inconsistent (over-) extrusion on thin vertical features
I've managed to mitigate most of the common issues with the Prusa mini discussed in the forum but have one left that leaves me scratching my head: I'm experiencing inconsistent (over-) extrusion on thin vertical features (see picture of single cone, top part). But the problem does disappears completely if there's something more massive to print on the same layer hight (see picture of cone pribted with cylinder beside). I'm guessing it has something to do with heat creep and retractions, and maybe the cylinder serving as sort of a purge tower.
Any help or insights concerning would be highly welcomed.


RE: inconsistent (over-) extrusion on thin vertical features
Hi,
this is over heating because the plastic does not have time to cool before the next layer is laid down...
with the second pillar, the print head moves away from the spire, to print the pillar, letting the spire cool...
Most common with PLA Models
you can play with the cooling settings in the filament settings, making sure that the part cooling fan is running full speed and the printer is slowing down for layers with a short print time...
Or you can print two instances of the model and hope the travel time is enough for cooling...
Another possibility is reducing the nozzle temperature by layer height... (Assuming your Slicer can do that)
In Prusa Slicer you can use custom Gcode on the layer change option... 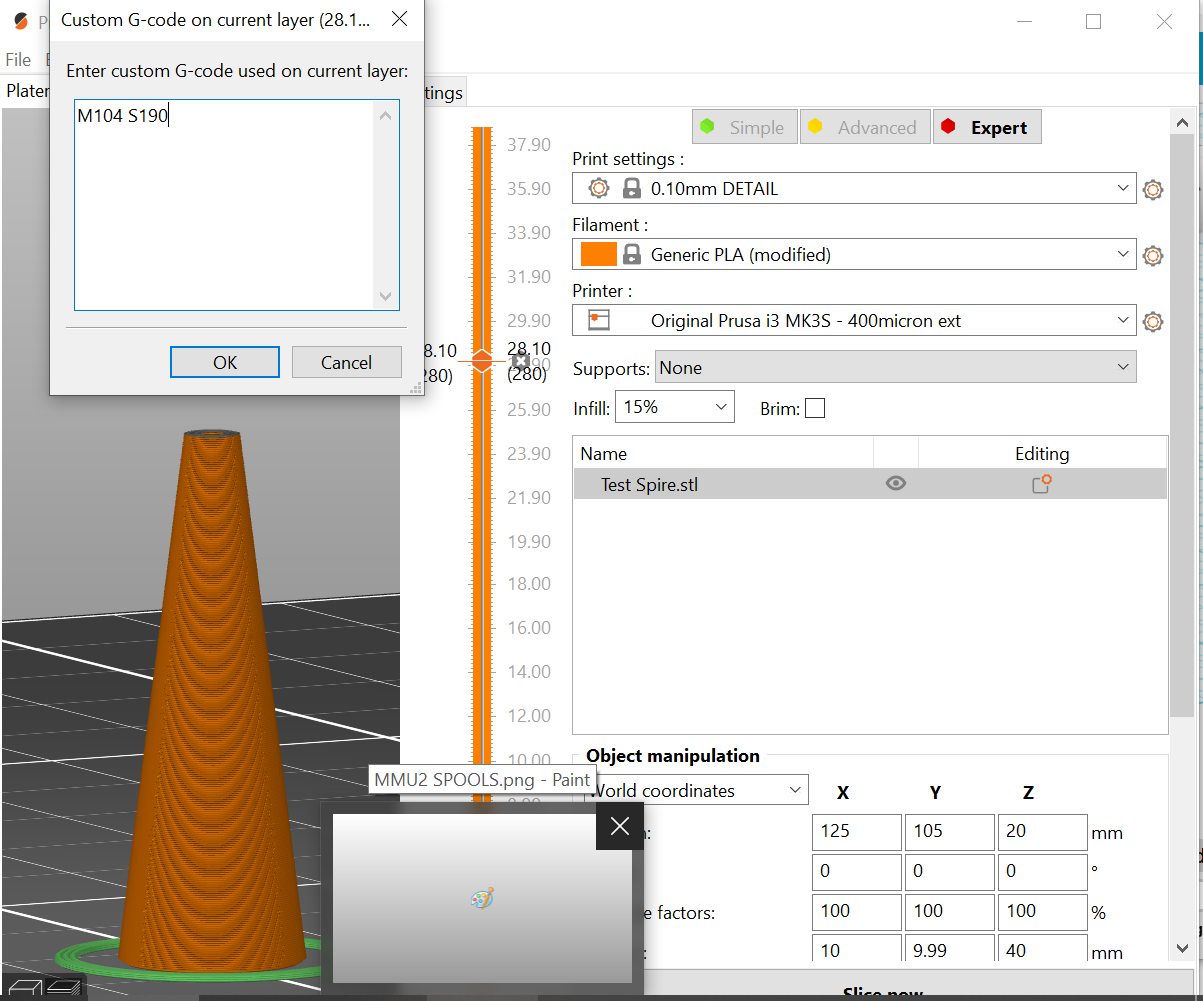
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: inconsistent (over-) extrusion on thin vertical features
Hi Joan
Thank you very much for the various suggestions! I changed the settings to get the part cooling fan to run at 100% speed and tweaked the setting for slowing down for layers with a short print time, and got much better results. Still not as good as when printing another large object beside it, but getting close. I will look into the "reducing the nozzle temperature by layer height" option as well.
Thanks again!
Christian