und das führt zum Stau im Hotend (der Extruder muss durchdrücken! Deshalb ist der dual drive antrieb auch besser als der bowden direktantrieb). Dazu kommen halt die mitgetragenen Abriebspähne. So kannst du dir das erklären, warum das einen Einfluss hat.
Ich hab noch keine Erfahrung mit den dragonfly und mosquito dingern. Ich kann dir aber sagen, das man mit den originalen und auch schmutzigen heatbreaks drucken kann. entscheidend ist aber wieder, das hotend und düse gegeneinander gut gekontert sind. (nur im heißen zustand festdrehen, sonst bricht die düse bei Gewalt. kontern heißt Düse und Heatbreak gegeneinander schrauben und nicht einzeln erst heizblock und düse oder erst heizblock und heatend) - und das hotend muss gut im lüfterkörper sitzen. und es gibt diese Silikonsocken für den Heizblock. Ich hab in die ein Loch für das heatend geritzt und verkehrtrum aufgezogen. damit kann man dann die Unterseite von Heizblock gut zugänglich sauber bürsten und nach oben hin zum heatend wird die Wärme besser isoliert und gehalten.
Ich hatte mir zwar auch die Capricon schläuche gekauft, aber auch weiter die originalen benutzt. Ich hatte den ptfe durch das häufiges raus/rein ins fitting ziemlich verhundst bzw. zerdrückt. aber deiner sieht gut aus.
du kannst auch mal in die slicer einstellungen gehen und die geschwindigkeit für alle druckerbewegungen gleichsetzen. es gibt durchaus auch druckobjekte, die fordern halt bestimmte bewegungen häufiger heraus. häufiger wechsel oder mal längere niedrige extrudergeschwindigkeiten können auch dafür sorgen das mal mehr oder weniger geschmolzen wird. die temperatur hat durch längere tot und verzögerungszeiten es schwieriger sich auf große bewegungsänderungen/dynamischen filamentdurchfluss einzustellen. - wie gesagt nur ideen. warum es mal nach einem jahr dann mal nicht mehr klappt. kann auch einfach eine steigende objektherausforderung sein die du jetzt neuerdings an den Tag legst.
heatbreak reinigen geht eigentlich mit coldpull. also aufheizen, filament rein. sich verbinden lassen. abkühlen und mit einem ruck rausholen. es gibt reinigungsfilament, das soll wohl gut sein. ich hab das nicht für den coldpull benutz. hab es durchlaufen lassen, glaube auber nicht das es dir hilft in dem fall. ansonsten schön die Temperatur hochdrehen und hoffen, das es rausschmilzt im leerlauf. kann aber auch dann zu verbranten resten führen. und Isopropanol reinkippen hab ich nur einmal gemacht. das hat ziemlich gezischt und der prusa hat sich in den notaus begeben. ;-D also das ist definitiv gefährlich.
Fysetc Prusa Mini Clone, Originaler Bondtech Dual Drive Extruder, 0,2 bis 0,4 Nozzles, Crazy Mosquito Hotend Clone, SuperPINDA von PrusaResearch, Lager/Wellen von Misumi (gefettet mit SuperLube), Sunon-Luefter, Octoprint Silikon-Modifikation; FreeCAD 0.19
RE: Prusa Mini verstopft immer wieder...
Puh... jetzt bin ich langsam echt am Ende mit meinem Latein.
Ich hab mittlerweile so eine Bontech-Heatbreak geliefert bekommen und auch schon montiert (samt mitgeliefertem nochmal neuem PTFE). Danach hatte es für etwa 30, 40 oder gar 50 Druckstunden tatsächlich wieder sehr gut funktioniert. Gerade als ich hier noch Victory vermelden wollte, gehen die gleichen Probleme aber wieder los. Was kann das für ein Problem sein?
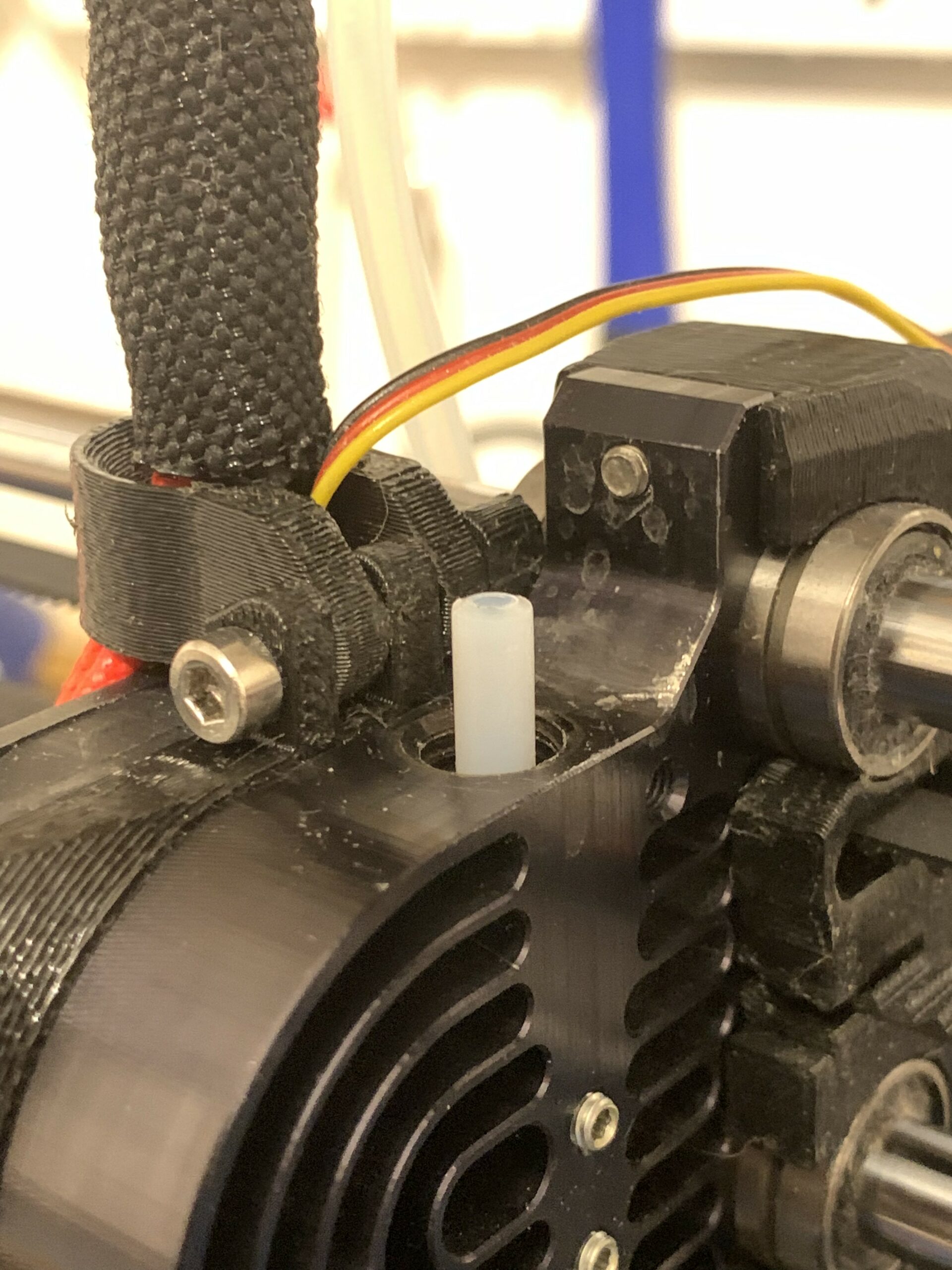
Was mir noch aufgefallen ist, war, dass ich den PTFE lt. Prusa-Anleitung ja "einspannen" soll. Nicht sicher ob man das beim anziehen der PTFE-Kupplung irgendwie merken soll, aber ich kann die irgendwie ohne nennenswerten Gegendruck bis zum Anschlag versenken. Soll das so sein? Das war sowohl mit dem alten PTFE so, als auch schon mit dem Original-Prusa-Ersatz-PTFE und jetzt mit dem mitgelieferten Bondtech PFTE. Hätte also mal geraten, dass das so OK ist. Die Heatbreak selber bekomme ich auch nicht wirklich tiefer rein (jedenfalls nicht mit "angemessener Kraft", wie Prusa schreibt). Der PTFE schliesst eigentlich ganz gut ab - steht evtl. ein paar zehntel-Millimenter heraus (siehe Foto). Bin mir auch nicht sicher, wie das so ein schleichendes Problem verursachen kann. 
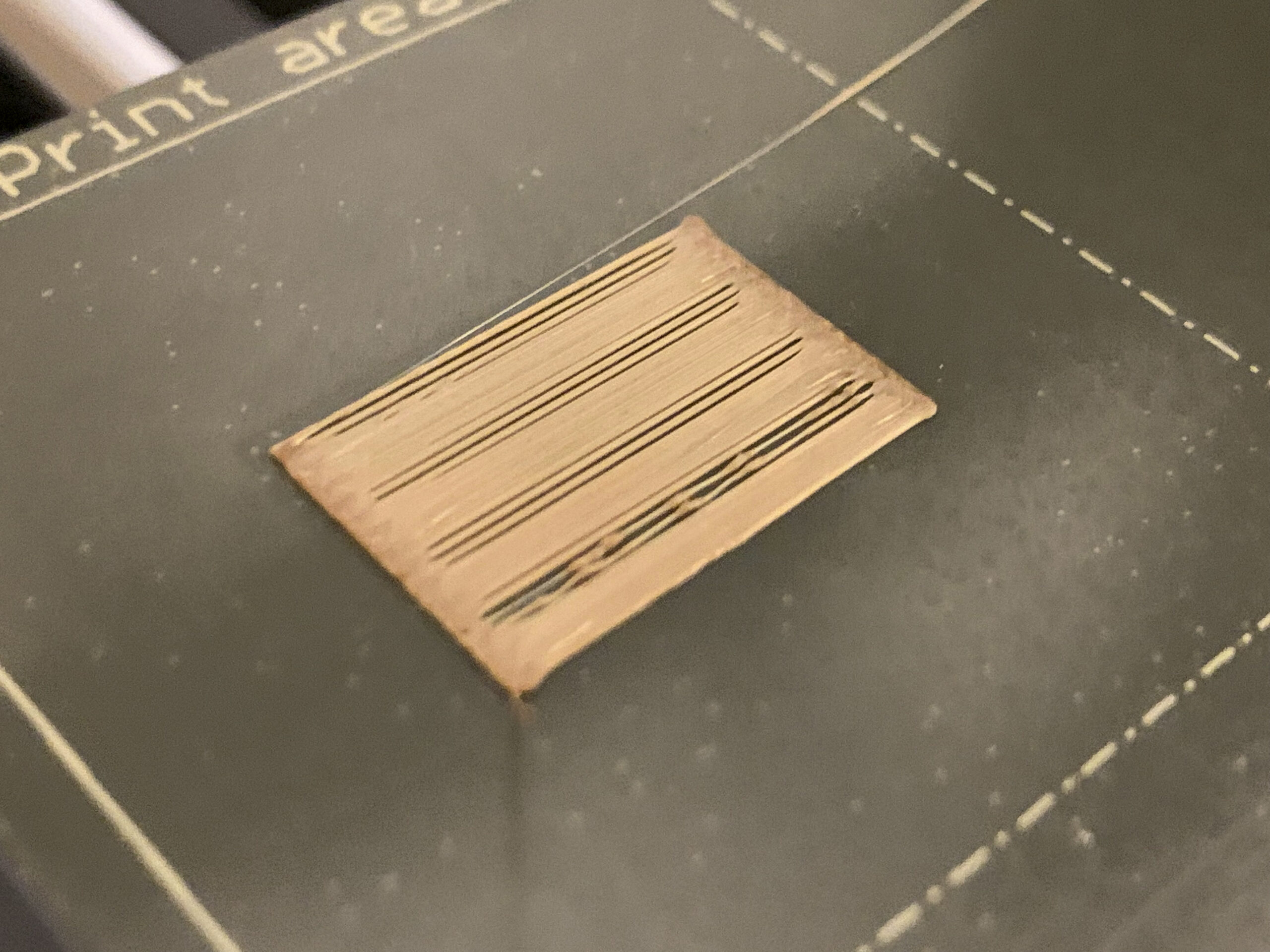
Was mir sonst noch aufgefallen ist, war bei einer First-Layer-Calibration, das Pattern am Schluss immer abwechselnd (schön regelmässig) unter-extracted ist und dann wieder OK. Ein Hinweis auf das Filament Transport-Rädchen im Extruder? Da ich hier nichts ausgwechselt hatte, müsste das Problem aber doch dann permanent bestanden haben... für eine Weile ging er aber ja wieder... (gereinigt hab ich das Teil schon wieder mehrfach...)
RE: Prusa Mini verstopft immer wieder...
Probleme mit dem Mini ähnlicher Art hatte ich anno dazumal auch, als noch die Messing Quetschverbinder verbaut waren. Gelegentlich hat sich auch der PTFE Schlauch extruderseitig gelöst. Nachdem ich dann PC4-M8 Kupplungen verbaut hatte, war Ruhe. Der PTFE Schlauch verläuft nun durchgehend bis zum Grundbund der Heatbreak.
Du könntest evtl. noch den Extruderantrieb und die Filamentreibung im PTFE Schlauch überprüfen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa Mini verstopft immer wieder...
Ich war auch schon soweit das ich Karl´s Umbau machen wollte. Die Teile liegen schon fertig gedruckt in der Schublade. Seitdem läuft er aber traumhaft 🤣
Ich kann Dir nur beschreiben was ich tun würde und meine Methode zum Hotend zusammen bauen.
-Zuerst würde ich mehrere Coldpulls machen. Düse und Hotend müssen sauber sein!
-Extruder reinigen und Druck richtig einstellen. Weniger ist mehr 😉
-Hotend auseinander bauen. Wenn möglich die Ersatzdüse verwenden.
-Zur Kontrolle mal Original Heatbreak/Bondtech mit jeweils den dazugehörigen PTFE auf gleiche Länge kontrollieren.
bei mir war das der Fehler mit dem Titanheatbreak. Dadurch hatte der Heizblock mehr Abstand zum Kühler bzw. die Düse zu weit unten.
-Kühlkörper gut reinigen (Wärmeleitpaste)
-Düse einschrauben dann 1/2 Umdrehung öffnen, Heatbreak dagegen schrauben.
- Die Bowdenbefestigung einschrauben und 1/4 Umdrehung lösen.
- Heatbreak mit Wärmeleitpaste einschmieren, PTFE rein und einführen. Durch etwas drehen und auf und ab bewegen gut verteilen.
-Heatbreak beim festschrauben der 3 Schrauben leicht nach oben drücken.
-Bowdenbefestigung 1/4 Umdrehung anziehen.
-Aufheitzen, und Düse festziehen. Vor dem Festziehen Heizung aus!!!! Kurzschlussgefahr!!!!!
-Bowdenbefestigung oben kontrollieren
- Pinda Höhe einstellen und First Layer Kallibrierung machen.
- Rückmeldung geben ob es funktioniert 😉
Zum Thema Bowden. Bei mir sind es jetzt nur noch 2 Teile. Oben am Extruder ist ein durchgehendes Fitting.
Der Schlauch geht also in einem Stück bis zum Kühlkörper. Dort sitzt ein gedruckter Adapter von Manfred hier aus dem Forum.
Alles mit Capricorn, auch das Stück im Hotend.
Die Daten vom Adapter habe ich leider nicht mehr. Manfred hat den Druck gelöscht und hat sich auf Nachfrage leider nicht gemeldet.
Vielleicht hat jemand noch diesen Download?
RE: Prusa Mini verstopft immer wieder...
Das mit der PC4-M8 Kupplungen ist vielleicht noch eine Idee, aber ehrlich gesagt, eher mal eine Optimierung für später. Zunächst mal würde ich gerne generell mal wieder irgendwas drucken können.
Ich hatte jetzt festgestellt, dass wohl Filament ober aus dem Heatblock rausleckt. Vmtl. war die Heatbreak nicht ganz drin, oder der Heatblock hatte generell einen Treffer (die Düse hatte ich wohl schon das ein oder andere mal gewechselt, aber einen Drehmoment-Schlüssel nenne ich erst seit kurzem mein eigen). Nachdem mir beim erneuten Zerlegen die Schraube vom Heizelement nicht mehr auf ging, war der Heizblock dann eh hinüber . (...eine kleine Metallsäge nenne ich nun auch mein eigen ;-))
Ein neuer Heatblock ist mittlerweile eingetroffen und montiert. Jetzt sieht alles sauber aus.


Also:
- (fast) neue Heatbreak (samt PTFE)
- (fast) neue Düse
- neuer Heizblock
- PTFEs alle gereinigt
- den Extruder gereinigt
...und leider (diesmal schon beim ersten Druck) funktioniert es wieder nicht...

@Rainer: der bei der Bondtech mitgelieferte PFTE ist übrigens deutlich kürzer als das Original. Ich nehme an die Bondtech Heatbreak ist da einfach ein irgendwie anders gebaut - der Original PTFE wäre nun viel zu lang. Mit Prusa Heatbreak stand der Prusa PTFE etwa genausoweit heraus wie jetzt der von Bondtech - einen wirklich Gegendruck hatte ich damals schon nicht gespürt beim Einspannen.

...habe ich irgendeinen Denk- oder Schraub-Fehler?
Das Letzte, was mir jetzt noch einfällt wäre jetzt das Extruder-Rädchen - ist vom vielen Reinigen schon ganz schön verkratzt. Ich arbeite da zuletzt immer mit einem kleinen Schraubenzieher durch die Rillen, weil die Edelstahlbürste nichts (mehr) bringt. Ersatzteil gäbe es (nur) bei Prusa - aber: kann sowas kaputt gehen?
RE: Prusa Mini verstopft immer wieder...
Bist du beim zusammen bauen nach meiner Anleitung oben vorgegangen?
Die Kunst ist es den PTFE genug unter Spannung zu setzen aber nicht zu sehr.
Die Fasen daran sind auch wichtig.
Den Extruder würde ich jetzt mal ausschließen vorausgesetzt die Spannung passt.
RE: Prusa Mini verstopft immer wieder...
Jain... deine Anleitung deckt sich IMHO recht weit mit der von Prusa: https://help.prusa3d.com/de/guide/wie-man-heizblock-heatbreak-austauscht-mini-mini_122769/
...oder habe ich etwas übersehen? Anstatt der 1/4 Drehung lösen und wieder anziehen hatte ich je eine Ganze gemacht (wie bei Prusa vorgeschlagen).
Bondtech scheint sich um das Einspannen irgendwie wenig zu scheren: https://support.bondtech.se/Guide/0.1+Heat-break+Upgrade+Kit/60
...aber das PTFE habe ich wie in die Richtung wie dort beschrieben (Fase nach unten) eingeführt...
Extruder-Spannung hatte ich gleich am Anfang kontrolliert und eingestellt. Das Schräubchen schliesst bündig mit dem Kunststoff ab, wenn das Filament nicht geladen ist.
RE:
Hmm... ich hatte eigentlich noch geschrieben, dass ich mich an deine Anleitung gehalten hatte, allerdings mit 1 ganzen anstatt nur 1/4 Drehung zurück und wieder vor - wie in der Prusa-Anleitung. Ausserdem das PTFE richtig herum eingesetzt und die Extruder-Schraube bündig mit dem Kunststoff.
Der Link auf die Bondtech-Anleitung kam wohl nicht so gut - jedenfalls steht der Post jetzt schon über 12h auf "Awaiting moderation"...
Anyhow - was mir noch eingefallen ist: könnte der Thermistor nen Treffer haben? Zu hohe Temperatur melden -> effektiv nicht heiss genug? Erfahrungsgemäss würde ich zwar eher davon ausgehen, dass der dann gar nichts mehr (oder eben "0") meldet anstatt "ein bisschen zu viel", aber was weiss ich schon...
RE: Prusa Mini verstopft immer wieder...
deine Anleitung gehalten hatte, allerdings mit 1 ganzen anstatt nur 1/4 Drehung zurück und wieder vor - wie in der Prusa-Anleitung.
Also doch nicht genau so 😉
Wichtig am Zusammenbau des Hotend ist der Abstand der Düse zum Hotend 0,5mm. Dann Heatbreak dagegen Schrauben und die Nozzle heiß anziehen. Sonst ist es nicht dicht.
Wenn du es so gemacht hast würde ich es mal mit einer viertel Umdrehung probieren.
Wenn es auch nicht funktioniert würde ich den PTFE nachmessen. Evt. ist er am unteren Ende und du erreichst den Anschlag der Heatbreak bevor Spannung auf dem Schlauch ist.
Gegebenenfalls einfach ein klein wenig längeres PTFE richten und probieren.
Hast du beide Oliven vom langen Bowden gecheckt? Wenn da eine Lose ist funktioniert es auch nicht da der Schlauch sich mit bewegt.
Wieviel Rückzug hast du eingestellt? Geh mal auf 1,5 bis 2mm.
Flow hoch eingestellt?
Welches Material mit welcher Temperatur? Es kann zuviel oder zu wenig sein.
Gute Wärmeleitpaste genommen? Lüfter funktioniert richtig? Original Lüfter?
RE:
Wichtig am Zusammenbau des Hotend ist der Abstand der Düse zum Hotend 0,5mm. Dann Heatbreak dagegen Schrauben und die Nozzle heiß anziehen. Sonst ist es nicht dicht.
Jap, hatte ich gemacht - jetzt ist es auch dicht. Allerdings hatte ich das beim letzten mal auch gemacht - da trotzdem Filament (oben!) ausgetreten ist, gehe ich davon aus, dass der Heizblock nen Treffer hatte, aber anyhow...
Wenn du es so gemacht hast würde ich es mal mit einer viertel Umdrehung probieren.
Hmm... was macht das für einen Unterschied? Wenn ich das richtig verstehe kann ich evtl. zu wenig lösen, aber nur dann zu viel, wenn der PTFE iwie aus der Fassung fliegt (was er auch mit einer vollen Drehung nicht tut)...
Wenn es auch nicht funktioniert würde ich den PTFE nachmessen. Evt. ist er am unteren Ende und du erreichst den Anschlag der Heatbreak bevor Spannung auf dem Schlauch ist.
Gegebenenfalls einfach ein klein wenig längeres PTFE richten und probieren.
Jap, das werde ich noch mal probieren - feinen Capricorn hatte ich ja gleich mitbestellt. Allerdings stellt sich dann die Frage um wieviel länger? 3.8 ... 3.9 oder gleich 4cm? ...und in der Folge natürlich: wieso ist der mitgelieferte Original-Bondtech-PTFE zu kurz? ... ich meine das ganze Ding ist doch speziell für den Mini konzipiert...?
Hast du beide Oliven vom langen Bowden gecheckt? Wenn da eine Lose ist funktioniert es auch nicht da der Schlauch sich mit bewegt.
Gerade noch mal gecheckt - da wackelt nix...
Gute Wärmeleitpaste genommen? Lüfter funktioniert richtig? Original Lüfter?
"Termopasty AG Silver Wärmeleitpaste" von 3D-Jake. "...mit Silber" wurde von Bondtech empfohlen - sonst weiss ich nicht viel darüber...
Lüfter sind Original und drehen hörbar (und spürbar).
Wieviel Rückzug hast du eingestellt? Geh mal auf 1,5 bis 2mm.
Flow hoch eingestellt?
Welches Material mit welcher Temperatur? Es kann zuviel oder zu wenig sein.
Das Material zuletzt war Spectrum PLA Silk mit dem Spectrum PLA Preset vom Prusa Slicer (V 2.4).
Die Retracts sind auf 3.2 (defaut), bzgl. Flow hatte ich den Extrusion Muliplier schon vor Längerem mal auf 1.05 hochgedreht, weil ich Probleme mit Layer-Adhesion hatte...
Vor dem neuen Heizblock gingen die Probleme übrigens mit Prusament PLA Jet Black wieder los - Settings ebenfalls nach Preset (Extrusion Mutiplier = 1.0).
RE: Prusa Mini verstopft immer wieder...
Hmm... was macht das für einen Unterschied? Wenn ich das richtig verstehe kann ich evtl. zu wenig lösen, aber nur dann zu viel, wenn der PTFE iwie aus der Fassung fliegt (was er auch mit einer vollen Drehung nicht tut)...
Damit setzt du den PTFE unter Spannung weil du die effektive Länge verkürzt. Wenn du zu wenig spannst oder die Fase nicht richtig passt ist es undicht. Spannst du zu viel verdrückst du den PTFE der Durchgang wird erschwert.
Ich empfinde die ganze Umdrehung als zuviel. Probiere es einfach aus. Du musst natürlich die 3 Schrauben wieder lösen. Dann die Bowdenbefestigung 1/4 lösen. Jetzt den Heizblock sanft nach oben drücken und die 3 Schrauben wieder anziehen.
Wenn du jetzt die 1/4 Umdrehung zu machst liegt eine definierte Spannung am PTFE.
Jap, das werde ich noch mal probieren - feinen Capricorn hatte ich ja gleich mitbestellt. Allerdings stellt sich dann die Frage um wieviel länger? 3.8 ... 3.9 oder gleich 4cm? ...
Wenn schon den Capricorn da hast würde ich es mit dem probieren. Nicht viel länger max 0,5 bis 0,8mm.
Die Retracts sind auf 3.2 (defaut), bzgl. Flow hatte ich den Extrusion Muliplier schon vor Längerem mal auf 1.05 hochgedreht, weil ich Probleme mit Layer-Adhesion hatte...
Auf jeden Fall wegen Haftungsproblemen nicht den gesammten Flow hoch stellen. Vor allem die Fläche mit heißem Wasser, Spülmittel und der harten Seite eines Schwammes reinigen. Danach kalt mit IPA.
Im Notfall kann man über den Gcode nur den Flow beim ersten Layer erhöhen!
Hohe Flow und Retraktwerte fördern eine Verstopfung.
RE: Prusa Mini verstopft immer wieder...
Auf jeden Fall wegen Haftungsproblemen nicht den gesammten Flow hoch stellen. Vor allem die Fläche mit heißem Wasser, Spülmittel und der harten Seite eines Schwammes reinigen. Danach kalt mit IPA.
Im Notfall kann man über den Gcode nur den Flow beim ersten Layer erhöhen!
Naja... Layer-to-Layer-Adhesion Probleme / die Bed-Adhesion war nicht das Problem...
Anyhow, noch ein kleines Update von meiner Seite. Ich habe nun ein Stückchen von dem feinen Capricorn XS abgeschnitten - Pi-mal-Radius-Daumen fast nen ganzen Millimeter länger als der von Bondtech mitgelieferte PTFE. Dann das untere Ende noch grob "angeschnitzt" (mangels gedruckter Vorrichtung), dann rein damit und einfach Bowdenbefestigung wieder drauf (ohne spezielle Einspann-Prozedur).
Diesmal hatte ich bei den letzten Drehungen wirklich gemerkt, dass da nun etwas Widerstand ist.
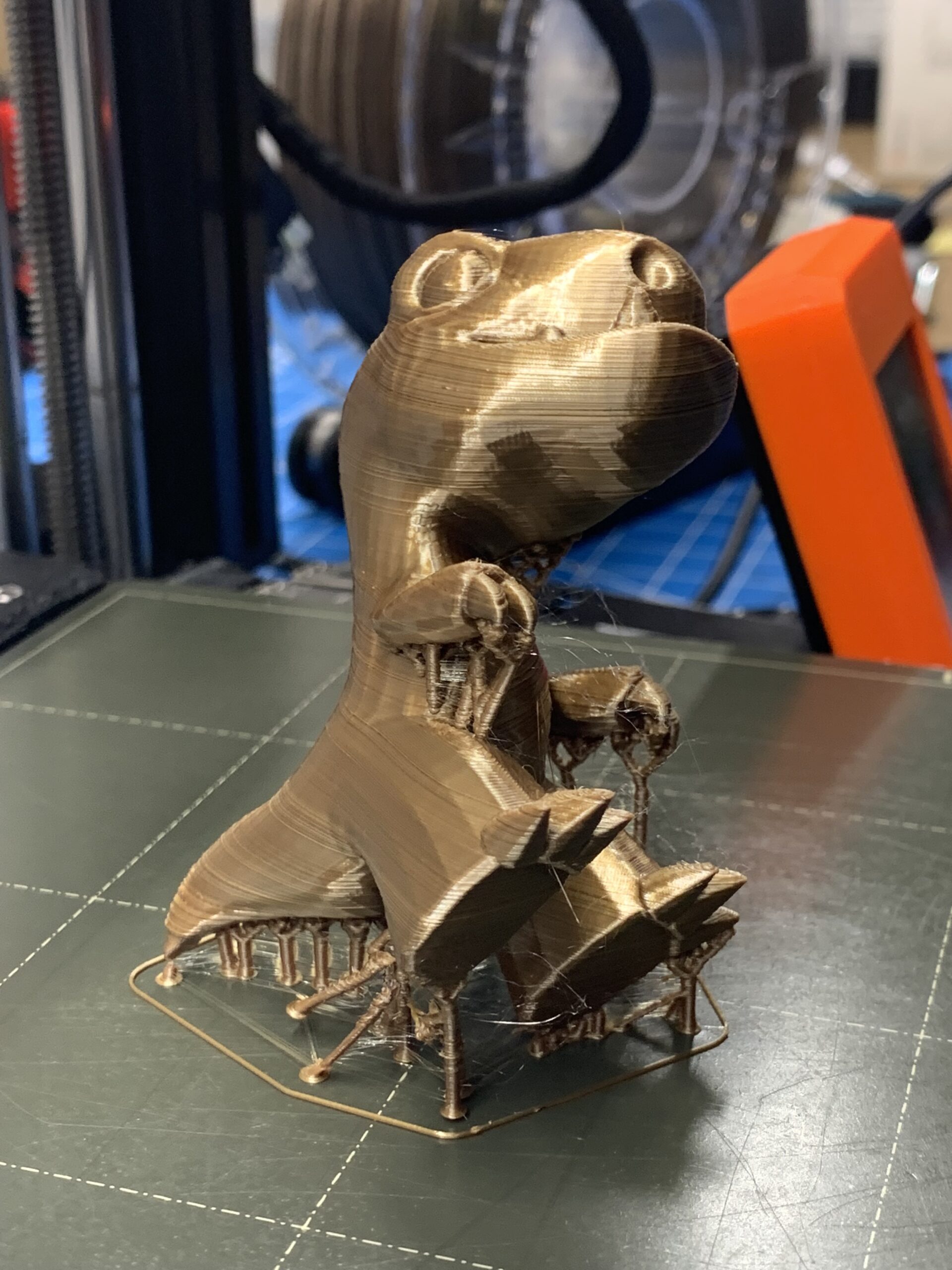
Nachdem die ersten paar einfachen Teile mit Prusament PLA halbwegs gelungen waren habe ich mich wieder an das Spectrum Silk PLA gewagt...
...und siehe da: der Dino schaut schon viel besser aus!
Noch traue ich dem Frieden nicht so ganz, aber nach bald 24 verstopungsfreier Druck-Stunden ich bin gerade so verhalten-optimistisch wie schon länger nicht mehr... 😉
...obs nun hält oder nicht: auf jeden Fall schonmal vielen Dank für die vielen Tipps!
RE: Prusa Mini verstopft immer wieder...
Naja... Layer-to-Layer-Adhesion Probleme / die Bed-Adhesion war nicht das Problem...
Ok habe ich glatt überlesen 😊
Aber gut wenn es funktioniert 👍