Stringing
Been trying to improve this issue. Im using Prusa Slicer 2.3. I’m running the hotend at 215 with a hardened A2 steel nozzle. Retraction is 1.1mm retract speed is 35mm, deretract is 35mm. Just can’t get rid of this angel hair. I’ll admit I’m using pretty old filament. It’s about 3.5 years old, but I am running it in a food dehydrator for about 3:30 at about 122f. Does Prusa Slicer have a coasting function similar to Cura? My setup is a CR10s pro V2 with a Micro Swiss direct drive all metal hotend.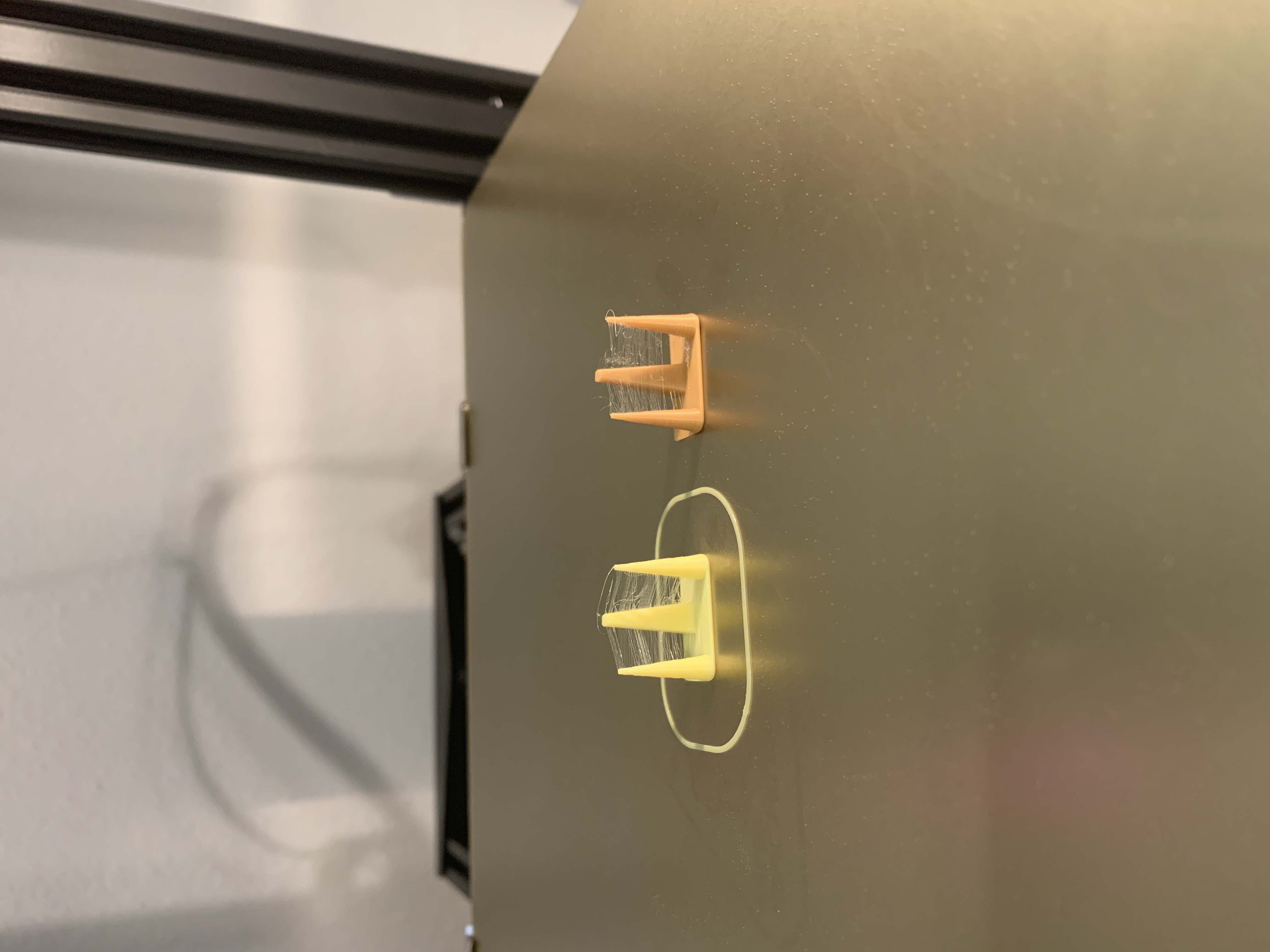
RE: Stringing
The first thing to verify before changing your printer setup or slicer settings is that your filament hasn't simply absorbed moisture. Dry it or try another spool. I go with 55C/131F recommended for PLA with the motto "when in doubt, dry it out" whenever filament that previously printed well starts showing signs of such stringing.
I've put together detailed notes on how I was able to mostly eliminate such fine stringing here.
tl;dr - I found that properly calibrating my extrusion multiplier was the single biggest factor in reducing such stringing. This reduced the need for work-arounds such as:
- retraction and de-retraction length
- retract/de-retract filament speeds
- wiping
- z-lift or z-hop
- coasting (Cura)
Make sure your slicer settings match your real-world printer and filament settings, and the generated gcode will be more accurate. When the gcode is more accurate, there will be less under or over extrusion. When there's less over extrusion, there's less stringing.