Struggling with first layer, print slipping. Odd Live Z axis discovery.
Just got my first Prusa Mini+ this past week and after some struggles calibrating it, I managed one perfect print- the treefrog! After that flawless one, I changed filaments and haven't managed to get past maybe two dozen layers before I have a pile of spaghetti on the print bed. I went back through the Z-axis calibrations, did J.P.s Live adjust square again, and found that my square wasn't a consistent thickness. I'm blaming the print bed but I'm not sure what to do to
Thanks for any advice! I really can't wait to print more.

RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
when you change filament (even between same material with different color) you must keep an eye on the first layer and adjust the z height.
Try to lower the nozzle with your Live Z.
p.s. PLA does not stick too well on the TXT sheet.
I'm not an expert. Ma parlo anche italiano 😉
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
I had the same thing happen, but in an odd order. Got it to calibrate flawlessly and adjusted the Z to -1.875, which was repeated to insure consistency. Then tried the frog and got spaghetti! So tried the Prusa logo and it was perfect! Thinking I had it solved, I went to the whistle. 1st layer ok, but then as I watched, it slid off! And this was the Prusa provided sample PLA; never changed filaments.
Any ideas as to adjustments needed?
Jon Mittelman
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
So, after searching the forum, I made 2 changes, 75% speed and upping the hotbed temp to 80 deg C. The print appears to be working, but one of the frog's legs collapsed. Too much heat?
Jon
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Next pass was at 75% speed and hotbed temp of 80 deg C. This seems to be working!
Jon
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
If you print with PLA it should be sufficient 60-70°C on the bed.
Clean the bed, with IPA possibly. If the print sticks too weak, lower the nozzle more with live z
I'm not an expert. Ma parlo anche italiano 😉
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
If print doesn't stick to bed sometimes, then it's bad first layer calibration (assuming bed is clean and temperatures are right).
First layer calibration can be quite tricky for new 3D printer owner, because as we adjust Z-offset, visual printing differences are very small (in range of less than tenth of mm). Being afraid to damage the print sheet, user usually keeps Z-offset at which print just starts to stick to bed. But that's not low enough. After print starts to stick to bed, we need to carefully decrease Z-offset a bit more. For example, if print starts to stick at -1.400, we decrease Z-offset to -1.500.
After calibration is finished, we check the shape of printed lines: print line must be flat on top. If that's not the case, then we need to repeat calibration and slowly decrease Z-offset even more. From above example, it can happen we go from previous -1.500 down to -1.600... until print lines are "shiny" flat on top. In short, we need to squish material onto print surface. Of course, for not damaging the print surface, it's needed to be done carefully in small enough steps.
[Mini+] [MK3S+BEAR]
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
@bogdanh
I'm down to -1.90 and still having issues with non-sticking on a clean surface with 60 deg hotbed temps. The 1st layer calibration step looked great, with the bead slightly squished and the pattern perfect. Any other ideas? Should I move the sensor?
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
It only makes sense to pull up sensor, if you think you need to decrease Z-offset slightly more (seems not needed in your case).. or if you wish to have Z-offset value more in the middle of the (0.00 to -2.00) range. But yes, being that close to -2.00 as you are, I would pull up PINDA for about 1mm (not more!) and start fresh 1st layer calibration.
Increasing bed temperature that much, is kinda brute force solution (if it's a solution at all). Keep in mind, that in some cases, PLA is able to stick even at lower than 60°C bed temperatures.
Sorry, but I don't have any other ideas by hand: clean bed and correct Z-offset is usually all there is -assuming bed heating is working correctly.
And btw (probably not related to your problem): the sample filament I've got with Mini was a bit brittle (not dry enough) and even it did stick to bed for 1st layer calibration, I wouldn't trust it for "real" prints. After I started with new spool of Prusament BlackJet PLA, I noticed it melts much nicer. And at least my impression, also glued better to bed.
[Mini+] [MK3S+BEAR]
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
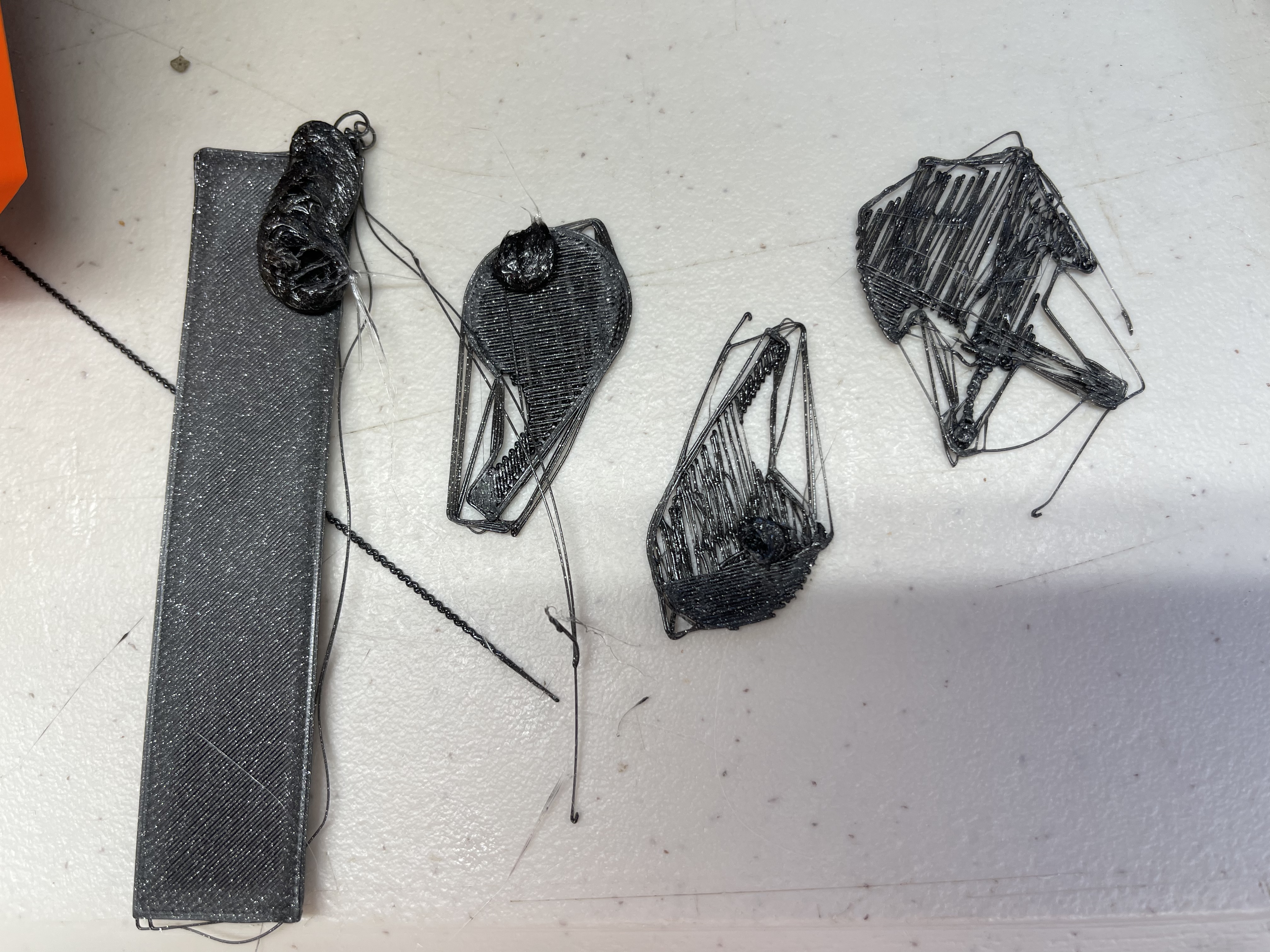
So I cleaned the plate with soap and hot water, adjusted the PINDA, did both the 1st layer calibration and JeffJordan prints successfully with a z = -0.035. And these fails are the result. Any more suggestions?
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Looking at whistle (2nd object from the top of the photo)... here nozzle is clearly too high: filament isn't squished (flattened) at all -it has the same (round) shape as coming from the nozzle. Obviously you need to decrease Z-offset quite a bit.
And a suggestion... don't "check" first layer by printing actual objects -make first layer calibration first! If some objects stick to bed (kinda) good, but other bad (or not at all), that indicates that first layer just isn't right.
The goal is, when you make first layer calibration, test pattern must be printed almost flat on bed surface. Keep in mind, that first layer isn't part of the print object. It's just a layer on which actual object will be printed. So the idea is, to have the 1st layer as thin as possible. Can it be too thin? Well, yes. That's the case when nozzle is too close to print surface, which prevents to cover print surface with filament.. and so, no solid layer exist.
Finally, don't search for solution by changing other parameters (temperatures, flow rate, etc) -keep everything default. It's all about Z-offset.
[Mini+] [MK3S+BEAR]
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Below the rectanlge on top of the picture there is the "intro line", and i can see it is zig-zag, that means your nozzle is not calibrated properly.
Please, watch this video
I'm not an expert. Ma parlo anche italiano 😉
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Adjusted z to -0.205, looked nice and flat at 12x , then got first layers of Buddy before it broke loose
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Top side
{kind=link}
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Finally success after resetting PINDA, calibrated z to -1.3 and finally needed to increase hotbed temp to 70. Thanks for all the helpful comments!
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
It's great that you now successfully from now on.
I went through very same thing as you when I first got MK3 (before S). Then I learned that I had to clean the steel sheet after every print. I used Windex to wipe it out and then continue new print. Wash it with dish soap once in a while.
Also be sure the nozzle are clear from any leftover filament and it can mess up any prints.
RE: Struggling with first layer, print slipping. Odd Live Z axis discovery.
Had same issue but now my prints are perfect.
Here what you have to do:
Download First Layer calibration helper from here: https://www.thingiverse.com/thing:2741800
Load it into a slicer, resize to your bed and send Gcode to printer.
Once it starts printing go to Tune menu and enter Live Z adjust.
Watch how lines are sticking. Printer should print outlines at first (perimeter lines) and they should stick and not drag across printer bed.
Then look how circles are filled. If you see bed between each line, lower nozzle. Each line should be squished and flat. When entire circle is filled when you get little blob or rise it means your nozzle is to low and there is not enough room for fillament to go and it is going up at last line. Rise nozzle a bit.
After calibration:
https://photos.app.goo.gl/LLRYChz9UFW8cuZu9
Notice nearest circle how it has blobs at the far end (all circles in this picture are filled from front to back).
Leftmost ellipsis has a mark around half of its fill - this is where I moved nozzle from -1860 to -1850 and no blobs and subsequent circles went perfect.
Before calibration:
Nozzle at -1500
https://photos.app.goo.gl/YMNPXPFdUAMKKAay5
You can see through it - so I decided to stop it. I was able to print almost perfect benchy with that setting but more taller prints were nocked off.
https://photos.app.goo.gl/fvU3TmTApab688859
Hope it helps you.
Happy printing.