Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Hallo zusammen,
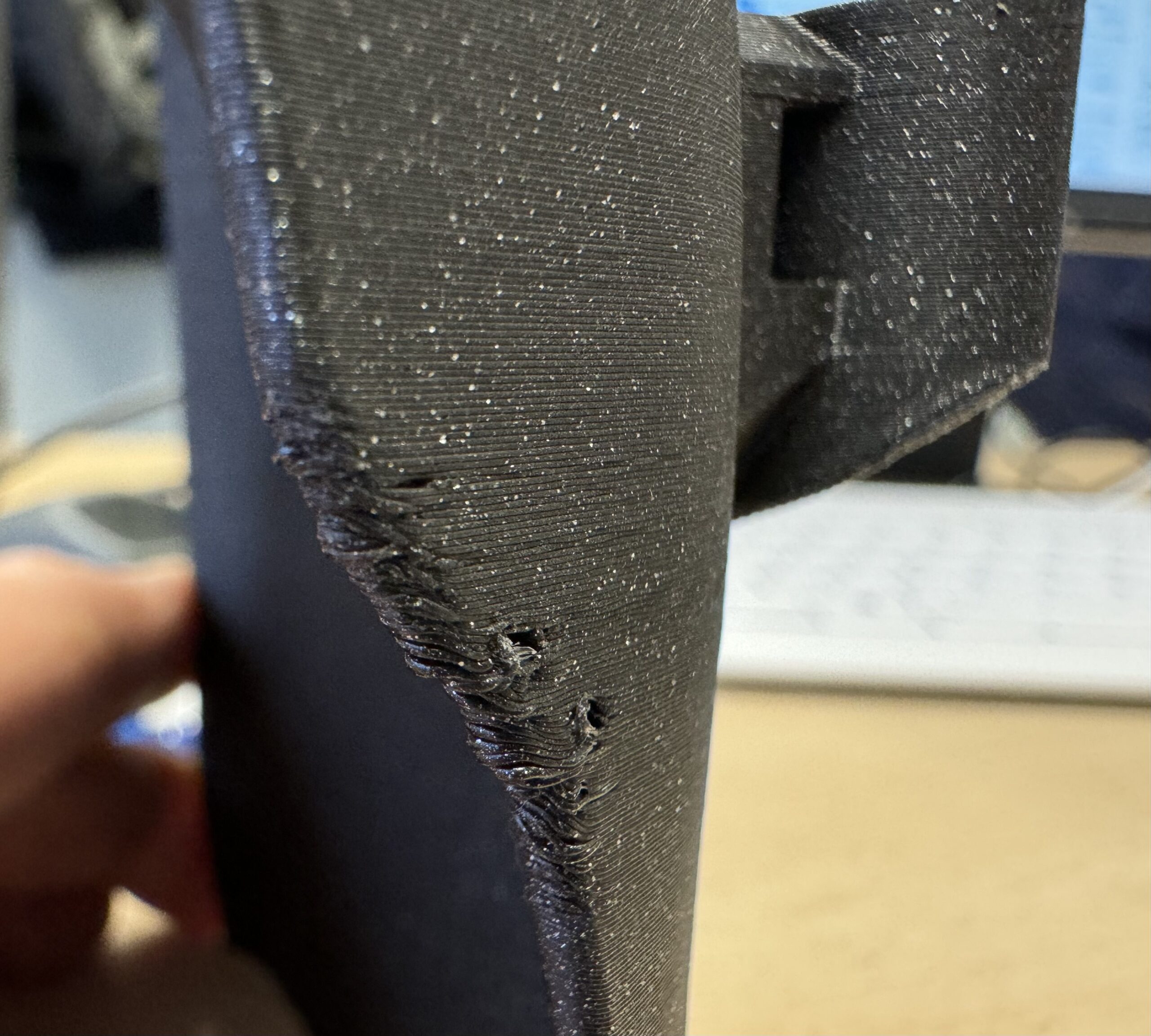
ich habe bei angegangenem Teil Probleme im Bereich des Überhangs die soweit führen dass er Drucker auf Spaghetti-Produktion umschaltet:
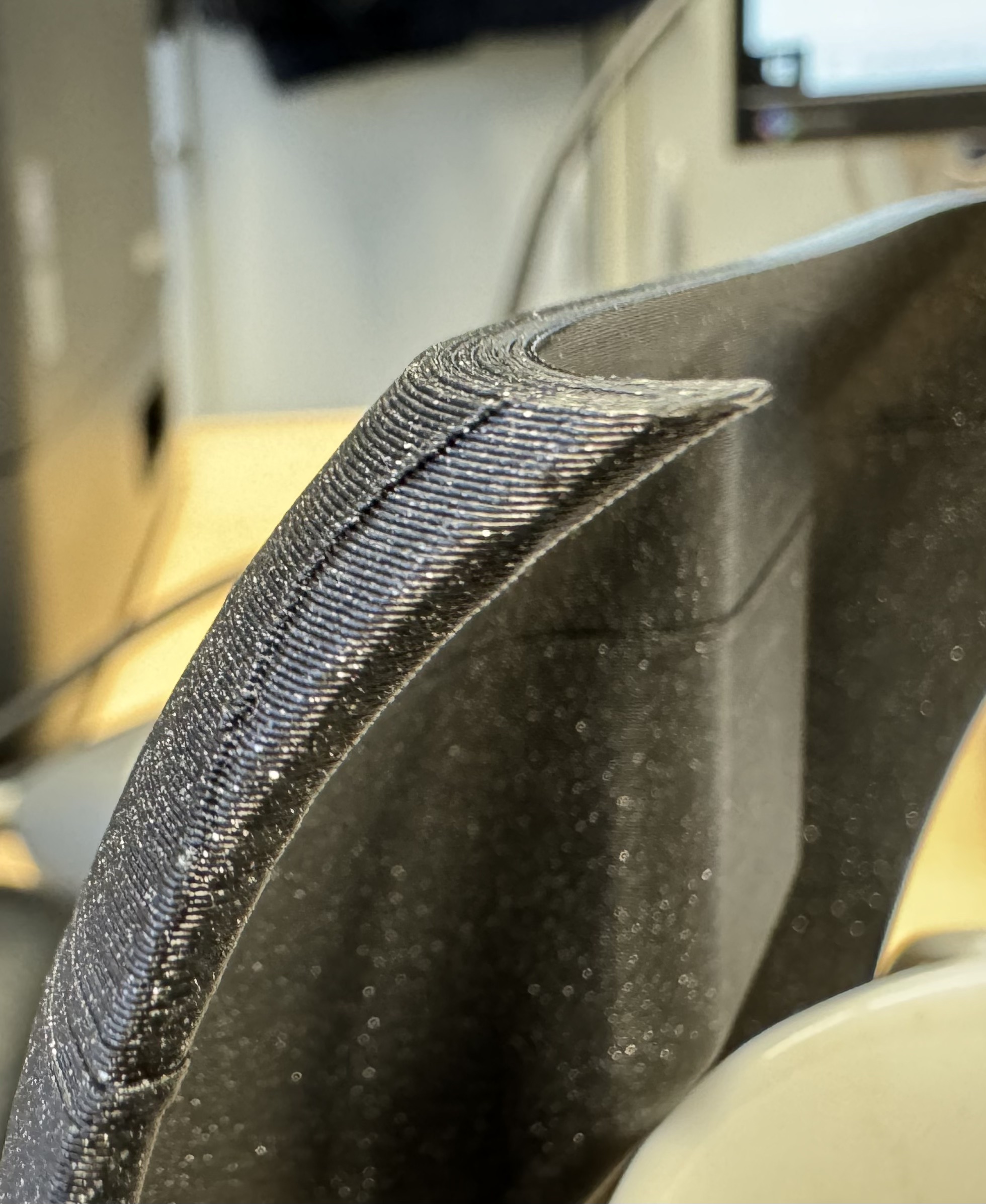
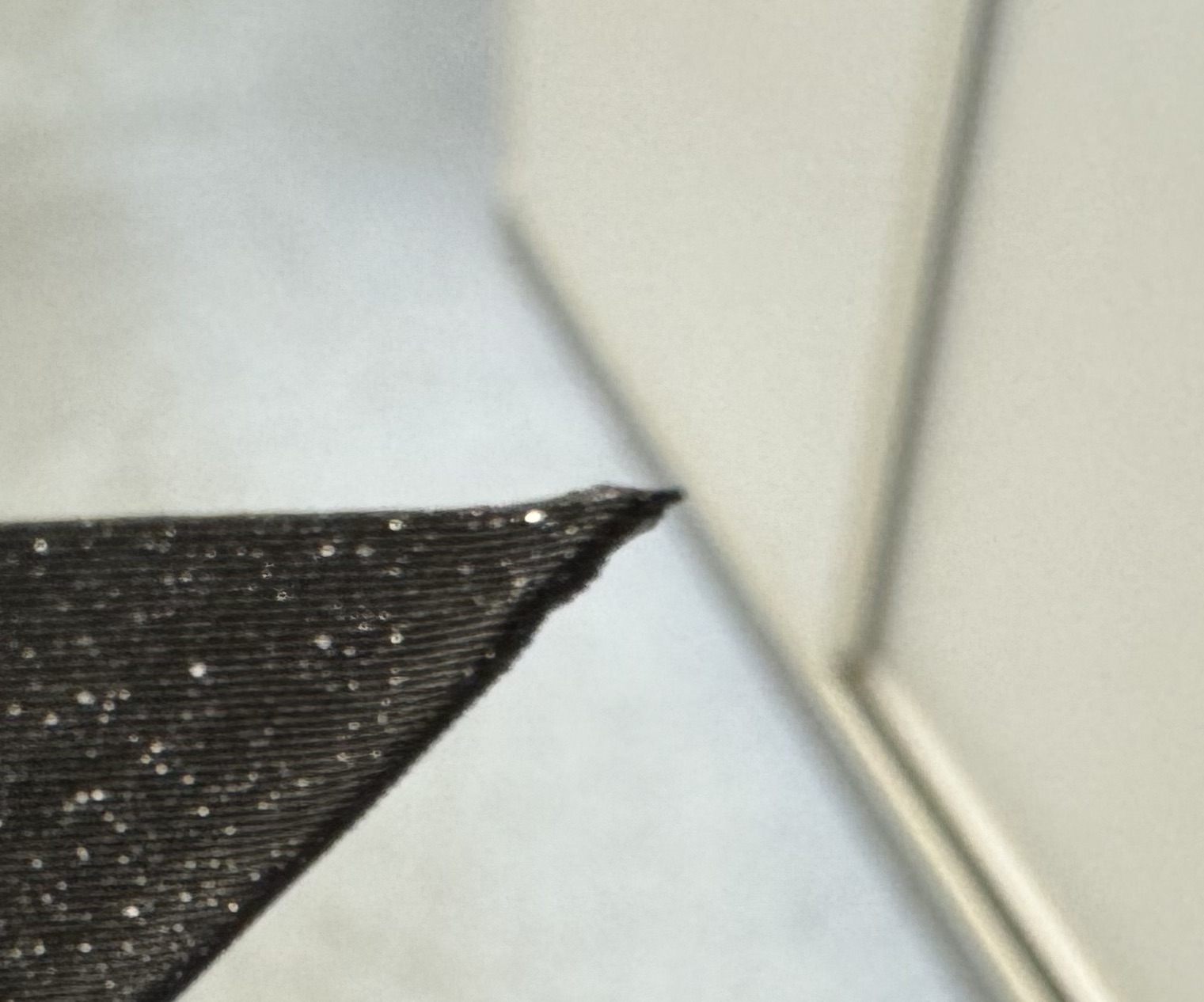
Das Filament baut sich im Bereich der Umkehr in Z-Richtung etwas auf so dass die Düse am Bauteil hängen bleibt. Auf der anderen Seite des Teils ist die Geometrie ähnlich, hier gibt es überhaupt keine Probleme. Zuerst dachte ich es läge an der Position der Naht, die lag beim ersten Versuch an dieser Stelle. Ein Verlegen der Naht hat aber nicht geholfen. Als das Problem dann wieder auftrat reduzierte ich die Druckgeschwindigkeit während des Drucks bis auf 70%. Dennoch ging der Druck später schief. Weitere Änderungen im Slicer habe ich noch nicht gemacht, siehe Angaben unten.
Ein fast identisches Bauteil mit noch dünnerer Wandstärke ließ sich völlig problemlos drucken. Seit ich die Geometrie leicht geändert und die Wandstärke auf 2,5mm vergrößert habe treten die Probleme auf.
Drucker: Mk4, wenige Druckstunden jung
Slicer: PrusaSlicer 2.7.1
Drucker: Original Prusa MK4 Input Shaper 0.4 nozzle
Filament: Prusament PLA Galaxy Black
Einstellungen: 0.20mm Speed
Modifikationen: Infill 25% Gyriod, 4 Wände, 10mm Rand
Ansonsten alle Einstellungen und Temperaturen aus dem originalen Prusa-Profil.
Im nächsten Versuch würde ich das Teil mit 0.20 Structural slicen, alleine weil mir die brutalen Geschwindigkeitsunterschiede zwischen den Layern bei diesem Teil nicht gefallen und ich mich frage ob die "Kuvengeschwindigkeiten" einfach zu hoch sind. Mich wundert aber dass es auf einer Seite problemlo geht, auf der anderen nicht.
Hier ist der G-Code:
Luftleitblech_2024-RE_0.4n_0.2mm_PLA_MK4IS_2h54m.bgcode
Irgendjemand eine Idee?




RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Weitere Angaben:
Der Drucker steht im original Prusa enclosure, gedruckt wurde mit offenen Türen. Raumtemperatur ca. 21,5°C. Laut mitgelieferter Anzeige des Enclosures waren es im späteren Verlauf ca. 26,5°C im Gehäuse. Ich habe allerdings vorhin noch etwas über Temperaturen gegrübelt und festgestellt dass es weiter hinten im Gehäuse eher in Richtung 30° geht, gemessen mit einem Typ K Sensor eines Fluke Multimeters.
Vielleicht war es also mit den 225° Düsentemperatur beim Prusa-Profil in Verbindung mit ca. 30°C Umgebungstemperatur für das PLA doch etwas zu warm.
Ich habe vorhin den kritischen Bereich nochmals gedruckt und festgestellt dass das Druckbild besser ist wenn das Bauteil um 180° gedreht auf der Platte steht, der fehlerhafte Teil also nach vorne. Anschließend habe ich erneut mit 0.2 STRUCTURAL gesliced und siehe da, das sah perfekt aus.
Ich sorge jetzt im Zuge eines Heizungseinbaus im Gehäuse für die Möglichkeit den Lüfter der Heizung separat laufen zu lassen damit ich beim Druck von PLA die Innentemperatur auf Raumniveau halten kann.
Vielleicht geht das SPEED Profil doch etwas zu sehr an die Grenzen so dass bei kritischeren Geometrie und/oder Temperaturerhöhungen kein Spielraum mehr ist...
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Hallo Michael,
im Speed Profil muss der Drucker die entstehenden Vibrationen noch viel mehr ausgleichen. Wenn du dann noch den MK4IS nimmst ist es echt am Limit.
Wie du richtig selbst rausgefunden hast wäre hier ein drehen des Druckteils eine gute Idee und auch das nach vorne ziehen wegen dem Gehäuse.
Wer viel PLA druckt, sollte sich das mit dem Gehäuse echt überlegen. Oftmals wird es darin für PLA zu heiß.
Ein Gehäuse ist super für PC Blend oder ASA, wenn man höhere Temperature druckt oder ein leichter Windstoß den Filamentfluss unterbricht. Da reicht meist schon das vorbei laufen.
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Bitte auch mal bei dünnen Druckteilen mit Rand auf dem Druckbett versuchen zu drucken oder den Vasen-Modus nehmen.
RE:
Das Teil drehen kann u.U. auch helfen, da die Kühldüse nicht in alle Richtungen gleichmäßig pusten kann. Die Luft muß ja irgendwo hin. Zumindest bei den MK3S sind Überhänge nach hinten deswegen schon mal unschön. Auch kann es helfen, langsamer zu drucken, damit besser gekühlt werden kann. Bei ganz kurzer Layerzeit baut der Slicer daher Wartezeiten ein.
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Danke für eure Antworten. Das ergibt alles zusammen ein schlüssiges Bild.
Ich habe das Teil über Nacht vollständig mit 0.2 Structural (Änderungen: 10mm Rand, 25% Gyriod Infill (kommt nur bei den Haltern zum Einsatz), 4 Perimeter (damit das eigentliche Bauteil massiv ist) gedruckt und das kam zu 99% perfekt raus. Die Oberfläche ist mit konstanter Perimetergeschwindigkeit auch viel gleichmäßiger. Also alles gut... Dieser Speed-Wahn wird sicher derzeit etwas übertrieben, da habe ich mich etwas anstecken lassen.
Ich muss dazu sagen dass dieses Teil (ein Luftleit"blech" zur Bremsenkühlung) unters Auto kommt und aus PP gedruckt wird, genau wie andere Teile aus ASA und PA/PACF/PAGF gebaut werden, deshalb habe ich das Gehäuse. Der PLA Druck diente jetzt hauptsächlich dem Geometrie-Check. PP (fiberlogy) habe ich schon gedruckt, das ging erstaunlich gut, allerdings werde ich das Gehäuse noch etwas aufheizen müssen. Das Bauteil nutzt die volle Höhe des MK4 und "da oben" braucht es noch etwas mehr Umgebungstemperatur. Das hier gezeigte Teil habe ich sehr ähnlich bereits 2016 gedruckt und im Einsatz gehabt, damals aber mit Materialien die zu hart/spröde für den Einsatz unterm Auto waren.
Anekdote: Ich bin nach langer Pause (Familie...) wieder in den 3D Druck eingestiegen, mein "Leidensweg" begann 2015 mit einem Ultimater 2 Extended, den man spätestens 2 Tage nach dem Auspacken anfing umzubauen... Wer erinnert sich? 🙂
RE:
Wie schon oben gesagt, der Mk3 (und auch der Mk4) kühlt nicht von allen Seiten gleich gut. Versuche immer den kritischten Überhang Richtung Kühlerdüse zu drehen. Dass die Naht so nahe am Überhang oder sogar mitten drinnen ist, ist wohl auch nicht optimal (Nähte kann man im Prusa Slicer mittels Mal-Tool festlegen wenn einem die Automatik nicht passt).
Wenn du so ein aufziehen der Überhänge siehst ist das ein Zeichen dafür, dass du diese zu schnell druckst und/oder nicht ausreichend kühlst. Wenn du schon 100% kühlst hilft da, neben der optimale Drehung Richtung Kühlungsdüse nur langsamer drucken. Im Prusa Slicer gibt es eine Einstellung mittlerweile wo nur Überhänge langsamer gedruckt werden, das kann helfen aber eventuell reicht es nicht.
Eine wichtige Option in Prusa Slicer ist auch, die Mindestzeit pro Layer. Dass er nie zB unter 10 sec pro Layer druckt. Bei Problemen mit Mindestlayerzeiten bietet es sich auch an mehrere Kopien des Druckteils gleichzeitig zu drucken.
PLA würde ich in einer Enclosure immer nur mit offenen Türen drucken. Ansonsten werden nicht nur die Überhänge schlechter sondern du riskierst auch eine Düsenverstopfung. Bei 26°C vielleicht noch nicht aber das geht sehr schnell bei PLA.
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
hey ihr lieben, herzlichen Dank dass ihr helft, das Forum am Laufen zu halten und auch eure Erfahrungen hier mitteilt. Finde ich echt Klasse.
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
@Thejiral
Danke für den Hinweis, es macht sicher Sinn kritische Bereiche so zu positionieren dass bestmöglich Luft dran kommt.
Die Standard-IS-Profile drucken die Überhänge automatisch (sehr) langsam, allerdings ist es beim PLA wie du schon hinweise vermutlich die kurze Layerzeit. Die ist bei den genannten Profilen glaube ich auf 8 Sekunden eingestellt. Das ist wird aber zu wenig sein bei der kritischen Geometrie des hier behandelten Teils. Ich war verunsichert ob es wirklich an der Geschwindigkeit liegt weil wie gesagt die Überhänge ja schon langsam gedruckt werden, aber es hat sich bestätigt dass es langsamer wesentlich besser geht. Mit PLA würde es sicher noch besser werden wenn ich beide Teile (rechts und links) gleichzeitig drucken würde.
Ich werde im hinteren Bereich des Enclosures eine Heizung (ja, natürlich mit Regler und Sicherheitsabschaltung) einbauen für PP/PC/PA... und den Lüfter separat schaltbar machen so dass ich bei PLA Drucken das Gehäuse lüften kann, das wird sicher vorteilhaft sein. Auch bei offenen Türen staut sich natürlich im hinteren Bereich die Luft.
Ich habe gerade heute noch bei Prusa nachbestellt: Ich gönne mir die originale Beleuchtung und den HEPA-Filter da ich auch ASA drucke und der Raum zwar gut klimatisiert, aber relativ schlecht durchzulüften ist.
Ich habe GANZ viel mit mir gehadert ob es nicht sinnvoller gewesen wäre einen Qidi Max 3 zu kaufen, größer, beheiztes Gehäuse und günstig. Ich wollte aber unbedingt mal das Prusa-Universum ausprobieren und bin da auch bis jetzt nicht unzufrieden. Ich glaube dass auf Prusa durch Bambulab, Qidi und Co ein enormer Druck lastet, der sicher teilweise produktiv ist. Das betrifft ja ganz viele Bereiche in denen China dem Rest der Welt klar macht dass vieles auch anders geht.
Das führt jetzt vielleicht zu weit: Ich habe wie schon erwähnt "damals" mit dem Ultimaker 2 und den geradezu notwendigen Umbauten, dauernder Tuerei, ewigen Slicer-Spielereien (damals gab es noch Cura 2, ich hatte mir Simplify 3D dazu gekauft) und kg-weise verbratenem Filament echt viel gelitten. Ich wollte schon damals eigentlich produktiv Teile herstellen, das hat aber nie zuverlässig funktioniert. Mittlerweile hat sich meines Erachtens gerade bei Dingen sehr viel getan: Optimierte Filamente für den Druck auf Consumer-Druckern und vor allen Dingen Software. Was die Slicer heute rausgeben hat ja mit dem Gezappel von 2015 nichts mehr zu tun.
Ich möchte jedenfalls bewusst nicht mehr "tinkern" (zumindest nur noch wenig) wie man heute so schön sagt sondern nehme gerne einen bewährten Drucker mit passender Software und wegen mir sogar Filament aus gleichem Hause für ein paar Euro mehr als anderswo. Ich möchte Teile bauen und nicht 90% der Zeit damit verbringen den Weg dorthin zu ebnen.
Und als ich den Mk4 zusammengebaut hatte (auch das wollte ich bewusst nur EINMAL machen, sollt eich einen weiteren oder anderen Prusa Drucker kaufen werde ich den definitiv montiert bestellen...) und zum ersten mal das Prozedere "Slicen, Datei per Prusa Link übertragen, Filament einlegen, starten, automatische Bettkalibrierung erleben, dem Input Shaper zuschauen" erlebte wusste ich echt nicht ob ich lachen oder weinen soll. Der Ultimaker 2 kostete brutto knapp 3000 Euro damals und am 2. Tag hat man Teile gedruckt um einen besser funktionierenden Extruder zu bauen! Dann mussten gedruckte Spulenhalter mit Kugellagern her weil diese erbärmliche Direktantrieb-Extruder-Konstruktion schon fast damit überfordert war das Filament durch den Bowden zu bringen und keine Kraft mehr da war um an der Filamentrolle zu ziehen... Dann kam der... wie hieß der.... JA, der Olsson-Block, mit austauschbaren Düsen, einem stärkeren Heizelement, zig Lüftungs-Varianten (die dann bei Nutzung des Bauraums an die seitliche Verkleidung krachten, danke thingiverse...)
Ich höre jetzt auf.
Ich will zuverlässig drucken. Unterschiedliche Materialien. Im Alltag (Sonne, Auto, Motorraum, Innenraum) nutzbar. Ich will nicht 8 Tage Slicer-Optionen testen. Ich bin zuversichtlich. Viel zuversichtlicher als "damals". Etwas emotional, ich weiß. Frohes Drucken zusammen 🙂
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Ja das war vor meiner 3D-Drucker Zeit. Ich bin mit dem Mk3s eingestiegen. Das war halt schon eine einwandfreie Erfahrung muss ich sagen. Der MMU2 war dann etwas zum basteln und optmieren aber konnte auch einwandfrei zum laufen gebracht werden. Ich denke mittlerweile gibt es am Markt einiges an Angebot von Plug and Print Druckern wo Probleme eher die Ausnahme als die Regel sind. Die Stärke bei Prusa ist halt schon länger, dass der Prusa Slicer ein sehr breites Set an Materialprofilen hat die eigentlich meistens ohne herumoptimiererei vernünftige Ergebnisse liefern.
Die Schwäche die ich bei Prusa sehe ist, dass es für Materialien die einen wirklich warmen Bauraum brauchen kein wirkliches Angebot gibt. Mit der Prusa Enclosure hat man zumindest etwas offizielle im Angebot um zumindest in die Welt von ABS, ASA und Co einsteigen zu können. Aktive Bauraumheizung meide ich wie die Pest. Bei kompakten Bauräumen (die sind bei Prusa Drucker bestenfalls beim XL eine Option und der braucht auch sehr viel Bauhöhe) kann man aber auch ohne aktive Heizung problemlos über 60°C erreichen. Da ist man dann dort wo der Qidi aktiv hinheizt. Für PC ist das eigentlich noch immer zu wenig aber bei 70°C aufwärts wird es halt generell schwierig, da braucht man dann schlicht schon ein viel profesionelleres Drucker Design welches im Hobbymarkt kaum zu finden ist.
Bei PP bin ich mir überhaupt unsicher wie man das drucken soll um Warping zu minimieren. Als semikristallines Material ist das auch nicht so einfach zu beantworten. Dementsprechend sagen auch die einen man müsse es schnell abkühlen und die anderen man müsse in heißer Enclosure drucken. Ich glaube PP ist einfach ein sehr schwierig zu druckendes Material, egal was man macht. Ich verwende es ja primär für sehr kleine massive Teile, wo die unglaubliche Layerhaftung voll zur Geltung kommt oder die semiflexiblen Eigenschaften.
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE: Seltsam einseitige Probleme beim Überhängen eines dünnwandigen Teils
Ihr sprecht mir aus dem Herzen. Ich hatte eine Artillery Sidewinder X2 und einen Ender 3. Habe nur rumgefummelt. Zum richtigen Drucken bin ich kaum gekommen. Alle beide Drucker sind verkauft. Der Arme, der die gekauft hat.
Nun habe ich den Prusa MK4. Das ist ein Quantensprung gewesen, der sich aber gelohnt hat. Ich nehme auch das PrusaFilament und nutze ausschließlich den PrusaSlicer. Jetzt kann ich drucken und muss nur wenige Details testen und verbessern wie Bridging und Stringing. Aber ich glaube, das ist so ziemlich bei jedem Drucker so. Vielen Dank für dia ganzen Tipps hier ...