Settings for dual extrusion printing
I need to configure the distance that has to be retracted to make way for the other material, where is that option in prusaslicer?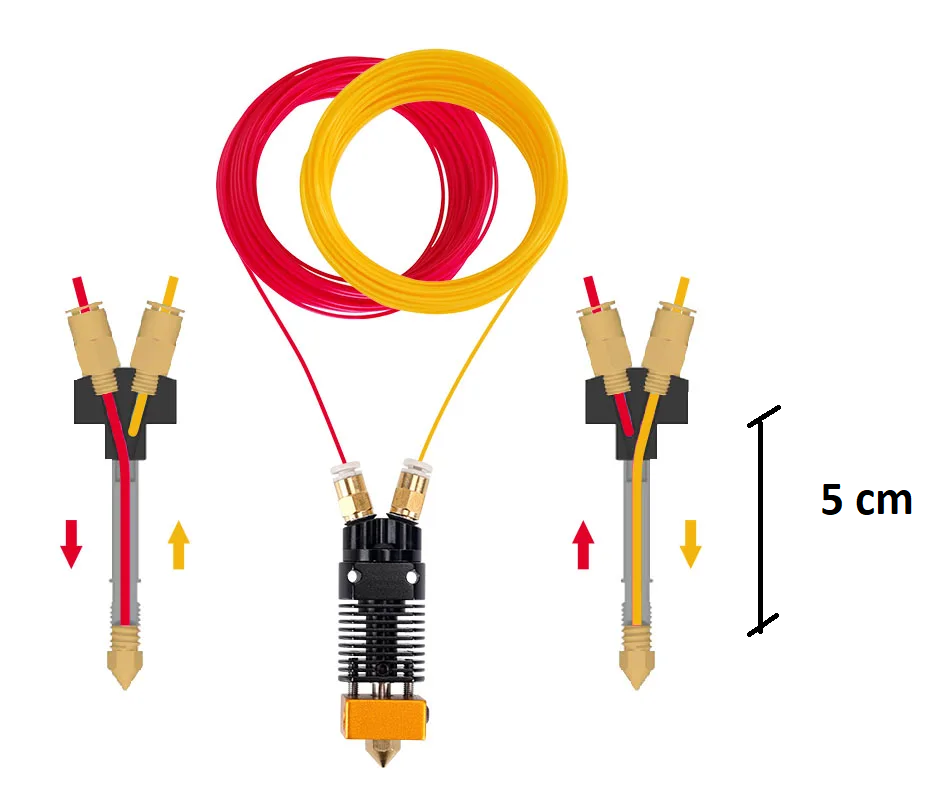
RE: Settings for dual extrusion printing
Hi Mango...
there is more to multifilament, single nozzle printing, than you think...
Have a look at the Prusa Mk2 with MMU1, that originally came in two versions. a 3 extruder version, and a 4 extruder version.
So you may find that you can modify the existing profile to work with your printer...

I Suspect that My MMU1 looks similar to your printer setup (I have had this running for 5 or 6 years...) (I have another printer with MMU3 to the right on the same bench...
Most of your settings are in these areas





I think that covers most of the areas you need to play with
Please be aware that the printer will feed filament forward and backward, when changing filaments, and this action can cause filament to spill off the side of filament spools and become knotted... so you need some sort of 'Buffer' between the extruder, and the filament spool
as you can see in the picture above, I have my filament on a shelf above the printer...
In the diagram below, think of the MMU as your extruders...
My spool holders run the spool edges on rollers. filament comes off the spool, through a short length of PTFE that is drilled through the shelf, and then the filament passed through air, into a longer length of PTFE which acts as a 'Reverse Bowden' tube.
the filament then goes through My extruder block, into the proper bowden tube and into the concentrator above the hot end.

when the print starts, both filaments are normally in the 'Parked' position at the top of the heatsink, above the hotend.
the prusa heats the Extruder and the Bed, and when the temperatures are right, the printer extends which ever is the first filament required, towards the hot end,
IF you have 'Prime All Printing extruders' ticked, and If both colours are due to be printed on the first layer, the printer will select extruder 2, first, and do a test print to prime the nozzle, then it will park that filament and extend filament 1 to the nozzle, when it will purge a larger patch to ensure the first colour is pure (Clear) and then the printer will continue with the print.
In between colours the printer will wipe the nozzle's 'nose' on a purge pile whilst it changes .
the filament change process needs to form a nice end, on the filament before it is parked, this is called ramming... where the filament is withdrawn from the nozzle, re advanced to the nozzle to reform the tip to a cone, and then the filament is withdrawn, it is moves back and forth inside the heatsink before parking to cool the filament and help ensure it does not stick inside the heat sink.
for the bowden tubes between the extruder motor and the heatsink, you need 2mm x 4mm PTFE (1.85 mm X 4 mm would be better, if it works with your printer... ) this is to best control the retraction during printing
the PTFE between the extruder motor and the Spool, would best be 3mm x 4mm to reduce friction in the feed path.
At the end of a print the printer will park both filaments away from the nozzle.
this prevents most heat creep, and prevents spotting on the build plate during mesh bed levelling, if your printer doe that process.
Good luck
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Settings for dual extrusion printing
Thank you very much for your time and explanation, it helped me a lot to better understand how dual extrusion works;
I'm using Klipper and Prusaslicer so I'm still testing everything, now;
Configure everything as in the screenshots although many parameters were the same;
and for a strange reason the "Prime All Printing extruders" option generates an over extrusion error in Klipper;

so I had to deactivate it, now I will continue testing
RE: Settings for dual extrusion printing
Prime all extruders was good for me, in the early days, when I was having priming issues... eventually turned out to be a faulty 4:1 concentrator...
printer will work fine without it!
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE:
Hi Mango...
there is more to multifilament, single nozzle printing, than you think...Have a look at the Prusa Mk2 with MMU1, that originally came in two versions. a 3 extruder version, and a 4 extruder version.
So you may find that you can modify the existing profile to work with your printer...
I Suspect that My MMU1 looks similar to your printer setup (I have had this running for 5 or 6 years...) (I have another printer with MMU3 to the right on the same bench...Most of your settings are in these areas
I think that covers most of the areas you need to play with
Please be aware that the printer will feed filament forward and backward, when changing filaments, and this action can cause filament to spill off the side of filament spools and become knotted... so you need some sort of 'Buffer' between the extruder, and the filament spool
as you can see in the picture above, I have my filament on a shelf above the printer...
In the diagram below, think of the MMU as your extruders...
My spool holders run the spool edges on rollers. filament comes off the spool, through a short length of PTFE that is drilled through the shelf, and then the filament passed through air, into a longer length of PTFE which acts as a 'Reverse Bowden' tube.
the filament then goes through My extruder block, into the proper bowden tube and into the concentrator above the hot end.
when the print starts, both filaments are normally in the 'Parked' position at the top of the heatsink, above the hotend.
the prusa heats the Extruder and the Bed, and when the temperatures are right, the printer extends which ever is the first filament required, towards the hot end,IF you have 'Prime All Printing extruders' ticked, and If both colours are due to be printed on the first layer, the printer will select extruder 2, first, and do a test print to prime the nozzle, then it will park that filament and extend filament 1 to the nozzle, when it will purge a larger patch to ensure the first colour is pure (Clear) and then the printer will continue with the print.
In between colours the printer will wipe the nozzle's 'nose' on a purge pile whilst it changes .the filament change process needs to form a nice end, on the filament before it is parked, this is called ramming... where the filament is withdrawn from the nozzle, re advanced to the nozzle to reform the tip to a cone, and then the filament is withdrawn, it is moves back and forth inside the heatsink before parking to cool the filament and help ensure it does not stick inside the heat sink.
for the bowden tubes between the extruder motor and the heatsink, you need 2mm x 4mm PTFE (1.85 mm X 4 mm would be better, if it works with your printer... ) this is to best control the retraction during printing
the PTFE between the extruder motor and the Spool, would best be 3mm x 4mm to reduce friction in the feed path.At the end of a print the printer will park both filaments away from the nozzle.
this prevents most heat creep, and prevents spotting on the build plate during mesh bed levelling, if your printer doe that process.
Good luckJoan
MANY MANY MANY thanks for posting this.
I was at my wits end until I found your guide today.
The missing piece of the puzzle was the darn Ramming Parameters. Without that, I was never going to get my new setup to work.
Default settings were switching between high speeds so fast it was crashing my stepper drivers. Slow it down fixed it instantly.