Problem in Z axis with PrusaSlicer
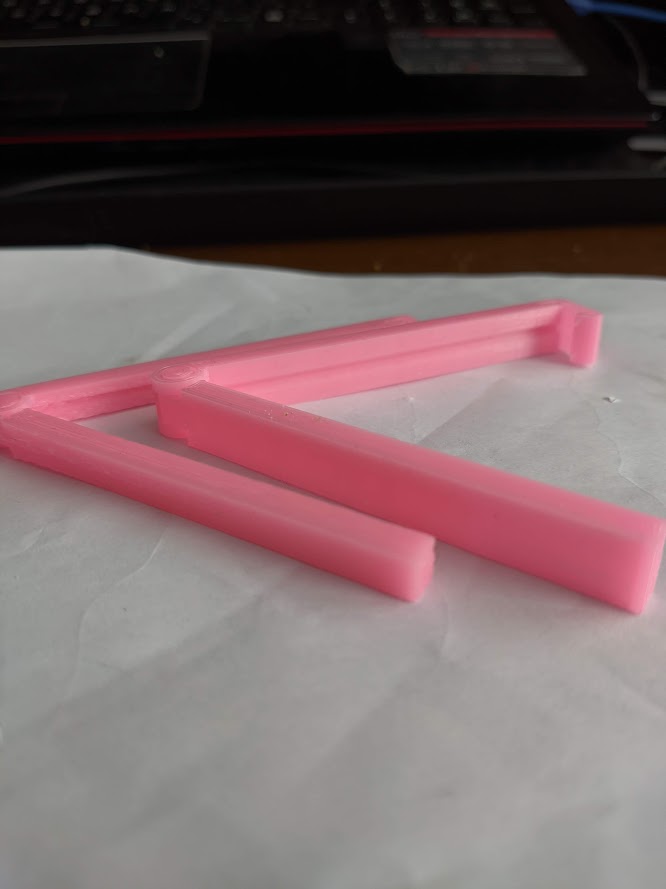
In the image you can see the same model printed with the same printer, the difference between them is that the "small one" is sliced with PrusaSlicer and the other one is sliced with Slic3r. I tried other models but the fault is always there. I notice when change of layer the printer go up and then go a little down so always print lower than it should be, it only happens working with PrusaSlicer, not with Cura or Slic3r. I don't know if I touched the configuration where I shouldn't. I updated the program but the fault is still there.
Anybody knows what is happening here? Thank you.
Please save your project as a .3mf file
Files > Save Project as
Zip the .3mf and post it here. It will contain both your part and your settings for us to diagnose.
Cheerio,
RE: Problem in Z axis with PrusaSlicer
This is the model sliced with Prusaslicer, I don't know if it is done right because I always slice through Repetier Host
RE: Problem in Z axis with PrusaSlicer
The most obvious thing is your print profile has z travel set to zero. When set to zero it uses the normal travel speed, which you have set to 150mm. Z changes just cant happen that fast unless you are on something like a voron ?
I've seen issues with z heights being wrong in the past when they had their z speed set to much. Set your Print Profile>Speed>Speed for Non Print Moves>Z Travel value to something reasonable and within the capability of your printer.
It might not be the thing that is causing you the problem but give it a try and see.
PS you also have some other strange settings for acceleration. For example you have most of them set to Zero so they are disabled but then you have default set to 500, which is using 500 for all other no defined print moves. Its normal to define them all in there or turn them ALL off.
Other 'stuff' I wonder about the reason for -
You also have X/Y compensation turned on, is it your intent to make all your parts smaller by 0.2mm on every layer ?
Fan is very low and constant, which is unusual for PLA.
Might want to set the Filaments density value, that way the slicer can give you the weight of filament used for a job.
RE:
The most obvious thing is your print profile has z travel set to zero. When set to zero it uses the normal travel speed, which you have set to 150mm. Z changes just cant happen that fast unless you are on something like a voron ?
I've seen issues with z heights being wrong in the past when they had their z speed set to much. Set your Print Profile>Speed>Speed for Non Print Moves>Z Travel value to something reasonable and within the capability of your printer.
It might not be the thing that is causing you the problem but give it a try and see.
PS you also have some other strange settings for acceleration. For example you have most of them set to Zero so they are disabled but then you have default set to 500, which is using 500 for all other no defined print moves. Its normal to define them all in there or turn them ALL off.
Other 'stuff' I wonder about the reason for -
You also have X/Y compensation turned on, is it your intent to make all your parts smaller by 0.2mm on every layer ?
Fan is very low and constant, which is unusual for PLA.Might want to set the Filaments density value, that way the slicer can give you the weight of filament used for a job.
Thank you very much, the problem was me that I changed the "Max print height" from 200 to 150 so I decreased the total height of the models a 25%