Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Hallo Zusammen,
ich habe meinen Mini vor paar Wochen erhalten und bin super zufrieden (erster Drucker überhaupt). Bisher sind alle Drucke wunderbar geworden ohne Fehler. Ich habe zwar schon ein Beitrag im englischen Forum gemacht, dort habe ich bisher keine richtige Hilfe bekommen, daher hoffe ich, dass eventuell hier jemand helfen kann. Denn leider stehe ich aktuell vor einem Problem und bekomme es nicht gelöst - siehe Bild:
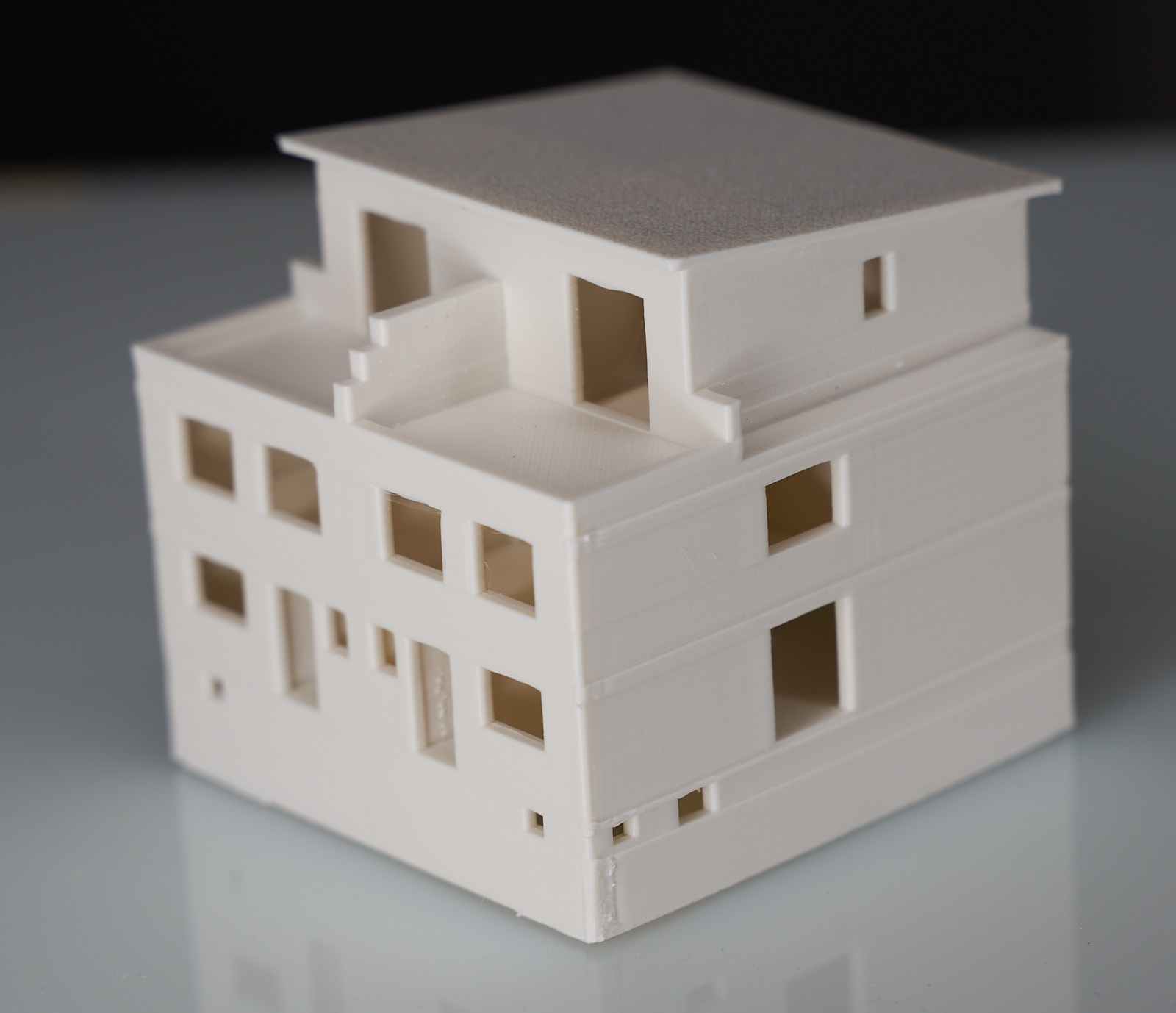
Druck Information: Prusa Mini - Prusament PLA - 215/60 Temp - 0.15mm Quality Mini Profil
Haus ist im Maßstab von ca. 1:250
Mein Problem ist, dass man bei der eigentlich absolut vertikalen Wand sieht, wo genau die Decke zwischen den Etagen gedruckt wurde.
Kann man das irgendwie verhindern?
Es handelt sich hier nicht um Layershifting, da die Außenwand bei der Decke rund herum dicker ist...
Ich habe so ziemlich alle Einstellungen ausprobiert:
"Konturen 1-4", "Stelle die vertikale Hüllenstärke sicher an/aus", "Dünne Wänder erkennen an/aus", "Umfangbrücken entdecken an/aus", Geschwindigkeit habe ich auch mal alles auf 20mm/s gestellt, "Nahtposition auf Hinten war etwas besser als alle Anderen"...
Hier ein Bild aus dem Slicer:
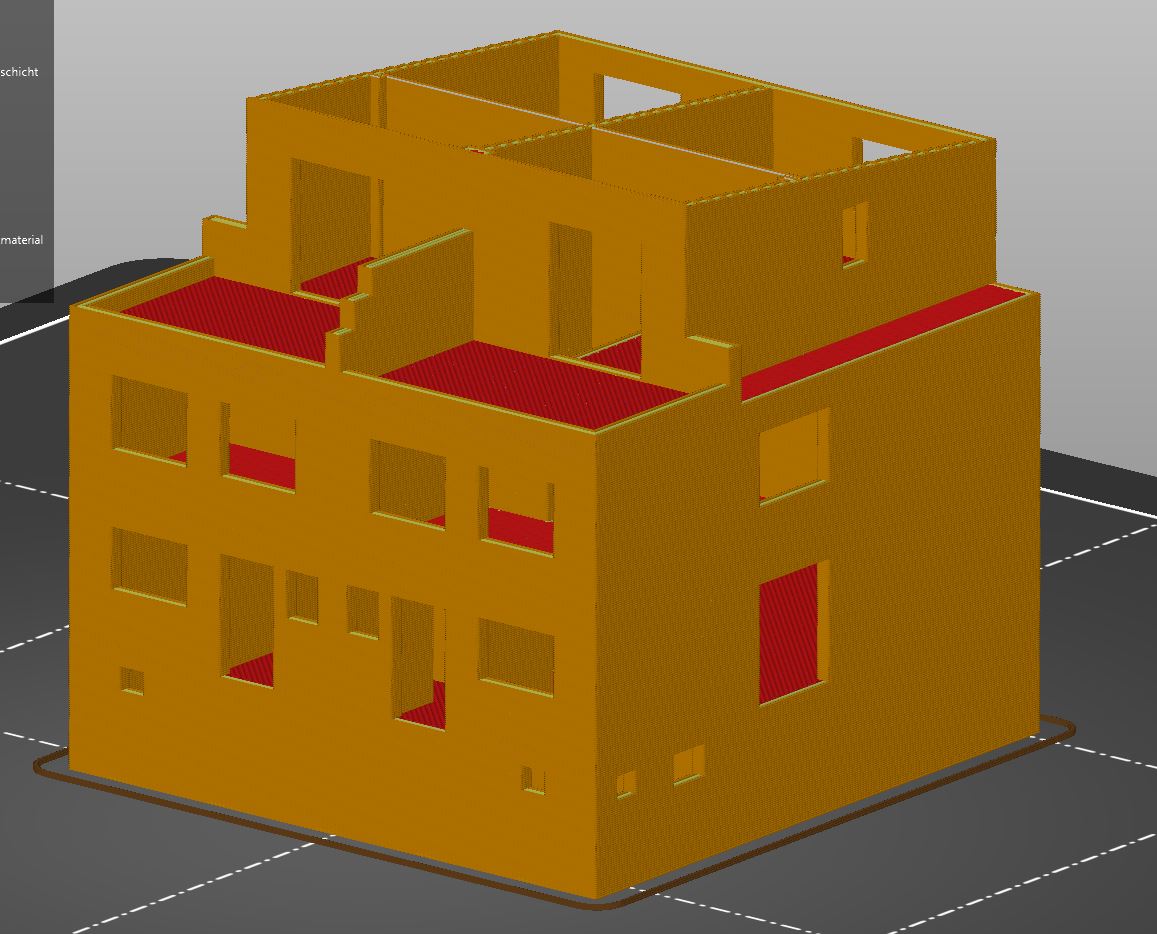
Desweiteren habe ich das Haus in 3Ds Max auch in verschiedenen Wanstärken angelegt: 0,8/1,2/1,6 - 0,9/1,35 und auch mit den Slicer Empfehlungen 0,87/1,7. Im Prinzip hat sich bei keiner der Wandstärken etwas verändert...
Meine Vermutung ist, dass die Zwischendecken durch das stabile Infill nach außen dicker werden. Falls jemand eine Idee/Lösung hat wie man das kompensieren kann wäre ich wirklich dankbar, da mich dieser Druck so langsam verzweifeln lässt.
Hier auch noch meine Dateien (3mf Projekt, die Stl und eine Max 2016 Datei des Hauses).
Link zu den Dateien auf One Drive
Vielen Dank schon mal für eure Ideen und Tipps 🙂
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Ich bin mir da nicht ganz sicher, aber ich denke es hat etwas mit der Überlappung, vom Infill, zu tun.
Wenn die Überlappung, an dünnen Stellen, zu weit eingestellt ist, könnte das zu einem solchen Bild führen?
Ist nur so ein Gedanke
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Hallo Zusammen,
ich habe meinen Mini vor paar Wochen erhalten und bin super zufrieden (erster Drucker überhaupt). Bisher sind alle Drucke wunderbar geworden ohne Fehler. Ich habe zwar schon ein Beitrag im englischen Forum gemacht, dort habe ich bisher keine richtige Hilfe bekommen, daher hoffe ich, dass eventuell hier jemand helfen kann. Denn leider stehe ich aktuell vor einem Problem und bekomme es nicht gelöst - siehe Bild:
Druck Information: Prusa Mini - Prusament PLA - 215/60 Temp - 0.15mm Quality Mini Profil
Haus ist im Maßstab von ca. 1:250
Mein Problem ist, dass man bei der eigentlich absolut vertikalen Wand sieht, wo genau die Decke zwischen den Etagen gedruckt wurde.
Kann man das irgendwie verhindern?
Es handelt sich hier nicht um Layershifting, da die Außenwand bei der Decke rund herum dicker ist...
Ich habe so ziemlich alle Einstellungen ausprobiert:
"Konturen 1-4", "Stelle die vertikale Hüllenstärke sicher an/aus", "Dünne Wänder erkennen an/aus", "Umfangbrücken entdecken an/aus", Geschwindigkeit habe ich auch mal alles auf 20mm/s gestellt, "Nahtposition auf Hinten war etwas besser als alle Anderen"...
Hier ein Bild aus dem Slicer:
Desweiteren habe ich das Haus in 3Ds Max auch in verschiedenen Wanstärken angelegt: 0,8/1,2/1,6 - 0,9/1,35 und auch mit den Slicer Empfehlungen 0,87/1,7. Im Prinzip hat sich bei keiner der Wandstärken etwas verändert...
Meine Vermutung ist, dass die Zwischendecken durch das stabile Infill nach außen dicker werden. Falls jemand eine Idee/Lösung hat wie man das kompensieren kann wäre ich wirklich dankbar, da mich dieser Druck so langsam verzweifeln lässt.
Hier auch noch meine Dateien (3mf Projekt, die Stl und eine Max 2016 Datei des Hauses).
Link zu den Dateien auf One Drive
Vielen Dank schon mal für eure Ideen und Tipps 🙂
Das sieht nach Ghosting aus. Folgendes würde ich überprüfen bzw. testen:
- Riemenspannung ok?
- Wandstärke erhöhen (3-4 mal Düsendurchmesser)
- Überlappung verändern (reduzieren)
- Vorschub/Beschleunigungswerte reduzieren
- Innere Struktur verändern (experimentel im Bereich der Böden und Decken)
Ich hoffe, eine der o.g. Maßnahmen reduziert oder behebt Dein Problem.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Hallo,
ein regelmäßig wiederholtes Thema hier im Forum. Suche mal nach "bulge", z. B. hier.
Wenn du keine MMU benutzt und nicht ewig rumprobieren willst nimm S3D. Der PS kann eine menge Sachen, nur nicht fehlerfrei Slicen.
Grüße, Holger 😉
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Hallo,
ein regelmäßig wiederholtes Thema hier im Forum. Suche mal nach "bulge", z. B. hier.
Wenn du keine MMU benutzt und nicht ewig rumprobieren willst nimm S3D. Der PS kann eine menge Sachen, nur nicht fehlerfrei Slicen.
Grüße, Holger 😉
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Hier ist noch ein interessanter link zu dem Thema: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-hardware-firmware-and-software-help/witness-lines-in-print-prusa-slicer/paged/2/#post-149888
Ich würde den gcode mal durch einen gcodeviewer laufen lassen und das Ergebnis mit Deinem Druck vergleichen.
Gcodeviewer: http://gcode.ws/ oder Ähnliche..
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Sorry für meinen obigen Doppelpost, der Forum-Server zeigte für einige Zeit keine Reaktion, einige Minuten später waren dann 2 Posts online 🤨 .
Ich glaube nicht, dass ein G-Code viewer dieses Problem anzeigt. Der PS macht abhängig vom zu druckenden Bauteil Probleme mit der Filamentmenge in Abhängigkeit von der aktuellen Druckgeschwindigkeit. Das kann mal zuviel oder auch zu wenig sein. Man kann das durch Einstellungen passend hinspielen, aber bei einem anderen Bauteil kann das Problem erneut auftreten. In einem G-Code viewer werden solche Details meistens nicht dargestellt.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@sven_arts
Da das Bauteil recht klein und die Wände dementsprechend dünn sind, 1-3 Perimeter insges. innen + außen mit einer 0.4er Nozzle. Du könntest versuchen, es mit einem kleineren Nozzle Durchmesser (0.25mm) zu drucken, um die Anzahl der Perimeter zu erhöhen. Evtl. eher ein Fall für einen Suppendrucker (SL1), kommt darauf an, welche Ansprüche Du an das fertige Bauteil stellst. Ein größerer Maßstab wäre ebenso von Vorteil. Versuche die Druckgeschwindigkeit und die Beschleunigung zu reduzieren. Mit welcher Firmware läuft dein Drucker? Ab der 3.9.0 wurde Linear Advance V1.5 eingeführt, auch diese Einstellung ist zu prüfen in den Filamenteinstellungen. Es ist etwas Experimentieren nötig, um ein passendes Profil zu erhalten. Eine ad-hoc Lösung gibt es für dieses Problem nicht. Mit Cura oder S3D wird es etwas einfacher sein, aber auch in diese Slicer muss man sich erstmal einarbeiten.
Ich wünsche Dir viel Erfolg!
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@holger-s3
Servus Holger,
ich habe das Bauteil einmal mit dem PS und einmal mit S3D gedruckt. S3D ist das etwas ausgereifter was die Slicetechnologie Einstellungen betrifft. Das Ergebnis, übrigens mit der MMU2 gedruckt, ist mit unveränderten Drucker Hardwareeinstellungen besser, jedoch auch nicht ganz so wie man es sich wünscht. Mit vielen Tests und Optimierungen kann man das sicherlich verbessern.
Vielleicht liegt es auch daran, dass im Bereich der unregelmässigen Extrusionen Fehler in der STL Datei liegen:

Ich hatte bislang keine Zeit gefunden mich mit S3D zu beschäftigen, werde es die nächste Zeit aber einplanen damit sich das 150 Euro Investment lohnt. Ist nicht viel Geld wenn man bedenkt was eine Rolle PEEK kostet.....(konnte übrigens schon einige erfolgreiche Tests durchführen. Die Rolle ist fast aufgebraucht).
Schöne Grüße
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Erstmal vielen Dank für die ganzen Antworten 🙂 Ich habe mich durch alle Links geklickt und konnte einiges lernen. Meine Oberfläche ist nun auch nach etlichen Tests besser geworden (vor allem bei den Fenstern), die Ausbuchtung bei den Decken ist nun etwas schwacher aber immer noch sichtbar.
@dermartin
Ich bin mir da nicht ganz sicher, aber ich denke es hat etwas mit der Überlappung, vom Infill, zu tun.
Wenn die Überlappung, an dünnen Stellen, zu weit eingestellt ist, könnte das zu einem solchen Bild führen?Ist nur so ein Gedanke
Mein Infilloverlap war standardmäßig auf 25%. Ich habe dort verschiedene kleinere Werte probiert und ein bisschen hat es geholfen.
@holger-s3
ein regelmäßig wiederholtes Thema hier im Forum. Suche mal nach "bulge", z. B. hier.
Wenn du keine MMU benutzt und nicht ewig rumprobieren willst nimm S3D. Der PS kann eine menge Sachen, nur nicht fehlerfrei Slicen.
Danke für den korrekten Wortlaut, mit "bulge" habe ich tatsächlich vieles in Foren finden können.
Ich würde gerne als Anfänger auf zusätzliche kosten für einen Slicer verzichten, besonders wenn der Mini Prusa offiziell noch nicht unterstützt wird 🙂 Aber ich werde es mir merken und vielleicht auch mal ausprobieren.
Da das Bauteil recht klein und die Wände dementsprechend dünn sind, 1-3 Perimeter insges. innen + außen mit einer 0.4er Nozzle. Du könntest versuchen, es mit einem kleineren Nozzle Durchmesser (0.25mm) zu drucken, um die Anzahl der Perimeter zu erhöhen. Evtl. eher ein Fall für einen Suppendrucker (SL1), kommt darauf an, welche Ansprüche Du an das fertige Bauteil stellst. Ein größerer Maßstab wäre ebenso von Vorteil. Versuche die Druckgeschwindigkeit und die Beschleunigung zu reduzieren. Mit welcher Firmware läuft dein Drucker? Ab der 3.9.0 wurde Linear Advance V1.5 eingeführt, auch diese Einstellung ist zu prüfen in den Filamenteinstellungen. Es ist etwas Experimentieren nötig, um ein passendes Profil zu erhalten. Eine ad-hoc Lösung gibt es für dieses Problem nicht. Mit Cura oder S3D wird es etwas einfacher sein, aber auch in diese Slicer muss man sich erstmal einarbeiten.
In der Tat ist das Model sehr klein, werde mir definitiv eine 0,25 Nozzle zulegen müssen. Mein Drucker läuft auf 4.0.4 und Einstellungen für Linear Advance konnte ich bisher bei meinem Mini nicht finden. Gibt es die überhaupt bei meinem Mini?
@karl-herbert
Das sieht nach Ghosting aus. Folgendes würde ich überprüfen bzw. testen:
- Riemenspannung ok?
- Wandstärke erhöhen (3-4 mal Düsendurchmesser)
- Überlappung verändern (reduzieren)
- Vorschub/Beschleunigungswerte reduzieren
- Innere Struktur verändern (experimentel im Bereich der Böden und Decken)
An die Riemenspannung habe ich mich bisher nicht rangetraut.
Wandstärke erhöhen, Überlappung und Geschwindigkeit reduzieren hat tatsächlich eine Menge gebracht. Die Fenster haben keine Probleme mehr. Aktuell sieht man nur noch ganz leicht die Ausbuchtung bei der Decke. Ich bin noch am testen weiterer Einstellungen, aber es geht in die richtige Richtung.
Hier ist noch ein interessanter link zu dem Thema: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-hardware-firmware-and-software-help/witness-lines-in-print-prusa-slicer/paged/2/#post-149888
Danke, das beschreibt sehr genau mein Problem, werde auch von dort alle Tipps anwenden und hier berichten.
Vielleicht liegt es auch daran, dass im Bereich der unregelmässigen Extrusionen Fehler in der STL Datei liegen:
Da sind zumindest mal Stellen dabei, bei denen ich Probleme habe. Dann muss ich wohl mein Modell nochmal optimieren. Amscheinend mögen es 3D Drucker/Slicer nicht, wenn man als Decke einfach einen Würfel auf die Wände legt (Overlapping Faces).
Beste Grüße,
Sven
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Ich habe vom S3D Support das aktuellste MMU2 profil erhalten und mit unveränderten Einstellungen was sowohl das profil als auch die STL Datei betrifft, einen Druck gestartet. Gedruckt wurde mit Layerhöhe 0.2, mittlere Qualität und 80mm/s Druckgeschwindigkeit:
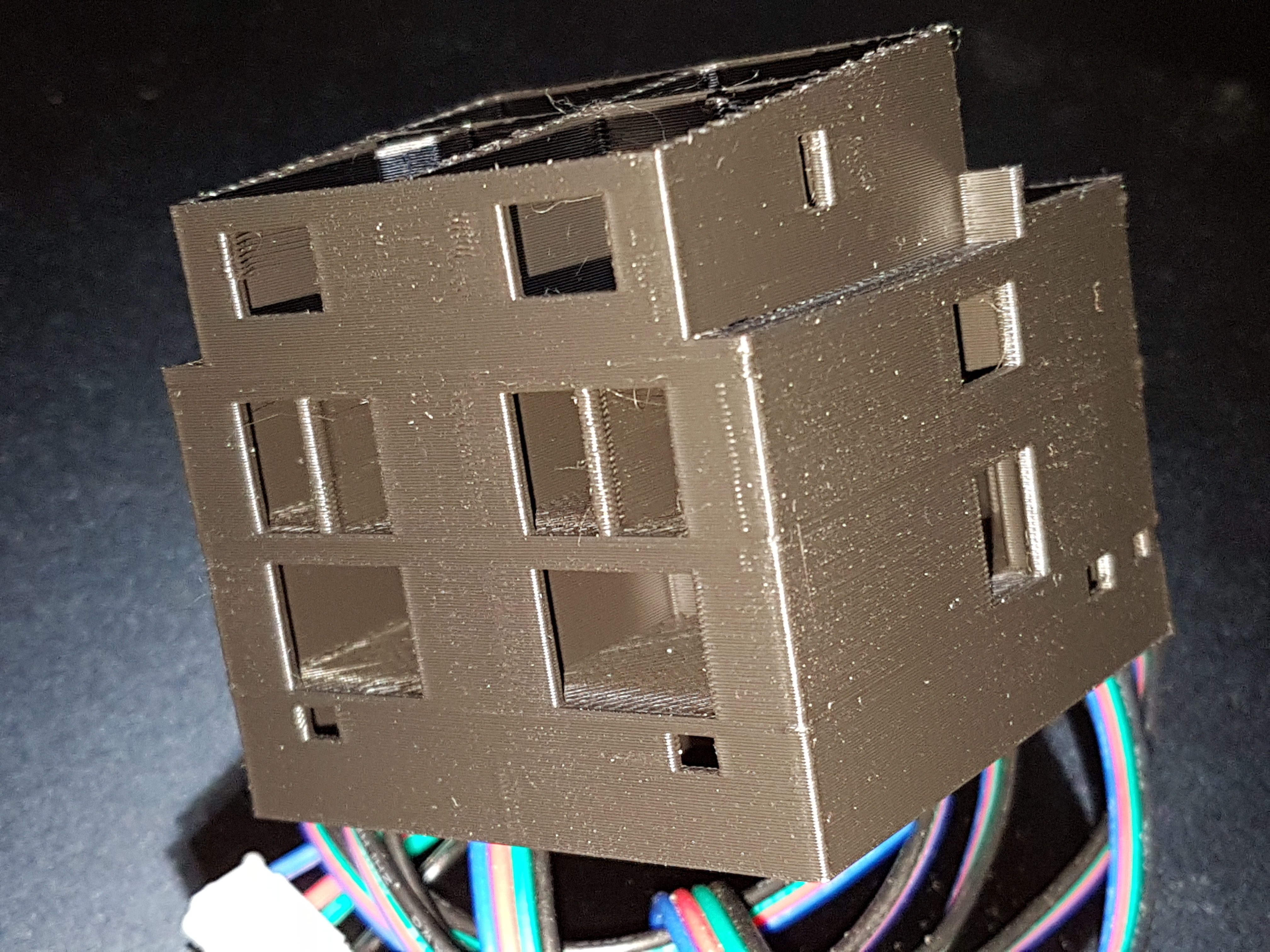
Da kann aber noch Einiges optimiert werden...
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@karl-herbert
Das sieht sehr gut aus, vor allem bei der Geschwindigkeit. Danke für den Testdruck 🙂 Ich habe das Haus von einem Freund in S3D slicen lassen und meine Ergebnisse waren gut aber auch nicht perfekt. Also da wären auch noch Einstellungen nötig.
Mein aktueller Stand mit PS ist folgender:
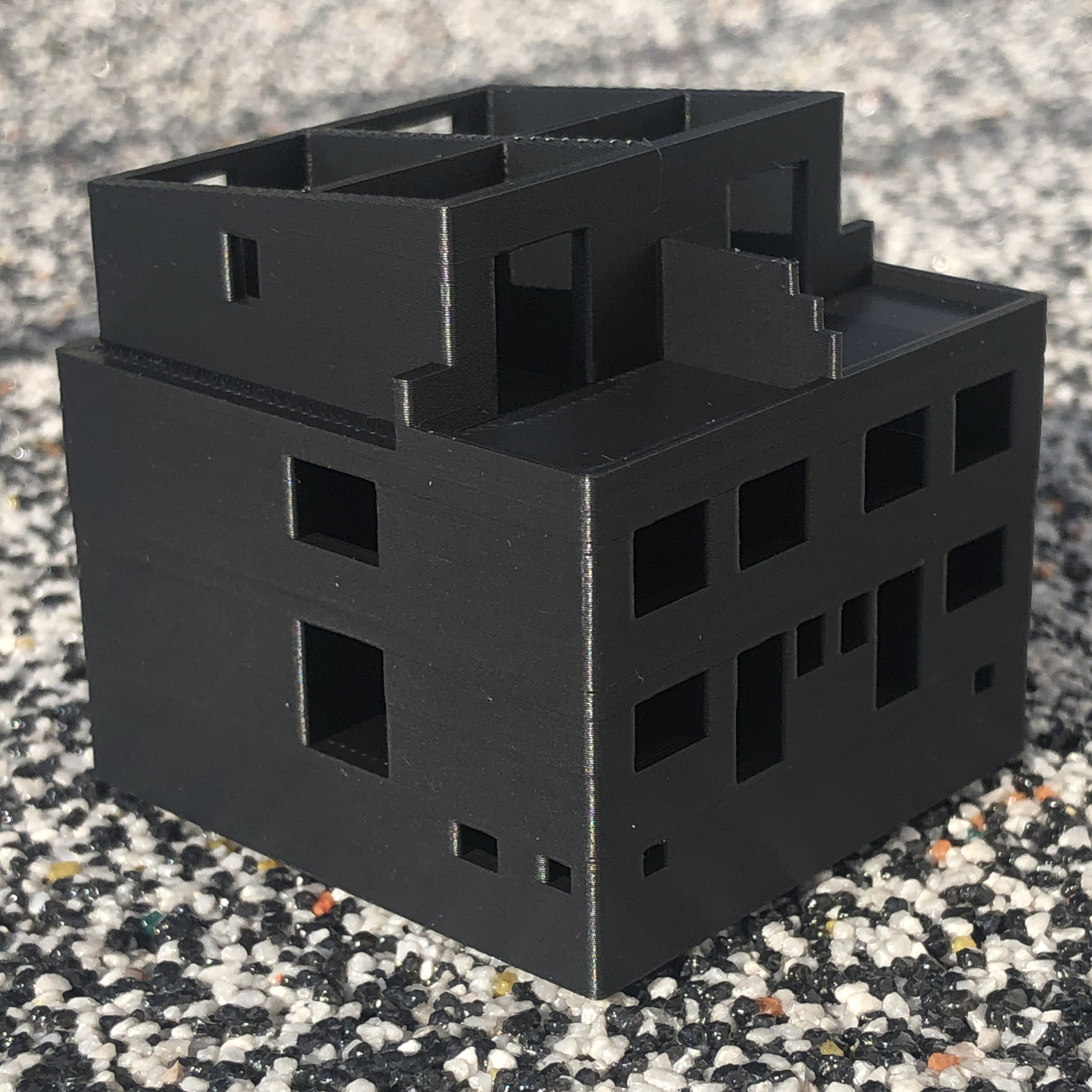
Damit bin ich auch absolut zufrieden. Die Hauptwerte die nun zu einer guten Oberfläche führten waren Geschwindigkeit (hier mit 15mm/s gedruckt) und 4 Konturen.
Bei 3 Konturen hat man die Wände noch leicht durch die Außenwand gesehen. Ansonsten habe ich fast alles auf standard gelassen. Ich denke das Druckergebnis ist sehr gut, könnte aber schneller sein. Mit der nächsten Filamentbestellung werde ich mir auch eine 0.25mm Nozzle holen, damit sollte dann defintiv noch mehr machbar sein.
Nochmal Danke für die ganzen Antworten und Tipps, hat mir sehr geholfen 🙂
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@sven_arts
Das sieht doch auch schon sehr gut aus. Ich würde generell vor dem Druck immer die STL Dateien auf Fehler untersuchen und gegebenenfalls reparieren. Dazu gibt es einige Onlinetools wie z.B. dieses hier: https://service.netfabb.com/service.php (autodesk account erforderlich).
Ich habe Deine STL Datei reparieren lassen und mache sie an dieser Stelle zum Download verfügbar: DHH_Haus_fixed
Vielleicht erzielst Du damit bessere Ergebnisse beim Slicen 👍
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@karl-herbert
Guter Tipp, werde ich definitiv in Zukunft nutzen. Danke auch für die optimierte Datei 🙂
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@karl-herbert
@sven_arts
Im Prusa Slicer gibt es die Funktion zum reparieren auch.
Und auch der PR Slicer nutzt den Netfabb dienst.
Damit könnt ihr also "on the fly" das Druckobjekt reparieren ohne Autodesk Account.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@kai-r3
Hab ich natürlich auch versucht, hat aber die Sache eher verschlimmbessert. Bist Du sicher, dass der PS die Reparatur über dasselbe Netfabbtool durchführt?
Ich habe es jedoch nicht geschafft die STL Datei über den PS zu reparieren und habe deshalb auf Netfabb zugegriffen da ich ohnehin über einen Autodesk account verfüge (Inventor, Autocad).
Vielleicht hast Du mehr Glück... DHH_Haus
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
PS nutzt die API vom Microsoft 3D Builder. Ich bin mir sicher, dass der früher mal Netfabb verwendet hat. Ob das heute immer noch so ist, weiß ich nicht.
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Ich teste das nacher mal. Aber aktuell bin ich mir recht sicher das dort sogar steht das er mittels Netfabb repariert während der Prozess läuft.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
Hab mal nach der Reparaturfunktion geschaut und ja es wird in PS über den Netfabb-Dienst bearbeitet 😊
RE: Hilfe, wie vermeidet man Ausbuchtungen an vertikalen Wänden?
@sven_arts
Sehr interessant. Ich habe jetzt mal die PrusaSlicer (2.2.0) Funktion getestet.
Die originale STL Datei wird eingelesen, es werden 180 Fehler automatisch repariert:

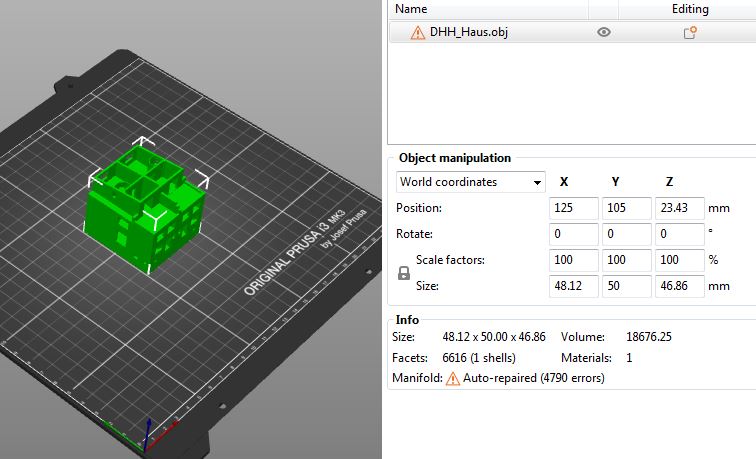
Dannach habe ich die STL Datei mit der Funktion "Repair STL file..." reparieren lassen und als OBJ Datei abgespeichert. Beim Laden der ang. reparierten OBJ Datei folgendes Ergebnis (4790 Fehler repariert):
Hier die in netfabb reparierte STL:

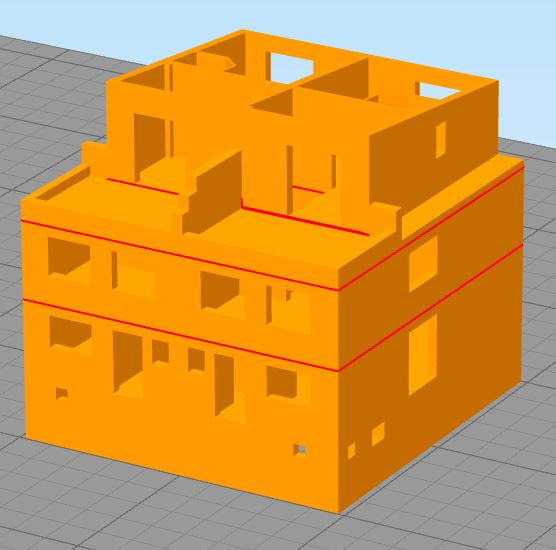
Hier die Fehlervorschau der originalen STL in S3D (rot markierte Linien):
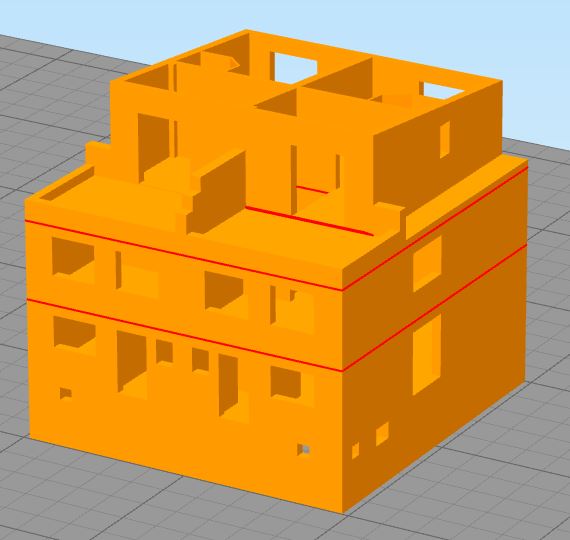
und hier die Fehlervorschau in S3D (V4.1.2) der vom PS angebl. rep. OBJ Datei:
Ich persönlich bevorzuge das "manuelle" Handling über den Netfabb account. Damit hatte ich noch nie Probleme mit "verbogenen" STL Daten.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.