Reduce travel speed for 1st layer
Hi,
Is there a way to reduce travel speed only for first layer? I have some tiny details on first layer that required no only slow print speed but also slow travel speed.
Thanks!
Best Answer by Area51:
I know the problem, printing details like text in first layer. Travel moves can rip off tiny details and I use the speed modifier on the physical printer to reduce print and travel move speed.
I haven't found any way to reduce travel speed for only first layer in PS (even 2.4.0A1).
You could create an issue on GitHub to report the problem.
I don't think there is. The height modifier doesn't appear to offer travel speed as an option.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
You need to be in at least Advanced mode.
Print settings/Speed/First layer speed
Travel speed for first layer only
I know the problem, printing details like text in first layer. Travel moves can rip off tiny details and I use the speed modifier on the physical printer to reduce print and travel move speed.
I haven't found any way to reduce travel speed for only first layer in PS (even 2.4.0A1).
You could create an issue on GitHub to report the problem.
Have a look at my models on Printables.com 😉
Reply
Thank you, that should work for me. I will need to turn up my first layer speed and reduce all speed from the physical printer menu.
Travel speeds shouldn't lift 1st layer extrusions, work on your adhesion!
[...] Is there a way to reduce travel speed only for first layer? I have some tiny details on first layer that required no only slow print speed but also slow travel speed.
Glad you found a speed adjustment solution, but if you have 1st layer bits peeling up, that is an adhesion problem. You really should focus on getting proper 1st layer adhesion. The finest details should not peel up at normal 1st layer printing or particularly travel speeds.
Even with good adhesion the problem persist
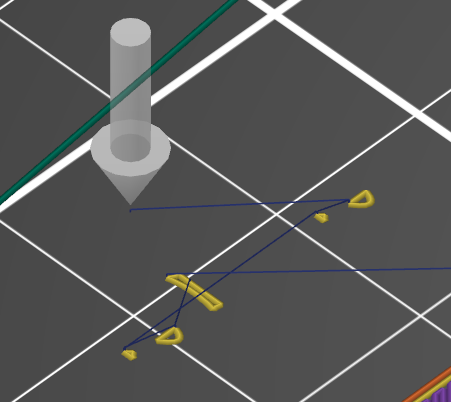
Even with good adhesion the problem persist when printing tiny details on the first layer, like text. The travel moves often rips off the small details:
Only when the external perimeter is printed, the tiny details is locked down to the build plate:
Printing external perimeters first would solve the problem, but gives me problems with overhangs later in the print.
If PrusaSlicer could identify the small islands on first layer and postpone them to just before printing infill, that would solve the problem.
I mostly print in PETG with a good adhesion and still have the problem unless I turn the overall moving speed of the printer down to 40-50% for the first layer.
Have a look at my models on Printables.com 😉
Just add a height range modifier from 0 to 0.2 and select print external perimeters first for that range. That way you can get a more reliable first layer without it messing up your overhangs further up.
RE: Reduce travel speed for 1st layer
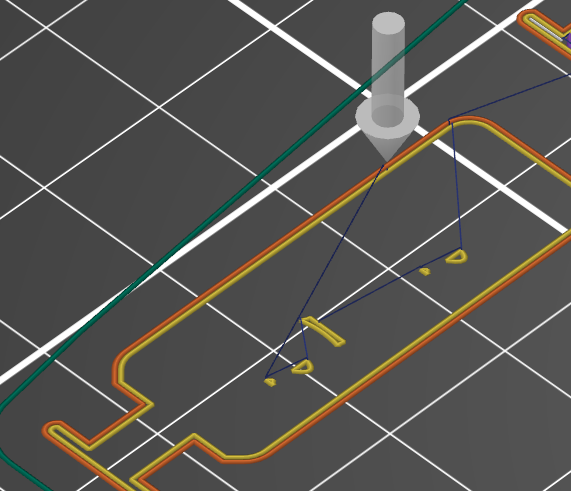
@neophyl I tried setting External perimeters first but that seems to only change the order of the outside perimeters. Tiny islands is still printed (PS 2.3.3) before external perimeter: 
The Layer Height modifier works the same and is more difficult to use as I have to set for each object/color or merge all objects together before using it.
Maybe a M220 S50 (Set speed to 50%) followed by M220 S100 for the next layers would be easier to manage - but it doesn't solve the fundamental problem.
Have a look at my models on Printables.com 😉
M204 and M220 may help
In a similar thread somebody suggested embedding Marlin M220 gcode commands into on layer change tests to account for specific filaments. This would adjust all move speeds just like dialing the front knob mid print. Alternately, you could use M204 acceleration for travel moves.
Other M20X worth looking into
Other Marlin M20X commands may be worthwhile, particularly setting jerk.
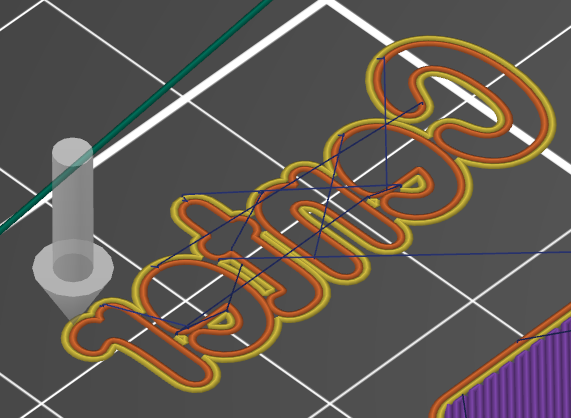
I tried it on a Benchy as a test and it seemed to work ok with that according to the preview. I guess it depends on the model.
Adjust 1st layer jerk & acceleration values if details print but are yanked off on moves
Even with good adhesion the problem persist when printing tiny details on the first layer, like text. The travel moves often rips off the small details:
If the details print but then get yanked off by travel moves, I'd consider tweaking adjusting jerk for the 1st layer. You can adjust first layer acceleration under speeds.
that is it
That is exactly the problem and solution.
Another solution could be trying to join the tiny islands with nearby path, link them together as one path, even it loses some accuracy.
Even with good adhesion the problem persist when printing tiny details on the first layer, like text. The travel moves often rips off the small details:
Only when the external perimeter is printed, the tiny details is locked down to the build plate:
Printing external perimeters first would solve the problem, but gives me problems with overhangs later in the print.
If PrusaSlicer could identify the small islands on first layer and postpone them to just before printing infill, that would solve the problem.
I mostly print in PETG with a good adhesion and still have the problem unless I turn the overall moving speed of the printer down to 40-50% for the first layer.