Prusa mini extrusion troubles
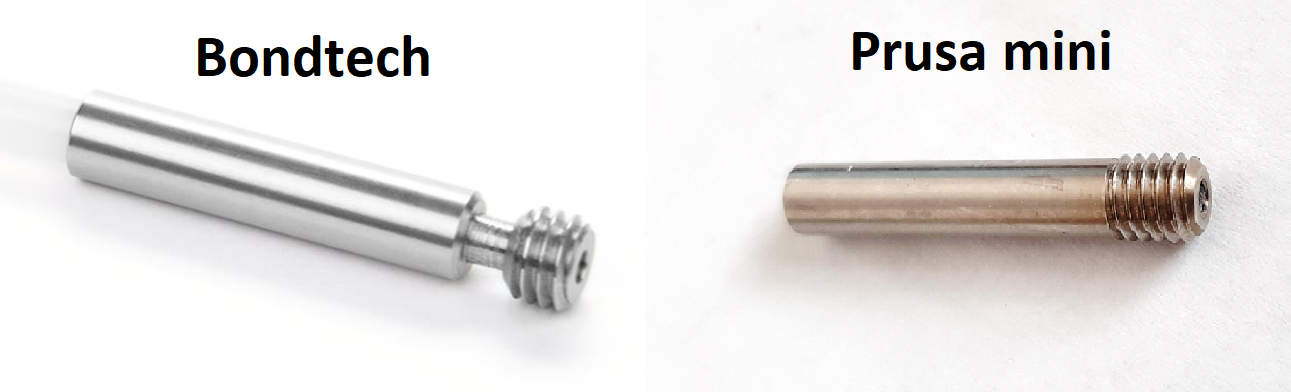
Long troublesome story short: Got the mini ~2 weeks ago, assembled, did testprint, worked OK but not great, tweaked the extruder tension and got better results. Printed the bolt and nut pictured below which was great. Then a massive amount of clicking extruder problems trying to understand what actually happens. Got fed up and installed a bondtech heatbreak. Now sitting with a printer that can print well semi randomly but overall is pretty useless.
Now it randomly seem to push way too much plastic out creating the nasty inconsistent print quality.
The filament seem to retract as it should. Material used is prusament pla. What am I looking at here? I dont understand this kind of behavior from the hardware.


RE: Prusa mini extrusion troubles
I did investigate some more and narrowed the problem to after the extruder gears for certain by feeling the travel speed of the filament entering the extruder and confirming the travel speed was unchanged when the hotend would ooze out a big blob. Tried severe under extrusion settings just to see the effect be reduced by the extra space available for the blobbing.
My hypothesis was that something after the extruder gears caused pressure buildup resulting in elastic energy stored that then would release semi randomly. Disassembled the hotend again and ended up turning the teflon tube in the heatbreak pipe the other direction. Was more straight cut in one end than the other which was slightly angled like a shallow drillhead. Also tried silicone spraying friction components like the bowden tube inside.
Quite certain the heatbreak tube did the change and the printer is now back to printing very fine prints.
I find it hard to believe that such a tiny change has the observed dramatic effect, but that is what it points towards.
RE: Prusa mini extrusion troubles
Wow - you're changing a lot of variables at once trying to get this working.
"Then a massive amount of clicking extruder problems trying to understand what actually happens. Got fed up and installed a bondtech heatbreak."
If you installed a bondtech heatbreak you now have a non-standard Mini and any suggestions here will be thoughtful guesses. What led you to this particular modification instead of debugging the original equipment? What you need to address is the clicking extruder sounds in the original equipment.
"Disassembled the hotend again and ended up turning the teflon tube in the heatbreak pipe the other direction.Was more straight cut in one end than the other which was slightly angled like a shallow drillhead. "
Hmmm. I haven't disassembled my Mini hotend however with my printer I ordered a spare PFTE hotend tube and it is straight cut on both ends. I know it is beveled on certain pieces like the MMU and the MK3s hotend. If in fact it is beveled, the teflon tube is specifically engineered to be inserted in a particular orientation; it is beveled at one end for a reason. Reversing it now just adds another random factor and failure mode.
I think you've changed a few variables trying to fix this that is going to make it hard to debug and that you need to go back to the original, factory configuration and start from there.
Its not clear how the two pictures relate to your initial test print that was "okay", which is the "better results" and which is the one with a clicking extruder". The second picture looks excellent, the first one looks like there's some under-extrusion in the threads although it changes diameter so its not clear exactly what that is.
Where are you now with your investigation?
RE: Prusa mini extrusion troubles
Thank you for commenting Steve!
Reason I installed a bondtech heatbreak is because the mini heatbreak looks different and has a larger thermal conduction area above the heatblock than other extruders I have been using over the years. Just seemed like a risky design that could be a source to problems. I had no hard evidence/measurements to this when changing, I just knew the system I had worked very bad especially when printing brims. (likely they increase resistance to tip the scales into problems)
The printer is now running flawlessly over the past few prints, since I did the change with turning the tube. Worth noting is that the extruder haven't clicked since switching to the other heatbreak. Instead of clicking it was the blobbing that was the error symptoms.
Over all the mini extrusion system seem to be a very sensitive design, as I see many posts/videos on the particular subject, but I am sure it can work with the original heatbreak, many have well working systems too.
The main difference between the bondtech and the prusa heatbreak is the waist. One could argue it is a different system now, but the fundamentals are the same and the system still seem very sensitive to a perfect ptfe tube installation to work. Just like before the switch.
At the bottom a print quality comparison for before and after turning the ptfe heatbreak tube. Thats the status right now and no further actions needed 🙂

RE: Prusa mini extrusion troubles
I spoke too soon, but also got some more insights.
The problem came creeping back, and I thought what changed? I had not disassembled the hotend since the last "fix". So I thought maybe the silicone spray in the bowden tube did have an effect after all, and was now getting worn away.
Below are three pictures in chronoligical order. First buddy was printed without any changes made. Second one was printed after I had made sure there were no nozzle problems. Thrid buddy after new silicone spray was applied in the bowden tube.
So the third print is beautiful, and I am now leaning towards that friction in the quite heavily bent bowden tube is a real culprit. Have not made any changes to this yet, but I am contemplating a longer tube for a less narrow bend. That would be the "easy fix". A more complicated one would be to move the extruder, but then the machine wouldn't be as space efficient.
Maybe another grade of bowden tube could help as well. I have heard that different brands of bowden tube can have big differences in friction.
At least it is pretty clear in my case that the friction in the tube has a big effect on print quality. Tension is built and the extruder doesnt have precise control over extrusion anymore.
Buddy1 (nothing changed when extrusion problems came creeping back)

Buddy2 (check that nothing wrong with nozzle)

Buddy3 (new silicone spray in bowdentube)

RE: Prusa mini extrusion troubles
I am having some similar issues in my new mini as seen here
I am checking the WD specialist Dry PTFE but I am not pretty sure where you mean to apply it. Do you apply it to the heartbreak or to the internal of the tube itself?
RE: Prusa mini extrusion troubles
Wow, you are really complicating something that is already not working. First of all...
"...silicone spray was applied in the bowden tube" - you should not be contaminating the filament with anything, period. You are now mixing plastic with silicone and heating it together to high temperatures. Contaminants will change the characteristics of the print (strength, extrusion, etc.). (Even if this by some miraculous fictitious set of circumstances this was required, you would now need a system to constantly apply the lubricant to the tube...this is silly).
"...friction in the quite heavily bent bowden tube is a real culprit" - it isn't a culprit of anything. First off, Prusa prints hundreds of thousands of hours using that very exact bent bowden tube in their factory every week. Your printer was printed with that very exact bent bowden tube. It works perfectly for thousands of Mini owners. BTW the MMU2S has even MORE bend in the PTFE tube and it works perfectly fine. If you ever guide the filament by hand through that tube you see its relatively effortless, easily within the capabilities of the E-axis.
Just to verify, you are using the latest Mini firmware, latest Prusa slicer, and all default settings for the slicer?
RE: Prusa mini extrusion troubles
Yes using latest firmware. Slicing with mini profile for prusament pla.
Lubricating the tube was logical as it revealed information. Friction is a big factor in this case. The minisckle amoung of silicone that mighg dnd up in the hotend might or might not have an effect on anything. Not trying wouldnt reveal anything. I dont know about prusa suppliers, but i do know that different bowden tubes makes a big difference in certain other printer applications.
The overall extrusion force needed has certainly gone down with the changes made, as the system hasnt been "clicking" or dug a hole in the filament since heatbreak change.
This case could also be affected by the fact that i did run a 2mm drill through the waist under the cut-rings where the diameter of the tube was very tight. To a degree that i could feel some resistance by just pushing filament by hand. So not unheard of that the tube is now affected beyond repair (looks visually fine though)
Have made several prints and a pair of large ones since my last post with flawless quality. I will be going the route of changing tube to see if that can finally make this machine as consistent and reliable i hope it to be. Gonna see if prusa supplies spare tubes but also want to compare to capricorn tubing.
RE: Prusa mini extrusion troubles
I think that adding lubricant and contaminating your filament is a bad idea. Maybe this is a case of a bad PTFE tube. Or maybe the PTFE tube was tightened too much in certain points and the filament has friction problems. What I would recommend is to change your PTFE tube (from extruder to heatbreak) and then see the results. Also check your tension screw again.
Original Prusa Mini + Smooth PEI
Prusa Slicer 2.6.0
RE: Prusa mini extrusion troubles
"...i did run a 2mm drill"
I usually start every help session with the question "Did you modify anything on your printer?" although unfortunately I didn't here, but now you see why I start this way based on your statements - you failed to mention this modification earlier. Usually by the time users post their issues they have unfortunately already made modifications that they don't mention, which detracts from solving the real problem.
Realize the starting point - if every component is working properly then the printer works properly. Period. Conversely, if your printer is not working properly then one or more components are not working properly. What this means is the engineering design of the printer is sound, which means no modifications are necessary for a properly working printer. A component may not be working properly, but you re-engineering the printer with modifications or different parts from what Prusa used is absolutely not necessary. And the proof is very simple - right now there are thousands of Prusa Mini printers at the Prusa factory running around the clock printing parts with the very same PTFE tube that is on your printer. So the PTFE tube is obviously not the problem (unless by chance you somehow received a defective one - in which case the solution is very simple, replace the tube).
"The minisckle amoung of silicone that mighg dnd up in the hotend might or might not have an effect on anything." Just to reiterate - the filament should not be contaminated, PERIOD. It will have an effect on the print, whether noticeable or not because you are no longer extruding only plastic. And it is certainly not a "minuscule" amount if it needs to be added regularly for lubrication, which it does by your definition. (The silicone is consumed as it attaches to the filament as it passes through and picks it up - therefore it needs to be replenished. If it doesn't need to be replenished then it wasn't the issue to begin with, right?!?) However this is all nonsense and secondary to the fact that the friction in the PTFE tube is NOT the problem and never was, your issue is something else. Realize that tens of thousands of Prusa Mini's (including mine) around the world are printing just fine with that same original PTFE tube. Friction is not an issue.
I suspect you will continue to have issues in the future but for now it sounds like it's currently working for you and you are satisfied with the results so best of luck and happy printing!
RE: Prusa mini extrusion troubles
"...i did run a 2mm drill"
I usually start every help session with the question "Did you modify anything on your printer?" although unfortunately I didn't here, but now you see why I start this way based on your statements - you failed to mention this modification earlier. Usually by the time users post their issues they have unfortunately already made modifications that they don't mention, which detracts from solving the real problem.
Realize the starting point - if every component is working properly then the printer works properly. Period. Conversely, if your printer is not working properly then one or more components are not working properly. What this means is the engineering design of the printer is sound, which means no modifications are necessary for a properly working printer. A component may not be working properly, but you re-engineering the printer with modifications or different parts from what Prusa used is absolutely not necessary. And the proof is very simple - right now there are thousands of Prusa Mini printers at the Prusa factory running around the clock printing parts with the very same PTFE tube that is on your printer. So the PTFE tube is obviously not the problem (unless by chance you somehow received a defective one - in which case the solution is very simple, replace the tube).
"The minisckle amoung of silicone that mighg dnd up in the hotend might or might not have an effect on anything." Just to reiterate - the filament should not be contaminated, PERIOD. It will have an effect on the print, whether noticeable or not because you are no longer extruding only plastic. And it is certainly not a "minuscule" amount if it needs to be added regularly for lubrication, which it does by your definition. (The silicone is consumed as it attaches to the filament as it passes through and picks it up - therefore it needs to be replenished. If it doesn't need to be replenished then it wasn't the issue to begin with, right?!?) However this is all nonsense and secondary to the fact that the friction in the PTFE tube is NOT the problem and never was, your issue is something else. Realize that tens of thousands of Prusa Mini's (including mine) around the world are printing just fine with that same original PTFE tube. Friction is not an issue.
I suspect you will continue to have issues in the future but for now it sounds like it's currently working for you and you are satisfied with the results so best of luck and happy printing!
Its hard to take you serious with the general tone and the certainty you claim various things. I know for certain that the printer as delivered only was capable of printing a small showpiece or two without problems. As soon as larger parts with brims etc was printed the troubles began. This is the only printer out of 6 that I have (a few cartesian, a delta, markforged m2 etc), to fail at basic functionality from the getgo. Online there are many examples of people of various experience posting videos and threads about extrusion problems with the prusa mini. 90% of the people with problems probably dont make videos.
Obviously there is some factor that causes this, be it engineering solutions that doesnt allow enough leeway in hotend assembly or variations in sourced parts to name two possibilities. Regardless something isnt optimal, and with your certainty of the opposite, please provide a good explanation to why so many people are having issues. I didnt start fiddling with the mini because I wanted to.
It's pretty self explanatory that the filament shouldnt be contaminated, but as with everything in this world, it isnt 1 or 0. The silicone isnt grease, it doesnt stay wet, and it was a temporary test to verify if a change in friction through the bowden tube made any difference. And it certainly did at that stage. To contest your statement about me getting further problems I'd like to underline that I made action and tried several things to get forward, solved (or circumvented) the problem(s) and I fully believe is the correct attitude to progress and innovation. Sitting around staring at the printer will not help.
RE: Prusa mini extrusion troubles
My first week with my new Mini went fine, then the clogs began.
Based on the experience of others, I installed a Bondtech heat break (with the included PTFE tube), a Bondtech Dual Gear Extruder and (on my own) Capricorn tubing for the Bowden tube. Finally I ran a new PID sequence and put those numbers and the the ones supplied with the extruder into the “before printing” custom G-code section of Prusa Slicer.
Result: Dozens of hours of trouble free printing with both PLA and PETG. To date my longest print has been 18 hrs.
Was the dual gear extruder necessary? Probably not, but I have a need to print with some flexible filament and as long as I was going to tear down the hot end for the new heat break I wanted to do the mods all at once.
I believe that in building the Mini “to a price point” and using a less expensive straight heat break rather than one that is “stepped “ to do it, they have made a poor engineering decision that has caused users, many of then new to 3D printing, no end of problems.
What I cannot understand is why they don’t admit their mistake and fix it. Prusa has one of the best reputations in the industry and is beating it down when the cost to fix this problem is so low. Too much ego?
RE: Prusa mini extrusion troubles
Have you found a solution?
RE: Prusa mini extrusion troubles
Based on the experience of others, I installed a Bondtech heat break (with the included PTFE tube), a Bondtech Dual Gear Extruder and (on my own) Capricorn tubing for the Bowden tube. Finally I ran a new PID sequence and put those numbers and the the ones supplied with the extruder into the “before printing” custom G-code section of Prusa Slicer.
This is a lot of changed variables. Do you have any insight into which modification actually solved your printing issues? Did some help more than others?
RE: Prusa mini extrusion troubles
No. I left the machine stock until it started having jams and inconsistent flow issues. As long as I was going to take things apart to install the new heat break, and I intended to print flexible filaments later, I installed the Bondtech dual extruder at the same time.
I suspect that the Bondtech heat break and the Capricorn tubing alone would be sufficient. Together they would keep the internal temperature of the heat break below the temperature where the PTFE tube would shrink and allow filament to “sneak” around the tip and form a bulb that causes the jams.
The Capricorn tubing may not be necessary, but is inexpensive and I already had it.
If cost is an issue, do them one at a time I just wanted trouble free printing and all three at once fit my requirements.
RE: Prusa mini extrusion troubles
I am starting to have some jams after 1 year of printing. I tried to remove my grub screws but on is stuck and rounding. I am going to have to use a screw extractor.
--------------------
Chuck H
3D Printer Review Blog
RE: Prusa mini extrusion troubles
@cwbullet
Try a Torx screwdriver first. You may be able to loosen it enough to replace it
RE: Prusa mini extrusion troubles
@alex-hung
THANKS. I am going to have to find one.
--------------------
Chuck H
3D Printer Review Blog
RE: Prusa mini extrusion troubles
To fix uneven layers I'd suggest checking the bolts that hold the tension pulleys in place (there's one on the end of the X axis and one on the Y axis on the very front of the machine). I had the one on the X axis tightened by mistake and I think it was causing rubbing and jamming which was most likely causing tiny jumps in the head movements and loads of issues especially on jerky prone prints (where the head moves a lot, in vase mode I could not see any layer shifts at all). Not saying this is definitely it, but perhaps worth checking.
RE: Prusa mini extrusion troubles
I am going to have to use a screw extractor.
If you find a screw extractor that small (3 mm) let us know where you got it. And remember to use an extractor you have to drill a hole (probably 2 or 2.5 mm) in the screw for it to work. That will be difficult to do with a screw that small and still on the printer.
If the hole in the screw is not too rounded out, you can glue in the tip of Allen wrench with a little JB Weld. Clean both the screw head and the tip of the wrench with alcohol or acetone first to make sure it bonds well. Let it cure for at least 24 hrs before trying to remove the screw. JB Kwick by the same company sets faster (about 5 min) but has less strength. It might be easier to use rather than figuring out a way to hold the wrench in place until JB Weld sets (3 hrs). Either way make sure you don't glue the screw to the housing!!
After the wrench is removed you can usually scrape the epoxy off with a hobby blade or if all else fails, heat it with a propane torch.