Under Extrusion ? help please
Hello, i am bored of cura and i want to test prusa.
I have a custom 3printer (an alfawise u30 with a duet 3 mini 5 plus).
I have try to print the same stl with cura and prusa:
on cura it's look ok and on prusa i have a lot of under extrusion and the irroning has be done on a very small part of the peace , strange


i give you my config :
# generated by PrusaSlicer 2.4.0+win64 on 2022-01-18 at 13:46:35 UTC
[print:test]
avoid_crossing_perimeters = 1
avoid_crossing_perimeters_max_detour = 0
bottom_fill_pattern = monotonic
bottom_solid_layers = 3
bottom_solid_min_thickness = 0
bridge_acceleration = 0
bridge_angle = 0
bridge_flow_ratio = 1
bridge_speed = 10
brim_separation = 0
brim_type = outer_only
brim_width = 0
clip_multipart_objects = 1
compatible_printers =
compatible_printers_condition =
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
draft_shield = disabled
elefant_foot_compensation = 0.2
ensure_vertical_shell_thickness = 1
external_perimeter_extrusion_width = 0
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0
fill_angle = 45
fill_density = 20%
fill_pattern = 3dhoneycomb
first_layer_acceleration = 0
first_layer_acceleration_over_raft = 0
first_layer_extrusion_width = 120%
first_layer_height = 0.35
first_layer_speed = 10
first_layer_speed_over_raft = 30
fuzzy_skin = none
fuzzy_skin_point_dist = 0.8
fuzzy_skin_thickness = 0.3
gap_fill_enabled = 1
gap_fill_speed = 20
gcode_comments = 0
gcode_label_objects = 0
gcode_resolution = 0.0125
infill_acceleration = 0
infill_anchor = 600%
infill_anchor_max = 50
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 25%
infill_speed = 80
inherits =
interface_shells = 0
ironing = 1
ironing_flowrate = 15%
ironing_spacing = 0.1
ironing_speed = 15
ironing_type = top
layer_height = 0.2
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
mmu_segmented_region_max_width = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 40
perimeters = 3
post_process =
print_settings_id =
raft_contact_distance = 0.1
raft_expansion = 1.5
raft_first_layer_density = 90%
raft_first_layer_expansion = 3
raft_layers = 0
resolution = 0
seam_position = aligned
single_extruder_multi_material_priming = 1
skirt_distance = 6
skirt_height = 1
skirts = 1
slice_closing_radius = 0.049
slicing_mode = regular
small_perimeter_speed = 15
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 20
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_auto = 1
support_material_bottom_contact_distance = 0
support_material_bottom_interface_layers = -1
support_material_buildplate_only = 0
support_material_closing_radius = 2
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_contact_loops = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_pattern = rectilinear
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_style = grid
support_material_synchronize_layers = 0
support_material_threshold = 0
support_material_with_sheath = 1
support_material_xy_spacing = 50%
thick_bridges = 1
thin_walls = 1
threads = 12
top_fill_pattern = monotonic
top_infill_extrusion_width = 0
top_solid_infill_speed = 15
top_solid_layers = 3
top_solid_min_thickness = 0
travel_speed = 110
travel_speed_z = 5
wipe_tower = 0
wipe_tower_bridging = 10
wipe_tower_brim_width = 2
wipe_tower_no_sparse_layers = 0
wipe_tower_rotation_angle = 0
wipe_tower_width = 60
wipe_tower_x = 180
wipe_tower_y = 140
xy_size_compensation = 0
[filament:test]
bed_temperature = 65
bridge_fan_speed = 100
compatible_printers =
compatible_printers_condition =
compatible_prints =
compatible_prints_condition =
cooling = 0
disable_fan_first_layers = 3
end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n"
extrusion_multiplier = 1
fan_always_on = 1
fan_below_layer_time = 60
filament_colour = #29B2B2
filament_cooling_final_speed = 3.4
filament_cooling_initial_speed = 2.2
filament_cooling_moves = 4
filament_cost = 0
filament_density = 0
filament_deretract_speed = nil
filament_diameter = 1.75
filament_load_time = 0
filament_loading_speed = 28
filament_loading_speed_start = 3
filament_max_volumetric_speed = 0
filament_minimal_purge_on_wipe_tower = 15
filament_notes = ""
filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6"
filament_retract_before_travel = nil
filament_retract_before_wipe = nil
filament_retract_layer_change = nil
filament_retract_length = nil
filament_retract_lift = nil
filament_retract_lift_above = nil
filament_retract_lift_below = nil
filament_retract_restart_extra = nil
filament_retract_speed = nil
filament_settings_id = ""
filament_soluble = 0
filament_spool_weight = 0
filament_toolchange_delay = 0
filament_type = PLA
filament_unload_time = 0
filament_unloading_speed = 90
filament_unloading_speed_start = 100
filament_vendor = (Unknown)
filament_wipe = nil
first_layer_bed_temperature = 65
first_layer_temperature = 215
full_fan_speed_layer = 0
inherits =
max_fan_speed = 100
min_fan_speed = 100
min_print_speed = 10
slowdown_below_layer_time = 5
start_filament_gcode = "; Filament gcode\n"
temperature = 215
[printer:test]
bed_custom_model =
bed_custom_texture =
bed_shape = 0x0,220x0,220x220,0x220
before_layer_gcode = M221 S{if layer_num==0}130{else}0{endif} ;first layer extrusion factor 130%\nM221 S{if layer_num==1}100{else}0{endif} ;reset once layer extrusion factor 120%
between_objects_gcode =
color_change_gcode = M600
cooling_tube_length = 5
cooling_tube_retraction = 91.5
default_filament_profile =
default_print_profile =
deretract_speed = 0
end_gcode = M104 S0 ; turn off temperature\nM190 S0 ; turn off buildplate\nG28 X0 ; home X axis\nM84 ; disable motors\n
extra_loading_move = -2
extruder_colour = ""
extruder_offset = 0x0
gcode_flavor = reprapfirmware
high_current_on_filament_swap = 0
host_type = octoprint
inherits =
layer_gcode =
machine_limits_usage = emit_to_gcode
machine_max_acceleration_e = 10000,5000
machine_max_acceleration_extruding = 1500,1250
machine_max_acceleration_retracting = 1500,1250
machine_max_acceleration_travel = 1500,1250
machine_max_acceleration_x = 9000,1000
machine_max_acceleration_y = 9000,1000
machine_max_acceleration_z = 500,200
machine_max_feedrate_e = 120,120
machine_max_feedrate_x = 500,200
machine_max_feedrate_y = 500,200
machine_max_feedrate_z = 12,12
machine_max_jerk_e = 10,10
machine_max_jerk_x = 20,20
machine_max_jerk_y = 20,20
machine_max_jerk_z = 5,5
machine_min_extruding_rate = 0,0
machine_min_travel_rate = 0,0
max_layer_height = 0
max_print_height = 250
min_layer_height = 0.07
nozzle_diameter = 0.4
parking_pos_retraction = 92
pause_print_gcode = M601
print_host =
printer_model =
printer_notes =
printer_settings_id =
printer_technology = FFF
printer_variant =
printer_vendor =
printhost_apikey =
printhost_cafile =
remaining_times = 1
retract_before_travel = 2
retract_before_wipe = 0%
retract_layer_change = 0
retract_length = 5
retract_length_toolchange = 10
retract_lift = 1
retract_lift_above = 1
retract_lift_below = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 15
silent_mode = 1
single_extruder_multi_material = 0
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\nG1 X0 Y0 F3600 ;move to 0\n
template_custom_gcode =
thumbnails =
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
variable_layer_height = 1
wipe = 0
z_offset = 0
[presets]
print = test
sla_print =
sla_material =
printer = test
filament = test
physical_printer =
RE: Under Extrusion ? help please
Please don’t post a config like that. Save your project from Prusa slicer, using file>save project as. This will save a 3mf file that will contain your model, the settings in use and anything else you have done to the slice. It’s a snapshot if you will.
Take the 3mf and ZIP it up, the forum is picky and won’t attach it unless zipped. Someone may be able to help then.
Although as you have a custom printer it’s unknown what the required settings for it should be so no guarantees.
RE: Under Extrusion ? help please
Ok thanks there is the file you have asked
but i have not find any edit option to my first message
RE: Under Extrusion ? help please
Hi,
Looking at your attached file I see you have these two lines in your 'before layer change' in PrusaSlicer
M221 S{if layer_num==0}130{else}0{endif} ;first layer extrusion factor 130%
M221 S{if layer_num==1}100{else}0{endif} ;reset once layer extrusion factor 120%
The scond line will set your flowrate to 0 after layer 1, which can been seen in the gcode.
;HEIGHT:0.2 M221 S0 ;first layer extrusion factor 130% M221 S0 ;reset once layer extrusion factor 120%
I'd remove those two lines and reprint your file an see how it goes.
RE: Under Extrusion ? help please
i have tested to send M221 S0 directly via the web interface and this change nothing to the actual extrusion factor.
I d'ont find anywere a extrusion factor for the first layer it's why a search for this.
iniitialy i i found this command
M221 S{if layer_num==0}120{else}100{endif} ;first layer extrusion factor 120%
but with this command the extrusion factor is reset at every layer, i d'ont want this. If i see that xx% extrusion is good i want to keep this value until the end of the print.
On my printer I have a bltouch but it works in an unstable way, and the height of the first layer is not constant it's why i put 120% of extrusion on cura.
but for my printer the M221 S0 do noting, i see extrusion factor on the web page of the printer
i have try yo remove the else section but this throw me an error at each layer
I will still try without these lines
RE: Under Extrusion ? help please
Get rid of that line(s) altogether. You are just setting your flow rate to 100% for only layer zero, there is no layer zero. If you start a print check the Tune menu on the lcd and look for flow, it will be zero. Or open your exported gcode in a text editor and search for M221. If you only need increased flow for layer 1 add this to your start gcode only.
M221 S{if layer_num==1}120{else}100{endif}
Remove the lines from before layer change.
RE: Under Extrusion ? help please
Ok i have tested and no difference
RE: Under Extrusion ? help please
Try printing it without any ironing at all. Ironing sucks. If you don't get your flow adjusted perfectly for that filament/model combination it will clog your extruder right up. Prove the parts print without iron first and then figure out the settings with it. In my experience its pointless and massively increases any chance of an extruder clog/jam.
Also turn thick bridges OFF. For some reason with it ON its causing the infill to be printed with a 0.4mm layer height instead of 0.2. With that on then Bridges are supposed to be printed at the nozzle diameter in height but for some reason its also applying that to the infill which I don't think it should. Might be a bug with 2.4.
I also agree with Malcinator, those flow lines would normally be setting your flow to zero. It may be that your printers firmware is ignoring an instruction to set flow to that if its not causing you issues but that is purely the luck of your firmware.
RE: Under Extrusion ? help please
So, then can I suggest that you forget for now trying to increase flow on layer one and try just to print your design? There are two paremeters in PrusaSlicer and I feel you have them mixed up. There is the extrusion muliplier which can be set fro the Filament tab and the flow rate which can either be changed (if using Marlin) fron the LCD during the print or as you have tried with gcode from the Printers tab. Both have similar effects on your print but are applied in different ways.
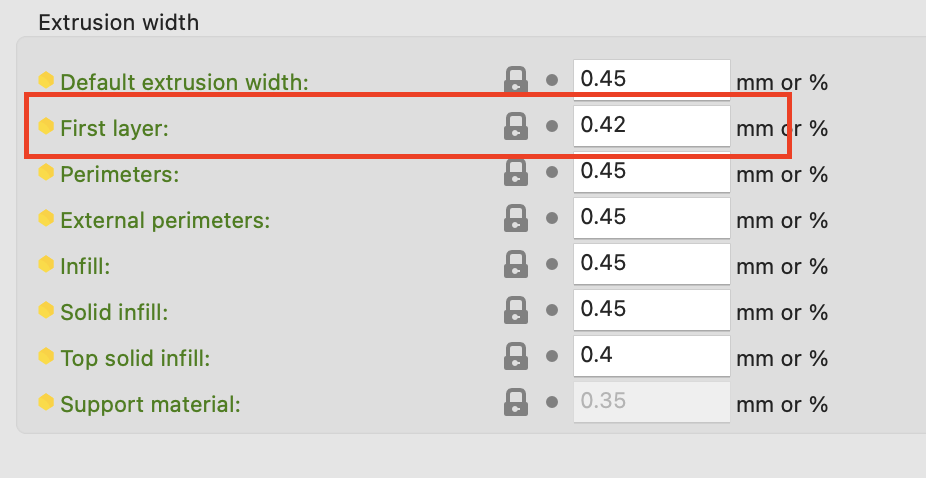
There is also the psability of change the extrusion width just for the first layer, this can be edited from the Print Settings Tab and then Advanced.
Don't give up! The rewards are worth the learning curve.