New printer… only one successful print…
I received a new (part assembled) Mini+ last week.
I managed to get a successful test print (Prusa logo) after a little trial and error (I needed to be less conservative with z-offset). The first layer calibration tests were looking good…
Until… (da da da!) I changed the print bed from the textured spring steel sheet to the smooth steel sheet _and_ changed the filament. The printer jammed the print head into the sheet a little and the print was ruined. I hadn't realised that changing the sheet needed a z-offset change. Oops.
However from that point onwards I've been unable to successfully print the calibration print. I can sometimes manipulate z-offset so that the zigzag is correct but by the time the solid square is printed in the back left the print is failing. I'm hearing a lot of clicking from the extruder and when that happens the nozzle doesn't seem to be extruded.
I've tried making sure the Z tower is not at an angle - tightened the screws connecting the two half together. I've bed levelled what was a pretty steep incline using the screws in the X arm as per the instructions - and now the bed angle seems pretty good. The footpads are on the aluminium 8020 and not the plastic end-caps as per the manual.
Wondering if there's debris in the nozzle I've heated filament up hot enough so I can manually extrude filament and cold pulled a couple of times. The nozzle seems very clear and I'm able to feed filament through it by hand and by manipulating the E axis.
I have not yet opened up the inspection door/taken apart the extruder to see if there's anything in there causing problems (removing the screw to the inspection door is a pain - it won't remove all the way - design flaw perhaps?)
At a bit of a loss at this point - any suggestions?
RE: Every beginning is difficult
Hey Jonathan,
yeah, you learned it the hard way, that you need to change the Z-Offset if you are switching your print beds.
Hopefully you are still able to print with the smooth PEI Sheet and didn't destroy it completely. Judging from your story, I would say that you will definitely see marks on your first layer when you will print over the part of the sheet where the nozzle scratched over. That would be a reason for me to get a new one.
And by the way, it is always very helpful if you can provide a picture of the failed print.
Anyhow, if your nozzle scratched over your bed, I would check the following:
1. Check if you can see filament leftovers on the gear that extrudes the filament. You just need to lift the inspection door, you don't have to disassemble it. If so, take a toothbrush or something similar to clean it properly. Let the gear spin (with or without filament, doesn't matter) and clean it on the whole circumference. Afterwards, I would reload filament and use the "purge" function to check if the extruder skips. It asks you to clarify if the color is correct or not, just say no and do that a few times. If it doesn't skip (so there are no new filament leftovers on the extruder gear) your extruder shouldn't be the problem.
I think there is no reason to fully disassemble the extruder.
Give it another go and post a picture of the print if it still fails.
2. Another thing I would check (that doesn't really correlate with your printing issues, I guess), if your X or Y Axis is bend after the crash. The print bed and as well the X-Axis can get bend pretty easily. You would need pronterface or a similar terminal software (Octoprint etc) and run a G28 followed by a G29. The printer will display the measured values of the Bed Leveling procedure. Copy the values to the following link:
https://bbbenji.github.io/PMSBLM/
It will show you the bending of either the X- or the Y-Axis. Would be great if you can provide a screenshot of that as well.
Check the two things and let me / us know what the results are.
Electrical EngineerWorking on master’s degree in electrical engineering
Media
Here's the levelling output. It was a lot worse yesterday but I managed to get it to this level now (via the screws on the X arm from the guide):

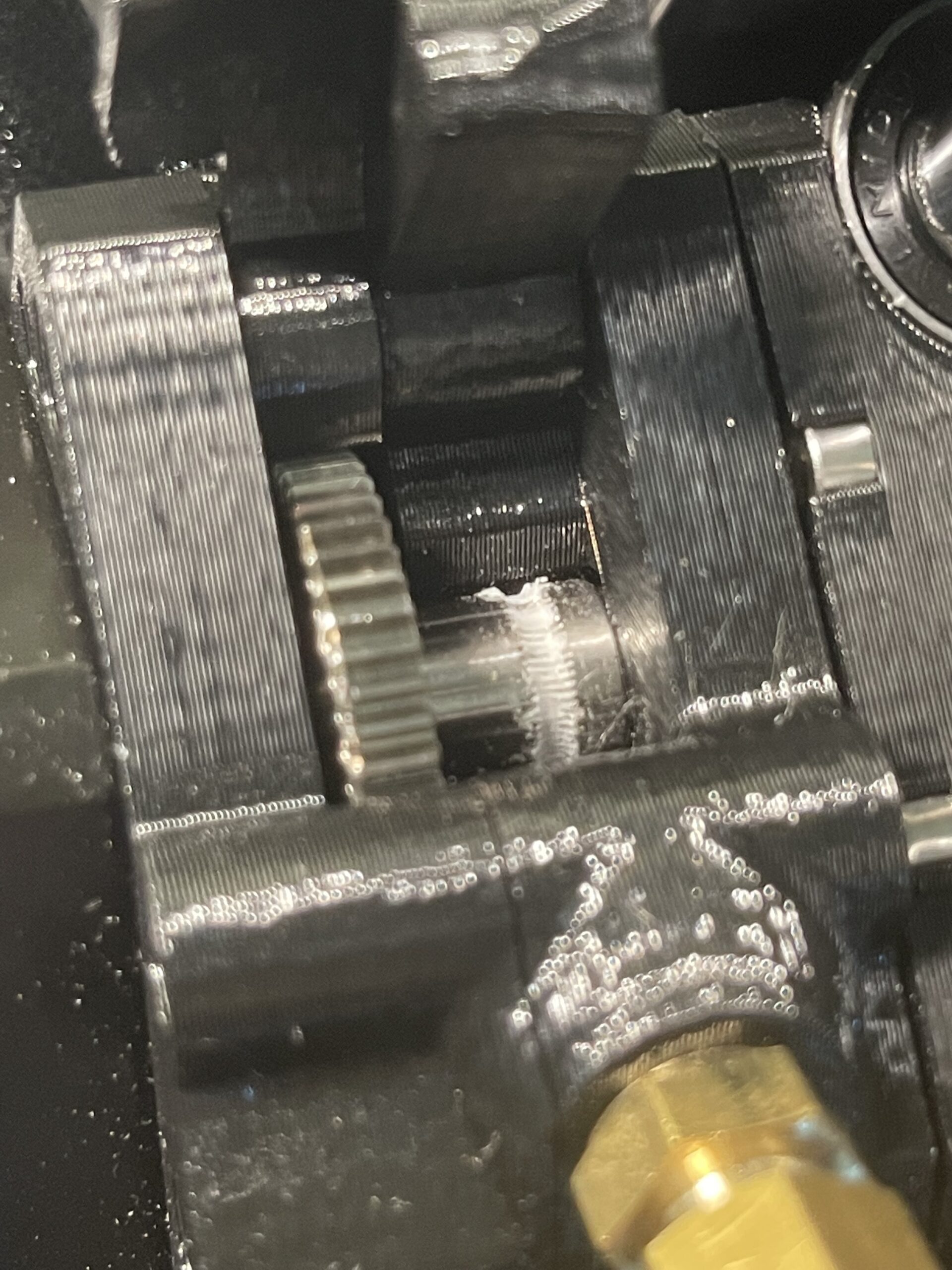
And the inspection door was tight. I didn't realize it just need a bit of assertiveness. The gaps between the teeth of the extrusion gear were pretty jammed with the light grey filament i've been using. A bit of cleaning didn't really help very much.
Here are two videos showing printer in action:
http://schwa.io/files/Purge.mov - shows the printer purging filament just fine without resistence.
http://schwa.io/files/Misbehaving.mov - shows the first layer calibration. I'm unable to dial in the z-offset successfully and midway through the print the extrusion stops.
Before the incident I was able to successfully calibrate and a z-offset of ~1.4 would be enough to get the filament nice and bonded to the build plate throughout the entire run.
Now - if I start at z-offset 0, it extrudes too high and I need to rapidly get to -1.2 or lower to get it to adhere to the plate. However I'll rapidly start getting extruder clicks once I hit 1.2 and extrusion will halt altogether.
So the leveling output looks horrible in my opinion. Across the bed there is a deviation of over 1 mm, that's actually nearly 5 layers when you are printing with 0.2 mm layer height. That could possibly be the reason why you get inconsistent first layers. I just upgraded to the "silicone mod". --> https://github.com/bbbenji/PMSBLM
It's very cheap and you will get deviation down to nearly nothing, I can't even see the z-axis moving on the first layer, so there is no compensation at all. The quality and the repeatability of the first layer is nearly perfect after the mod.
The extruder gear also looks quite terrible. The picture you provided shows that there is actually not a single tooth that can grab into the filament because of the leftovers. You definitely want to clean it properly, maybe you need to disassemble the extruder (not that hard) to get good access to the gear. I'm still thinking that this is the main problem.
Unfortunately, I'm not able to see the movies.
Electrical EngineerWorking on master’s degree in electrical engineering
Yeah I cleaned the extruder pretty well now and it looks and seems to act pristine.
I'm still seeing much the same issue and I assume now it's due to bed levelling. It seems odd to me there's no way manually adjust the bed along the Y axis. I'll take a look at the silicon mod but will probably just open a support ticket now. This is getting a bit silly for a new printer even if I did have one "oops" moment for it.
Thanks for your help.