RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Hi all. This thread helped me a lot in understanding my problems with BondTech heatbrake and ability to print abrasive. Here is that thread for details:
Recap:
I was not able to get BondTech heatbrake to to print PLA. Stock heatbrake and Nozzle X gave me similar problems.
My solution was: BondTech extruder, stock heatbrake and Micro Swiss plated wear resistant .4 nozzle.
I did change Linear advance to 0.34, retractions to 2mm and few more little tweaks from this thread.
I'm back printing 0.1 mm tolerances, nice walls and glow in the dark in the same day.
Finally.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
thx for that thread! It was enlightening to understand whats going on...
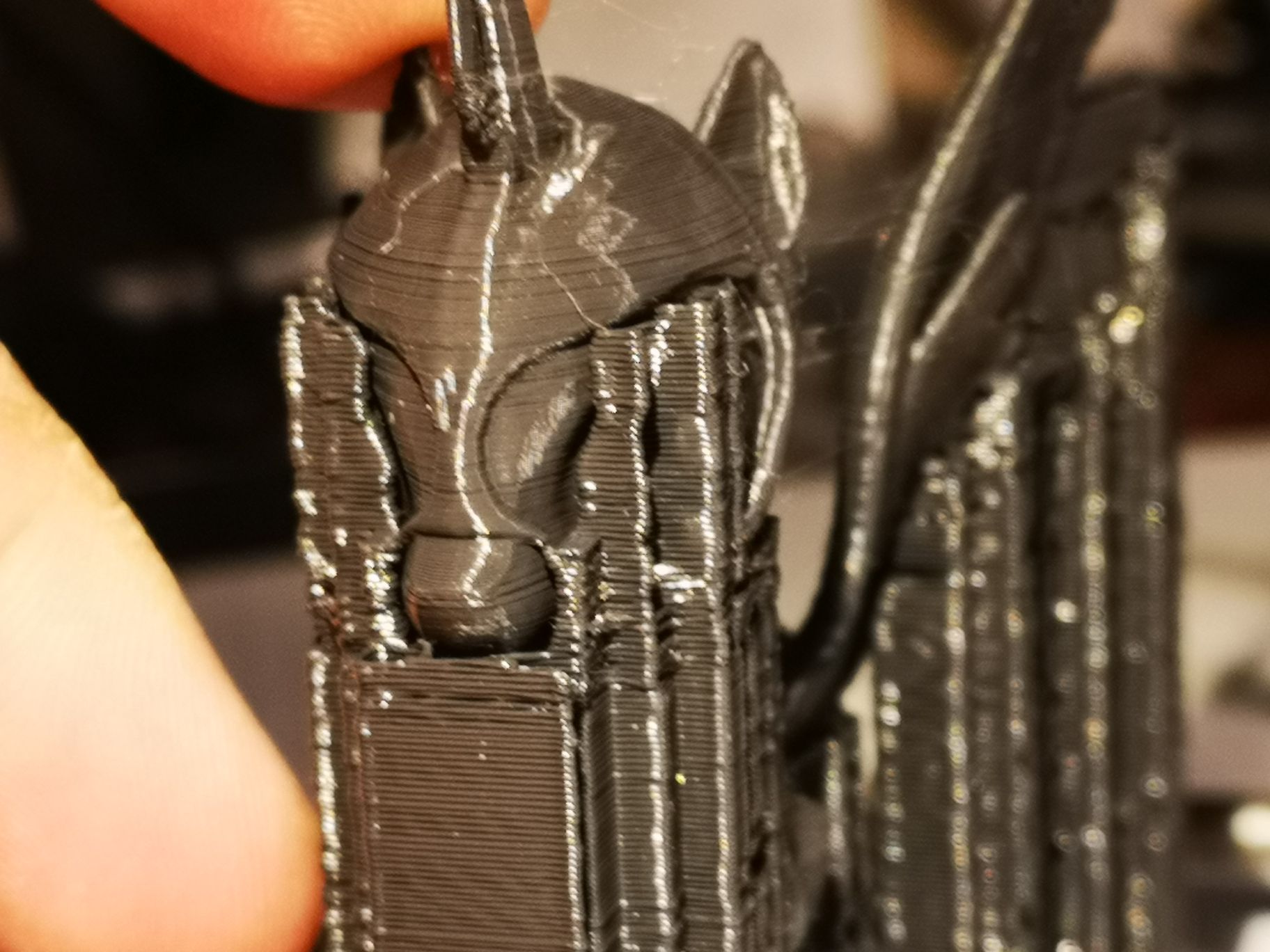
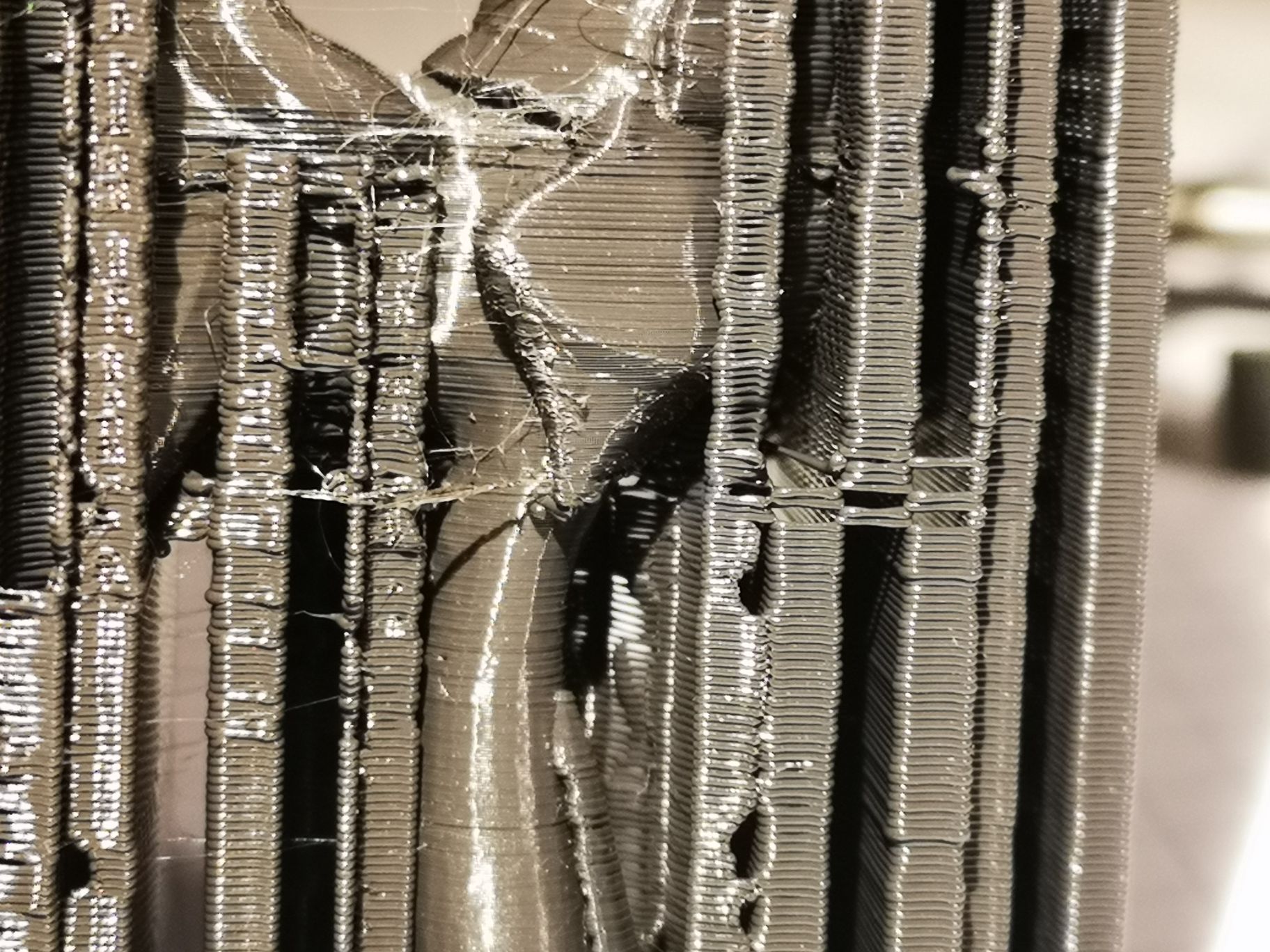
I didn't notice the Problem for quite a time, because I printed mostly in Prusament PETG, Sainsmart TPU, Prusament PLA-Blend. This materials worked without a hassle. I had a role of prusament galaxy silver. This had extrusion issues, but Most of the time I used it in vase mode, where it prints perfect. Then I had a role of prusa pearl red. This is where the fun started. Using this filament on objects that have retraction tower like features or smaller areas, lots of retractions was nearly impossible. In best cases it has slightly overextruded layer lines - on most cases it jammed or it looked like melted ice cream. On vase mode objects and bigger stuff it worked and looked great.
Then I bought prusament jetblack and vanilla white. Oh yeah ... clogging nightmare ....
When I did a bigger maintenance session and read this thread I tried to tackle the problem and wanted that jetblack prints.
What helped (but not solved) was raising temp to 220, a copper plated nozzle and reload filament between prints. At least now I can print parts with pusament pla, that aren't so complicated (bigger areas, less retraction...).
I kind of gave up and searched for another (and better to get) PLA and found polymakers politerra. I'm very happy with that , it prints like a charm 🙂
I have to 2 rolls of prusament pla sitting around. I use them from time to time, when it seams feasible. Funny thing is, when a print failed (partial clog or extrusion problems) switching to my another filaments (e.g. prusament pla-blend) works right of the box.
To be clear, I think prusament PLA is a good quality filament, but I consider it incompatible with at least my setup of my prusa mini. Currently I have plenty of filament brands/types that works just fine, so I do not spend time anymore to get those stuff working.
BTW my latest addition is ASA from extrudr. This also prints extremely nice - but getting it to stay on the plate is not so easy, but with using good old glue does the trick...
another BTW ... thanks for the cool communitiy here on prusaprinters 🙂
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
[...]. It got to a point that the extruder started clicking also [...]
I'm a bit concerned by this "clicking" you mentioned: What the "clicking" means? Does the feeder gears jumps over the teeth? Or is it the filament which has not enough traction between the gears?
RE:
I had another problem with the Bondtech feeder, but this is maybe it's related to this. From time to time the feeder completely stucked and the stepper was only humming. According to the Bondtech support, the max. current of the stepper motor is set quiet "conservative" per default. May current can be seit using gcode M906 E550. I did not changed this, i just released the clamping pressure from the thumbscrew to a minimum. After this, the problem disappeared.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
The clicking noise is (well nearly always) the filament slipping in the extruder gears, it's a sign the hotend is blocked and you actually want it to happen rather than the alternative, which for the bondtech extruder is to force the filament through until one of the the olives on the PTFE tube breaks and nobody wants that!
I wouldn't change the current, on the basis the extruder is strong enough to break the PTFE tube connection, it really doesn't need any more help. 😂
I do think a looser tension is slightly better than a tighter one, and that a little slippage when the hotend is struggling to push filament can save you from a full blockage.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I'm testing a Trianglelab titanium heatbreak right now.
Maybe it will preform better than metal bondtech - who knows?
Ill try to post here again with results, I expect printing with stock prusa profile, no tweaking etc. (except PID tune)
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
It didn't work out - same issues as normal bondtech, smaller but still noticeable.
Normal cube and retraction test was fine. I used 0.10 stock profile as bondtech had problems with lower layers.


RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I currently have the brozzle titan heatbreak (before the bondtech) and it also didn't help. I now have my method to get at least basic things (like the white base plates here: https://www.prusaprinters.org/prints/26685-modular-marble-drop-blocks/comments#comment-123606) working with prusa PLA:
- temp at least to maximum of filament range (220°C), but not to high
- release tension of extruder screw (I use 4 full turns. Probably more would help?)
- min print speed to at least 20
- reload filament before each print
- avoid prints with lots of retractions/small areas
- E3D copper plated nozzle *
- own PID values **
* it definitely made filament flow better at least in my case. Also this nozzle did not get so dirty/easier to clean.
** I used bondtechs values a long time, it was fine for everything except prusa pla. After I installed the brozzle heatbreak I made a PID auto tune. My current values lead to quicker reaction to temperature changes, but they are not so stable (in some cases) as the bondtech ones (sometimes +/- 2°C, mostly +/- 0.5°C). When I compared my "stable" PID values results with my "unstable/reactive" ones, the unstable values gives better results. (at least for me)
This points are definitely not a solution, but I can print something with this filament and I do not have to give it away. In contrast I printed around 60 hours continuously with polyterra filaments without any hick ups or serious print quality issues. I also used accidentally the prusa PETg profile for that filament and it does the job without realizing that I printed with 245°C instead of 205°C and with minimal cooling.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Hello everyone,
new in the forum, but I found this and want to share whit you
still not tried, because I'm in the middle of 30 hour print, but may help.
Cheers.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Hello everyone,
new in the forum, but I found this and want to share whit you
still not tried, because I'm in the middle of 30 hour print, but may help.
Cheers.
I've got a Mini and a Titanium Heatbreak (same PID stats as the one of Bondtech), additional I got a self printed Bondtech double extruder. I've nearly got the same issues like a lot here at the Thread, so I found it. After the last post with the youtube video, I checked my extruder and found, that the gear which is connected at the big gear (which is steered by the stepper) wasn't at the right place of the gear axle, so it drives the filament not completely at the area which is marked for. I just wondered about, that I have to tighten the screw for the clap a lot to print (and move filament). I fixed that by now and will look, how the new results with Prusament Galaxy Black Filament will be. I will show you the results... Does all of the guys which got the problems have the Bondtech extruder? Perhaps the problem is at the extruder and not at the heatbreak....
RE:
Retraction Length 1.4mm
Lift Z 0.2
Retraction Speed 60
Deretraction Speed 40
Retract on Layer Change On
Min Print Speed 25
Thank you all very much for your information and help that was here documented. @robee-shepherd : Thank you very much for sharing your values. I use them now with the bondtech heatbreak and the "comunidad Maker 3D" extruder ( https://www.prusaprinters.org/prints/118593-cm3d-extrusor-mini-fs) as a start point. With a 0.4mm nozzle it works good, with a 0.6mm nozzle I have to optimize (PLA works FYI: I had the same issues with the stock extruder and the bondtech heatbreak too, so I think the problem is the hotend.
It's a pitty that the stock heatbreak causes so many problems and prusa won't fix it. I had so good results with the stock hotend until the first clog (because the PTFE tube was shrinked)
@fly: Thank you for the link to the video. Did you get any results with your test to find out if it was related to the extruder?
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
I tried a lot but I couldn't get sharp edges like I could get with my MK3S.... So at least, I made the decission the switch the nozzle to a 0.6mm one and don't print any tiny things... Perhaps I will find time to keep testing further, but by now I am very happy with the 0.6 nozzle for fast prints.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Thank you for the answer. I got it pretty good with the settings from “robee-shepherd” with a 0.4mm nozzle and PLA. Did you test it too? With 0.6mm and PLA it is also good for bigger prints. The only trouble I have is with PETG (only tested PETG on the 0.6mm nozzle), a lot of stringing and not so good quality / precision.
I will soon replace the stock hotend with a Dragon or a Mosquito and see, if I get better results. Worst case: I use the mini only for bigger PLA prints.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Same here, PETG won't work so well with a 06mm nozzle, so I am only using PLA at the moment. I would like to try the "Mini Bear" Upgrade with V6 Hotend and second Z tower, but I couldn't find a BOM for the whole material, so I stuck here.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
With all the messages in this thread, some might missed this one.
I actually think you might have a valid point.
I never had any issues with the bondtech heatbreak, but i used my own capricorn tube when i installed it. Never used the one which was included.
So I ran into the same problem described many times in this thread. I tried everything, finally gave up and reinstalled the Prusa heatbreak.
While doing that, I did notice something. If you push the Prusa heatbreak as far up as you can into the heatsink and then install the PTFE tube, there is a reasonable margin sticking out above the heatsink, allowing for the ‘pre-stress’ as recommended by Prusa. However, if you push the Bondtech heatbreak as high as possible and insert the PTFE tube, there is nothing sticking out. Doing any kind of pre-stress is useless as there is nothing to stress.
Could it be that the PTFE Tube bondtech supplies is too short? I have a Mini+; maybe something changed in the Mini+ heatsink whereby you can’t push the heatbreak as high as you could in the original Mini? Just guesses.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Well, in my case, the problem was deduced to to small thermal mass, which manifested in uneven extrusion (I need hardened nozzle as I print a lot of glow in the dark, which does not help). I did not have problems with clogging or similar issue with bondtech heatbrake.
I am using stock heatbrake and MicroSwis plated nozzle (0.4)mm, printed 1kg of glow in the dark, 2 kg of petg and 1 kg of pla with no issue in this setup (bodtech extruder is a must).
Nozzle X and Hadened steal nozzle does not work in any configuration (for PLA).
I have settled to stay at this configuration, and plan to order few original ptfe.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Well, in my case, the problem was deduced to to small thermal mass, which manifested in uneven extrusion (I need hardened nozzle as I print a lot of glow in the dark, which does not help). I did not have problems with clogging or similar issue with bondtech heatbrake.
I am using stock heatbrake and MicroSwis plated nozzle (0.4)mm, printed 1kg of glow in the dark, 2 kg of petg and 1 kg of pla with no issue in this setup (bodtech extruder is a must).
Nozzle X and Hadened steal nozzle does not work in any configuration (for PLA).
I have settled to stay at this configuration, and plan to order few original ptfe.
Since i cut my own piece of PTFE i never had the issues stated in this topic (knocking wood).
I used the cutter and chamfer tool model provided by Bondtech, and used some of the cooling paste which was included.
I have had issues with the Nozzle X too, simply doesn't work on PLA for me.
The MicroSwiss you're using, is that the TwinClad XT ?
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Yes, it is TwinClad XT coated. Works as original.
I did linear advance tuning for PLA, but not for PETG and both print excelent. Pid tuned.
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Could you tell me the K-Factor which you got as the result?
RE: Strange extrusion problem using Bondtech extruder and heat break on Prusa Mini
Yes, it is TwinClad XT coated. Works as original.
I did linear advance tuning for PLA, but not for PETG and both print excelent. Pid tuned.
I read about the lineair tuning, printed one, but could not make out which one to use.