Help solving first layer issue
Hello guys,
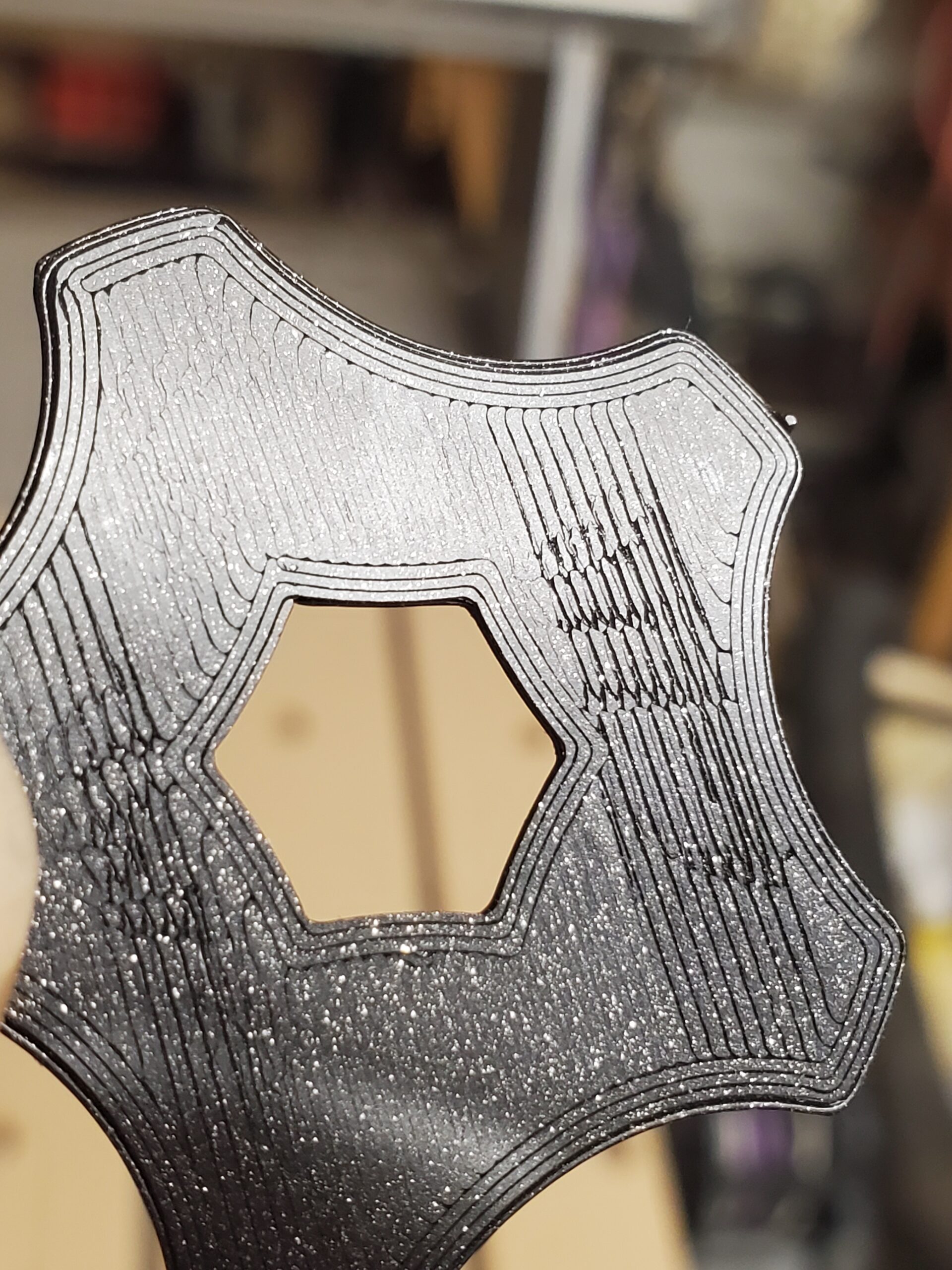
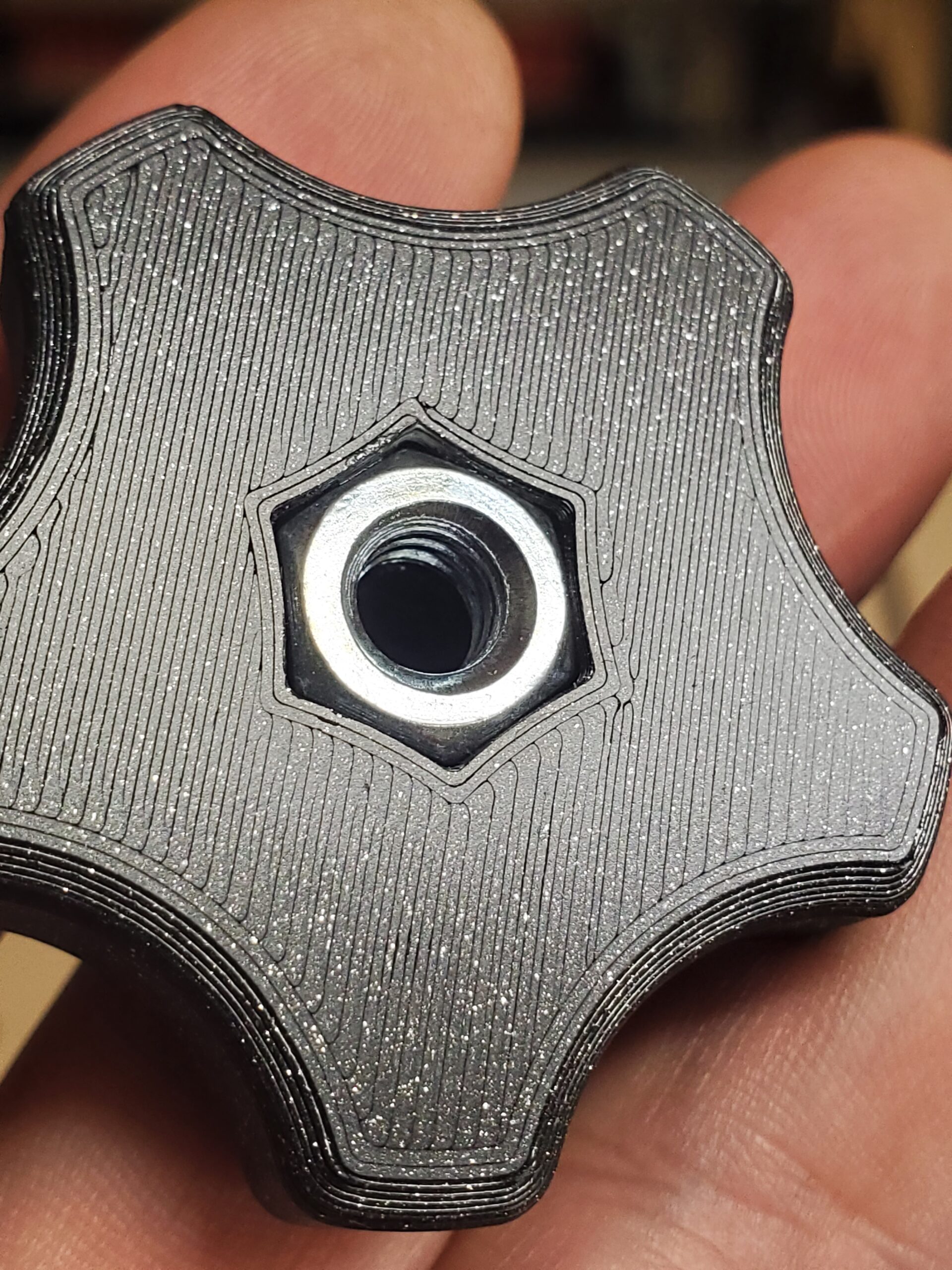
I was hoping I could get a little help solving this weird first layer issue I'm having. I've only had my two Prusa Mini+ machines for a couple of weeks now. They've been running pretty non-stop though. Initially, I printed a few knobs in the Galaxy Black PLA (2nd picture) and the first layer came out really nice and consistent. I printed upwards of 12 of these and they all came out great like that. Recently, I tried to print some more and I keep getting the same problem (as seen in the first picture). Regardless of nozzle height above the bed, I get these odd patterns and some under-extrusion (always in those same spots). I've even tried the nozzle height too low on purpose, to the point where the back of the first layers has rough ridges from the extruded PLA having nowhere to go but up. Still, it resulted in the same odd patters. Even in the good areas of the print, you can see an odd pattern to it. The weirdest part of this is that it's happening now with both of my Minis and in the same spots. I went back and tried the original print file I used before in case there was something odd going on with my slicer settings, but the original print file did the same thing.
The main difference now is that the Minis are both mounted to Warboss Mini Bases. I thought that maybe the spool being under the base now might be causing some extruder binding/inconsistency, however, even after setting the spool back on the included spool holder, I still got the same results. I pull the extruder apart on one of the Minis to clean in thoroughly and I tensioned the idler arm a little further. I also used an acupuncture needle to clean out the nozzle a bit. I had printed a lot of PETG parts between these two sessions with the PLA knobs (though I printed quite a few PLA parts after and since, so it really shouldn't have anymore PETG in there). I also cleaned the smooth PEI bed with the included isopropyl alcohol wipe to see if that would help (no change). I'm really stumped at this point and a bit bummed. I was really looking forward to trouble free first layers from Prusa after my rough/inconsistent experiences with Creality products. Any ideas about what could be going on here? Thanks ahead of time for your input on this!
FYI: I haven't tried completely replacing the nozzle yet and that's probably next on my list for troubleshooting...
RE: Help solving first layer issue
You mentioned using PETG inbetween, and
I printed quite a few PLA parts after and since, so it really shouldn't have anymore PETG in there
-if there were remains of PETG in hotend (and there were), then keep in mind that PETG melts at higher temperatures than PLA. And so, using PLA afterwards probably won't clean-up all PETG remains.
I'm not talking about remains inside nozzle. Those remains are extruded together with PLA (even at 210-215C) after a while. More problematic are the remains at the very bottom of PTFE tube inside heatbreak. At that spot, temperature is lower than heatblock temperature, however still high enough to keep filament soft at unloading. Some of it will stick and stay there -and will (partially) block PLA extrusion afterward.
[Mini+] [MK3S+BEAR]
RE: Help solving first layer issue
You mentioned using PETG inbetween, and
I printed quite a few PLA parts after and since, so it really shouldn't have anymore PETG in there
-if there were remains of PETG in hotend (and there were), then keep in mind that PETG melts at higher temperatures than PLA. And so, using PLA afterwards probably won't clean-up all PETG remains.
I'm not talking about remains inside nozzle. Those remains are extruded together with PLA (even at 210-215C) after a while. More problematic are the remains at the very bottom of PTFE tube inside heatbreak. At that spot, temperature is lower than heatblock temperature, however still high enough to keep filament soft at unloading. Some of it will stick and stay there -and will (partially) block PLA extrusion afterward.
Thanks for the reply! Maybe I'll try extruding the PLA at around 240 for a minute or so to see if that might help clear any remaining PETG up near the PTFE tube out. I'm sure it's not good to keep PLA at those temperatures for long, so I'll try to not hang out at those temps long. Definitely worth a shot.
RE: Help solving first layer issue
Did it work?