Problème d'impression de première couche
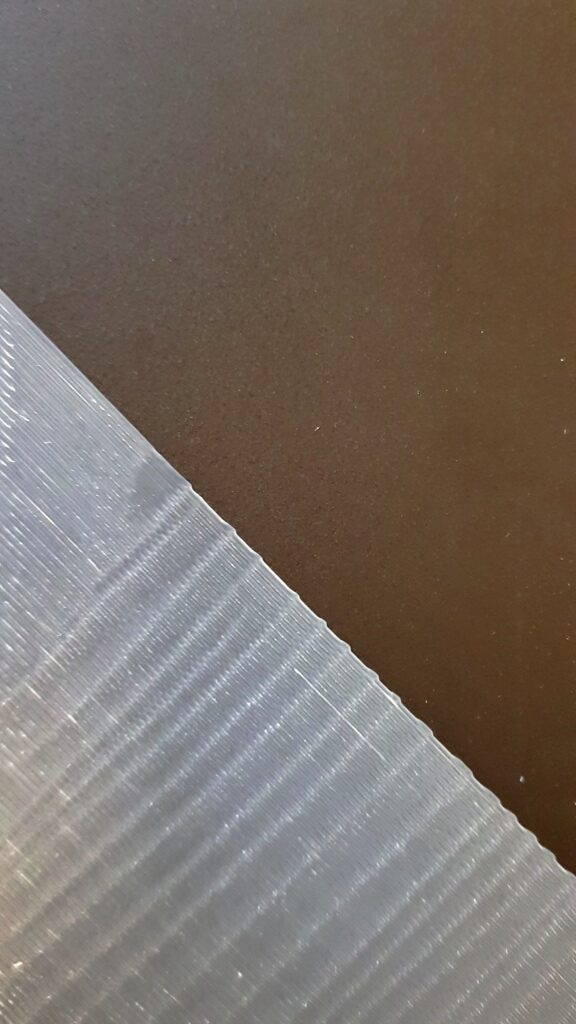
Lors d'impression d'une première couche d'un objet qui occupe quasi 100% de la surface imprimable je constate un problème que je n'arrive pas à analyser. Pour être précis, j'imprime PETG assez translucide ce qui met en évidence le défaut difficilement détectable avec le matériel opaque. La machine imprime des ondelettes bien organisées en lignes parallèles orientées en diagonale par rapport aux axes XY. Il ne s'agit pas d'un problème d'adhérence. Nettoyage et graissage des tiges et roulements linéaires ne change rien, de même que correction de tension des courroies.
La deuxième couche et les couches suivantes effacent ce défaut, donc le résultat final est bon (voir fichier joint). Mais c'est un défaut nouveau pour moi et j'aimerais le corriger, sauf que toutes mes tentatives étaient vaines. Quelqu'un saurait me conseiller? Merci d'avance pour tout conseil efficace ou information utile.
RE: Problème d'impression de première couche
Bonjour,
Je ne vois pas bien sur les photos de ton document PDF, j'aurais aimé une photo prise de plus près. Ce que cela m'évoque, là, dans l'immédiat, c'est un Z de première couche un peu trop bas.
Après il faut également garder à l'esprit que le plateau n'est pas parfaitement droit et que la sonde Pinda de la machine ne corrige qu'en fonction de sa précision. Sur Mk3s, le nombre de points de mesure du plateau est par défaut 3x3 mais le mieux est de passer à 7x7 ce qui prend beaucoup mieux en compte les soucis de planéité du plateau. Est-ce que cette option existe également sur les Mini?
Si oui: passe en 7x7 au lieu de 3x3 et peut-être relève un peu ton z pour écraser un peu moins ta première couche.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Problème d'impression de première couche
Voici la photo. Malheureusement on peut joindre un seul fichier. La photo est floue car le plateau était constamment en mouvement et je ne voulais pas utiliser flash avec mon smartphone, il aurait effacé les détails. Avant tout, la mini fait nivellement 3x3 points, à ma connaissance il n'y a aucune possibilité de choisir une autre variante. Mais je vais creuser un peu pour être sûr.
Une chose est certaine. Le défaut arrive uniquement lorsque les moteurs des axes X et Y sont sollicités simultanément (tirage d'une ligne en diagonale). Jamais lorsque un seul axe est sollicité. En détail ce sont les petites ondelettes sur le parcours du hotend en diagonale, la ligne diagonale n'est pas parfaitement droite. Et, chose bizzare, ces ondelettes sont bien organisées pour former un stri sur une bonne partie de la diagonale. La dernière chose déroutante est absence de ces défauts vers les extrémités de la ligne. On voit bien sur la photo que jusqu'à certaine distance du bord tout est parfait. On dirait presque un manque de rigidité de l'axe X qui entre en vibrations à basse fréquence à partir de certaine distance du hotend par rapport au moteur. Courroie X trop tendue ou pas assez? Problème de frottement dans mouvement axe Y?
Je ne crois pas que le réglage Z est trop bas. Je l'ai réglé juste pour que l'adhérence sur la plaque satinée soit bonne et que la surface de callibrage soit étanche. Pour info, durant l'impression de la première couche (qui dure presque 1h) j'ai essayé modifier le réglage Z dans les deux sens mais sans résultat. Les ondelettes changent un peu selon la hauteur de la couche mais elles sont toujours là, rien ne change.
RE: Problème d'impression de première couche
Pour les images, et pour en insérer plusieurs, utilise le bout Add Media, tout simplement. Cela va téléverser tes images sur ton espace utilisateur du forum et de là tu peux les afficher/lier.
J'avoue que je sèche pour ton problème. Dernier point qui me vient à l'esprit: ton filament est-il bien sec? Cela te le fait-il avec tous les PETG ou uniquement celui-là? Un passage au déshydrateur pendant 6-8 heures pourrait améliorer les choses (oui: même si la bobine est neuve et sort tout juste de son sac étanche).
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Problème d'impression de première couche
Ok, je ne savais pas pour les photos. Pour le reste, je pense que si le problème était PETG trop humide il y aurait les défauts partout, dispersés d'une manière aléatoire. Donc je penche vers un problème mécanique qui pourrait avoir quelque chose avec la résonance de la structure de ma petite machine. On voit bien sur la photo que lorsque hotend se trouve à proximité de la console de l'axe X tout est parfait. A partir d'une certaine distance il y a des perturbations de mouvement du hotend. Seulement le problème est dans axe X ou Y? Les deux peuvent faire exactement le même effet. En plus l'impression se fait en deux sens (va et vient), donc c'est difficile à analyser car les ondelettes se forment toujours dans le même sens. C'est la providence qui m'envoie un casse-tête pour faire travailler mon pauvre cerveau d'ingénieur à la retraite 🙂
RE: Problème d'impression de première couche

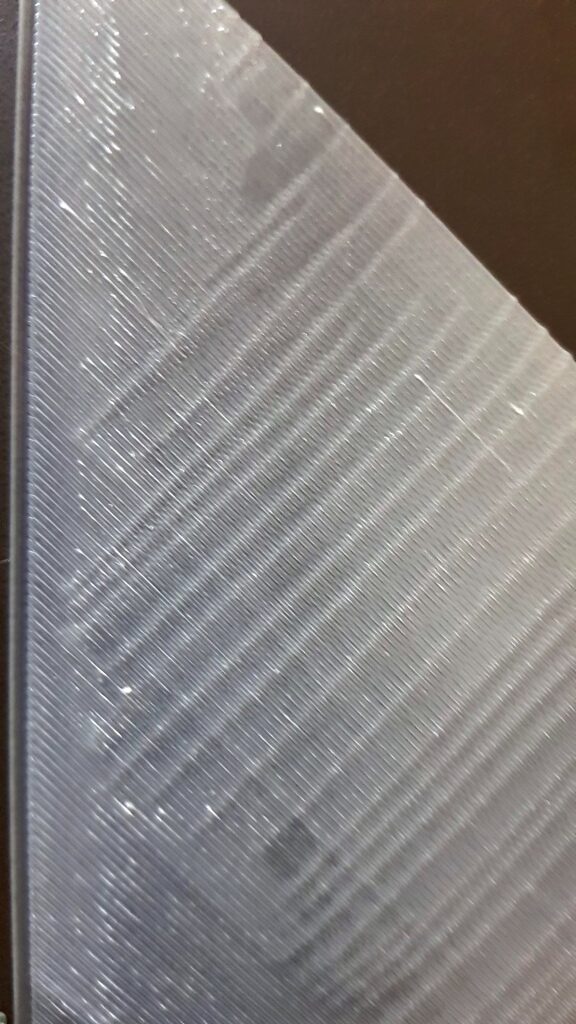
L'impression de la pièce suivante a commencé, j'ai pu faire quelques phots détail. J'espère qu'elles sont assez claires et nettes pour documenter mon souci
RE: Problème d'impression de première couche
Hum. Une autre piste, en raison de l'hétérogénéité de la lumière sur le plateau (même en transparence): il se pleut que ton plateau soit sale/gras. Il faudrait que tu le laves de cette façon:
- eau chaude
- liquide vaisselle avec éponge neuve ou dédiée à cette plaque (e.g. pas de vaisselle d'assiettes ou plats gras avec)
- rinçage eau chaude
- pré-séchage au papier essuie-tout neuf et propre
- 5 min sur le lit chauffant à 80°C
... et après recommence ta première couche, stp.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Problème d'impression de première couche
Je nettoie tjrs avec alcool isopropylique ou alcool à brûler. Je vais essayer avec ta méthode, j'ai encore une grosse pièce à imprimer. Mais ce sera pas avant demain soir, le job actuellement lancé dure presque 22h.
En tous cas merci pour le conseil.
RE: Problème d'impression de première couche
Bonjour,
Je partage l'opinion d' Olivier: La buse est trop bas. L' apparence des ondulations (<<comme un zébré>>) en direction du mouvement de la buse est typique.
j'ai essayé modifier le réglage Z dans les deux sens mais sans résultat.
Vraiment ? Ou est ton z-live en ce moment et quelles valeurs mini et maxi est-ce que tu as essayé ?
Est-ce que tu connais ce site web de bobstro? Ou le fameux life-adjust-z-my-way?
Posez la piece à imprimer (pendant plusieurs heurs) a coté pour le moment. Si tu imprime comme essai qu' une seule couche, tu peux faire des photos après, en toute tranquillité, quand la machine est a l'arrêt.
Si ton plateau est trop inégal, la machine peut-être ne peut corriger plus assez. Est-ce tu as un règle précis et est-ce l'axe x est parallèle au plateau ? La planéité changera quand le plateau est chauffée.
Entre la buse et la sonde PINDA il y a une certaine distance horizontale. Le rectangle des points mesurés ne couvre pas 100% la surface du plateau. À l'intérieur de ce rectangle on peut faire une interpolation, en dehors seulement une extrapolation. Est-ce tu as le PINDA (mini) ou le Super-PINDA (mini+) ? Il y a une compensation pour la température de la PINDA. Avec le Super-PINDA c'est plus necessaire. Un mini+ doit avoir un logiciel assez actuel, qui prends soin de ca.
Je nettoie tous mes plateaux comme Olivier --- comme il faut. Si on ne touche pas le plateau avec les doigts, on peut imprimer beaucoup des pieces l'un apres l'autre sans aucun nettoyage entre deux pieces. Je n'utilise pas du tout alcool isopropylique ou alcool à brûler!
Salutations
Mathias
RE: Problème d'impression de première couche
Oh là là..., j'essaie répondre point par point.
Lorsque j'ai pris les photos le réglage Z était à son état initial, c'est à dire la valeur ajustée lors du calibrage. Durant impression j'ai essayé changer progressivement la valeur initiale dans la plage +0.010/-0.010 mm. Sans résultat significatif.
Les deux sites qui tu mentionnes je ne connais pas. Je cherche principalement les conseils dans Prusa knowledge base car beaucoup des conseils sur les sites dédiés se référent sur Cura que je ne maîtrise pas. J'utilise exclusivement Prusa Slicer.
J'ai une Mini+ (achetée 28 août 2021), donc une Super PINDA.
Comme j'ai déjà dit, lorsque la machine terminera le job actuel (demain vers midi) je procéderai au nettoyage de plaque comme vous me conseillez. J'ai été toujours d'avis qu'alcool dégraisse mieux qu'un produit vaisselle. J'apprends ici quelque chose de nouveau car Prusa par exemple recommande alcool isopropylique 95% comme la meilleure solution. Je suis impatient de voir le résultat après ce nettoyage. Et je referai la calibration de la première couche sur la plaque nettoyée selon vos conseils.
Merci à tous les deux
Pavel
RE:
Bonjour,
Je n'ai pas la mini mais je pense à quelque chose qui ressemble à ce que tu dis toi même. Les vaguelettes étant assez régulières et parallèles je doute que ce soit un problème de propreté ou de graisse car ça ferait plutôt des plaques irrégulières, en tout cas c'est ce que j'ai déjà eu sur ma MK3S+. Un phénomène de résonance ou de vibration est plus vraisemblable la cause à ton soucis, peut être qu'en modifiant la vitesse d'impression de la première couche ça changera l'aspect des vaguelettes et par là confirmerai cette hypothèse car si résonance il y a soit elle sera éliminée (comme c'est le cas pour les autres couches si je t'ai bien compris) ou elle changerait de fréquence. Ca ne résoudra pas ton problème mais ça t'aidera à savoir dans quelle direction chercher 😉
RE: Problème d'impression de première couche



Bonjour,
T'as absolument raison le problème est mécanique. Je viens de nettoyer le plateau selon les instructions d'Olivier avent d'imprimer la pièce suivante. Rien n'a changé, le problème est toujours là comme le montrent les trois dernières photos détail jointes. Ce qui me semble bizarre est la faible vitesse d'impresison de la première couche par rapport à des couches suivantes qui effacent ce défaut. Je vais essayer de changer un peu la vitesse de la première couche dans les deux sens, même si la vitesse encore plus faible me semble peu justifiée. En tous cas je peux déjà éliminer la plaque mal nettoyée comme source du problème. Et le problème est tenace, malheureusement.
RE: Problème d'impression de première couche
Problème résolu!
Mathias (blauzahn) avait raison, la première couche était trop écrasée. J'ai dû passer du réglage Z de -1.620 à -1.500 pour que le problème disparait (voir photo jointe). Je ne comprends pas très bien car lors de la calibration (procédé stadard de la machine) le petit carré imprimé à la fin n'était pas étanche avec cette valeur, les lignes imprimées étaient séparés. Je vais le refaire avec la nouvelle valeur pour avoir coeur net.
Donc, en résumé, la contre-pression sur la buse déviait hotend de la trajectoire idéale. Analyser ce problème serait sans doute compliqué car il affecte en même temps les trois axes.
Merci à vous tous, j'ai appris quelque chose. Il ne fat pas se contenter avec simple calibrage de base Prusa, mieux vaut vérifier et affiner.
Bon weekend à tous!

RE: Problème d'impression de première couche
Je te l'avais dit pour la première couche 😉
Reste le nettoyage du plateau à standardiser dans tes bonnes pratiques.
Pour le patch: le calibrage proposé en standard par la machine est très bien pour approcher la bonne valeur. L'astuce consiste ensuite à imprimer une forme cube 50x50x0.2 mm au centre du plateau, et de corriger avec le Live-Z adjust, notamment ce que tu nommes ton problème d'étanchéité mais également ces éventuels problèmes de vagues.
À savoir que si tu es trop bas, le flux de matière fondue est contrarié et tu peux précipiter l'apparition de soucis de buse bouchée.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Problème d'impression de première couche
Avant tout toutes mes excuses si je t'ai oublié, Olivier. De ton message j'ai surtout retenu le nettoyage avec liquide pour vaisselle.
Pour le reste, j'avais une idée imprimer des carrés 40x40mm d'une hauteur juste de 0.4mm, placée au centre et aux 4 coins de la plaque. Cela devraiet donner image adssez complet du réglage de la première couche. T'en dis quoi?
RE: Problème d'impression de première couche
Si ton lit d'impression est bien plan ou dans la marge de compensation de la sonde Pinda, imprimer aux quatre coins du plateau ne servira pas à grand chose, autant et mieux vaut se concentrer sur le milieu du plateau (on serait sur des types de bed leveling plus archaïques, ça aurait eu du sens, en revanche).
Ensuite, imprimer une 2e couche ne t'apportera aucune information complémentaire: imprime juste en 0.2 mm un patch de 0.2 mm d'épaisseur. Et en cours d'impression fais varier le Z en live. PS: pour ce faire, un patch de 50 x 50 comme je le proposais est peut-être insuffisant pour bien voir à cause de la tête d'impression qui sera au milieu. Passe plutôt à un patch plus grand, genre 75x75. Le but est de voir en cours d'impression les lignes tracées par la buse, afin de s'assurer que les lignes de remplissage se connectent de façon satisfaisante avec les périmètres.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Problème d'impression de première couche
Bonjour,
Normalement, la hauteur de la première couche pour une buse de 0.4mm diametre est toujours 0.2mm. Donc pour calibrer z-live, la piece à imprimer devait avoir cette hauteur, par example le cube que Olivier a proposé.
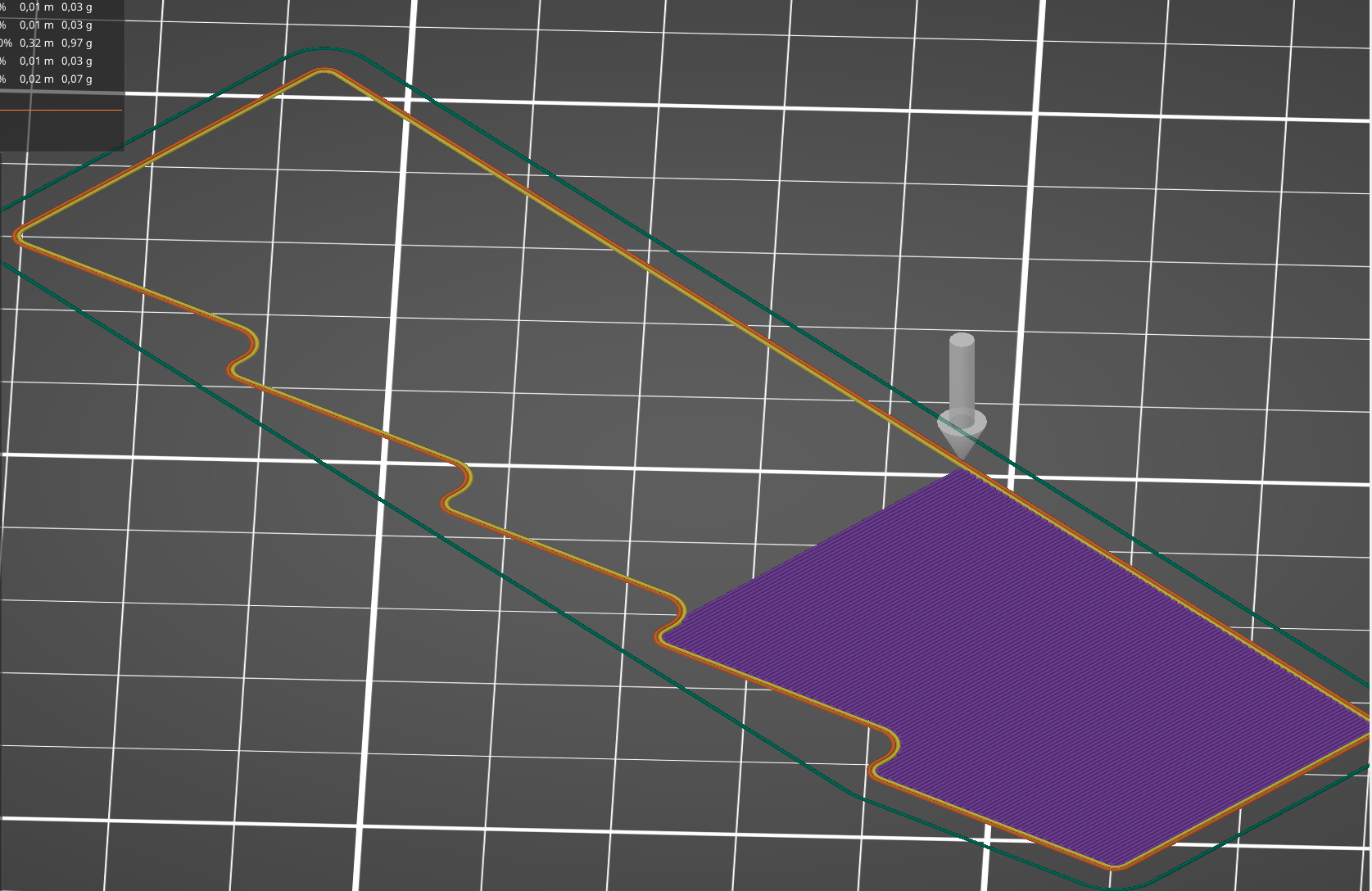
Imprimer un tel cube j'ai eu toujours le problème a memoriser ou j'ai changé z-live. A part de ca je voulait accelérér la procedure. J'ai donc dessiné une pièce comme une petite bande avec une coté en zigzag avec 5 zones, separées par un dent. Posez la piece diagonalement sur le plateau de façon que les lignes du premiere couche sont imprimées par le travers de la bande. Quand la couche arrive a chaque dent du zigzag, je change la live-z (par example par +0.010mm).
Si je suit impatient, je change la vitesse "first layer speed" dans le Prusa-Slicer vers 80mm/s. Moi j'utilise que le Prusa-Slicer.
Meme si le site web de Bobstro n'est pas exclusivement Pour le Prusa, on y trouve pas mal des infos de bonne qualité.
Bon weekend.
Mathias
RE: Problème d'impression de première couche
Merci Mathias,
Ton outil est parfait, il m'a permis affiner le réglage. A présent c'est parfait. Pour info, de la valeur z problématique de -1.620 je suis passé à la valeur idéale de -1.470 et la couche est parfaitement étanche et solide. Reste à trouver pourquoi ma calibration initiale était -1.620 mais je crois que cela doit avoir quelque chose avec adhérence. Mes réglages actuels se font sur une plaque nettoyée avec liquide vaisselle, ce qui n'était pas le cas avant.
Encore merci pour ce petit fichier stl, il me servira longtemps.
Bon dimanche
Pavel
RE: Problème d'impression de première couche
Salut Pavel, merci pour le feedback.
0.15mm différence c'est quand même remarkable par rapport a 0.2mm hauteur de la couche. Est-ce que tu as desserré la buse, la PINDA ou un autre piece au hotend ? Est-ce que la PINDA est encore bien vissée ? Quand le hotend n'est plus chaud, est-il bouge dans l'extrudeur ?
Salutations
Mathias
RE: Problème d'impression de première couche
Salut Mathias,
Avant tout je suis revenu sur réglage Z -1.480, donc différence 0.14mm. Pour répondre à tes questions je n'ai pas touché hotend. Tout est serré et bien compact. Il y a tout de même quelques détails à clarifier avec ma Mini+.
Tout d'abord, le petit carré imprimé à la fin de calibrage n'est pas aussi parfait que le résultat d'impression de ton outil. Ensuite, au début d'impression de ton outil le résultat n'est pas aussi bon que toute la suite. Il s'agit d'au maximum 5-8 passages de la buse qui semblent avoir quelques défauts de jonction. Ensuite, tout le reste d'impression est parfait, parfaitement soudé et parfaitement lisse. Une merveille. C'est comme si au début tous les paramètres (flux, température), n'étaient pas stabilisés. J'ai répété impression plusieurs fois et à chaque fois au début c'était pareil. C'est absolument sans importance si on imprime plus qu'une couche, donc je ne sais même pas si on peut parler d'un défaut. J'essaie imprimer le cube de calibrage Prusa et ajuster éventuellement multiplicateur d'extrusion (actuellement 1.0) selon épaisseur des parois. Je te donne mes nouvelles si je trouve un défaut de ce coté.
Meilleures salutations
Pavel