Which settings to change to print ColorFabb VarioShore TPU at different temperatures
Hi all,
So I ordered a roll of ColorFabb VarioShore TPU, which has the nice property of delivering a different hardness (65A-92A according to cnckitchen) depending on your print temperature. But this also means the filament density changes, requiring an adjustment in the flow rate.
There's already a "ColorFabb VarioShore TPU" profile in prusaslicer, set to 220c temperature, 1.22 filament density, and 0.85 extrusion multiplier.
I'd like to create copies of this profile for 190, 200, and 210c temperature, which I hope will give me about 92A, 85A, and 78A hardness (with the original 220c profile about 65A).
I understand I'll need to print an extrusion multiplier test (40mm square wall) to finetune the flow rate for the density seen at those temperatures.
But should I be changing only the extrusion_multiplier or also the filament_density? Does the filament_density apply to the cold or hot filament?
I also note that the prusaslicer profile has fan_always_on (and min/max set to 60%), but ColorFabb recommends using as low a fan speed as possible when printing the filament "foaming", which should be the case at 220c (only at 190c it shouldn't be foaming I think). Anyone have any experience with this?
By any chance anyone did this exercise already (I'm using a MK3S+), and could share their results?
Thanks,
Bernard
RE: Which settings to change to print ColorFabb VarioShore TPU at different temperatures
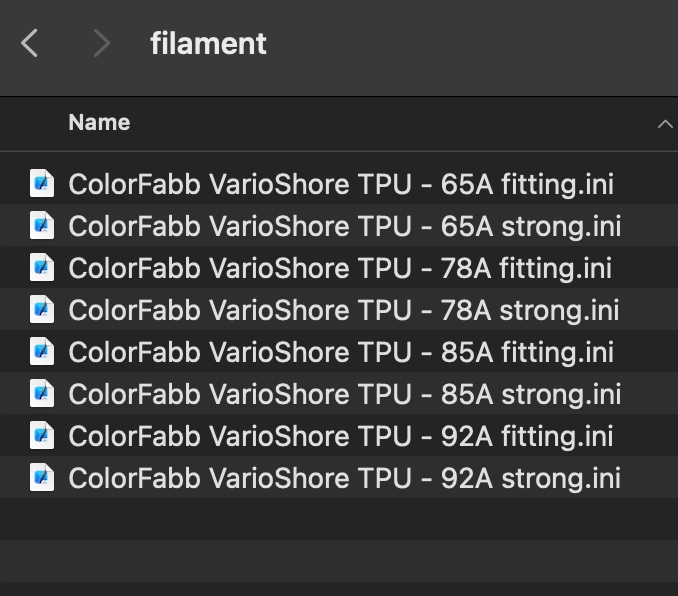
These are the profile I came up with.
The "fitting" versions extrude to the correct wall thickness, but I've found these to have bad layer adhesion above about 1cm of the 40x40 test wall.
So I've made a second "strong" series which have good layer adhesion, but over-extruded walls.
If you're printing an object with solid infill, I would use the "fitting" profile, otherwise the "strong" profile.
[filament:ColorFabb VarioShore TPU - 65A fitting] inherits = ColorFabb VarioShore TPU fan_always_on = 0 extrusion_multiplier = 0.57 first_layer_temperature = 220 temperature = 220 [filament:ColorFabb VarioShore TPU - 65A strong] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 0.85 first_layer_temperature = 220 temperature = 220 [filament:ColorFabb VarioShore TPU - 78A fitting] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 0.60 first_layer_temperature = 210 temperature = 210 [filament:ColorFabb VarioShore TPU - 78A strong] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 0.80 first_layer_temperature = 210 temperature = 210 [filament:ColorFabb VarioShore TPU - 85A fitting] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 0.70 first_layer_temperature = 200 temperature = 200 [filament:ColorFabb VarioShore TPU - 85A strong] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 0.87 first_layer_temperature = 200 temperature = 200 [filament:ColorFabb VarioShore TPU - 92A fitting] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 0.85 first_layer_temperature = 190 temperature = 190 [filament:ColorFabb VarioShore TPU - 92A strong] inherits = ColorFabb VarioShore TPU - 65A fitting extrusion_multiplier = 1.00 first_layer_temperature = 190 temperature = 190
RE: Which settings to change to print ColorFabb VarioShore TPU at different temperatures
Hello Bernard,
Thank you for the tests and the settings!
Which infill did you choose?
BR Jochen
RE: Which settings to change to print ColorFabb VarioShore TPU at different temperatures
The wall thickness test uses 0% infill. It's meant to test your extrusion amount, for which you measure the wall thickness, which would be rather hard if there's any infill. So I guess you can pick any infill type you want, as it won't be used.
Apart from that, the only thing I've printed were filament swatches, which I think didn't have any infill either as they're rather thin, so the minimum top/bottom layers probably created solid objects.
In any case, apart from the settings I've indicated I didn't change any settings from the PrusaSlicer defaults at that time.
RE:
Bernard, Thank you for putting this together. I have recently purchased some Varioshore filament and would like to try it with your profiles on my XL. I am not yet familiar with where your profiles are inserted in PrusaSlicer. Does the text get inserted in the Custom G-code section for the standard ColorFabb VarioShore TPU filament profile as shown below?

RE: Which settings to change to print ColorFabb VarioShore TPU at different temperatures
No, you can create a profile (.ini) file with this, which you can import into prusaslicer.
Or you can do it manually in prusaslicer by changing the existing ColorFabb VarioShore TPU profile (you might need to add it first through the add filament wizard), and saving it under another name.
RE: Which settings to change to print ColorFabb VarioShore TPU at different temperatures
Open Prusaslicer go to Help -> Show config folder
Over there go to the filament folder and put .ini files in there.
(I think) each section belongs in a single file.
RE: Which settings to change to print ColorFabb VarioShore TPU at different temperatures
Hello,
Thanks for sharing the profiles that you have tested.
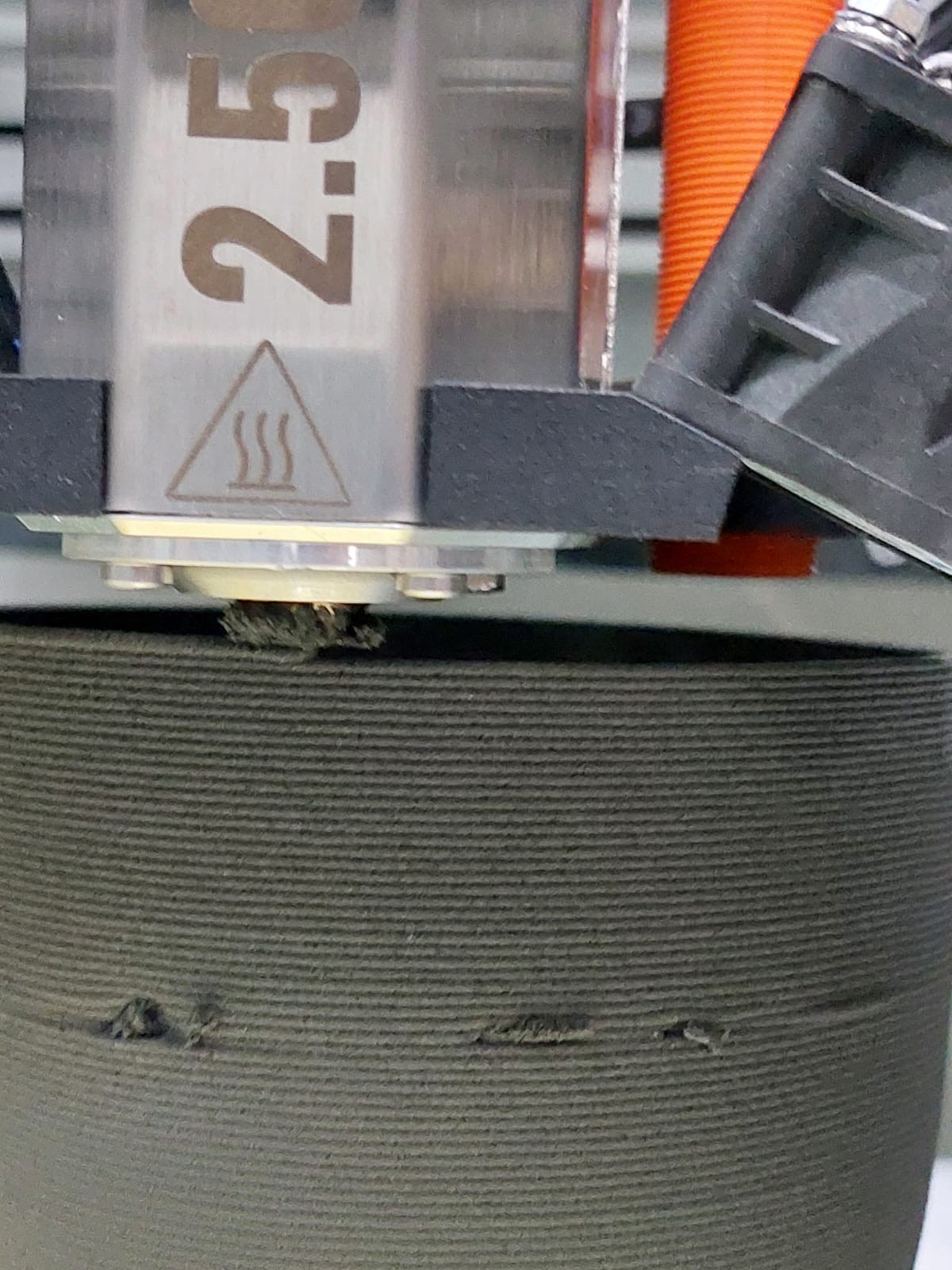
However, I have been running into filament accumulating on the nozzle and sticking to the printed part and making a hole in it. I am using 2.5mm nozzle 0.53 flow rate, 15mm/s speed, 45% cooling speed, 220c printing temperature, vase mode. Despite the fact that we use a lubricant on the nozzle but there is no luck.
Note: it is randomly distributed on the model.
Any advices on this issue?
Thanks.