Avisos
Vaciar todo
Printing very bad overhangs with PETG and 0.3mm nozzle
Hi,
I use an old and very heavily modified Ender2 with a gear extruder (short bowden), original E3D V6 with a 0.3mm nozzle that delivered really excellent results with the old slic3r (including overhangs!).
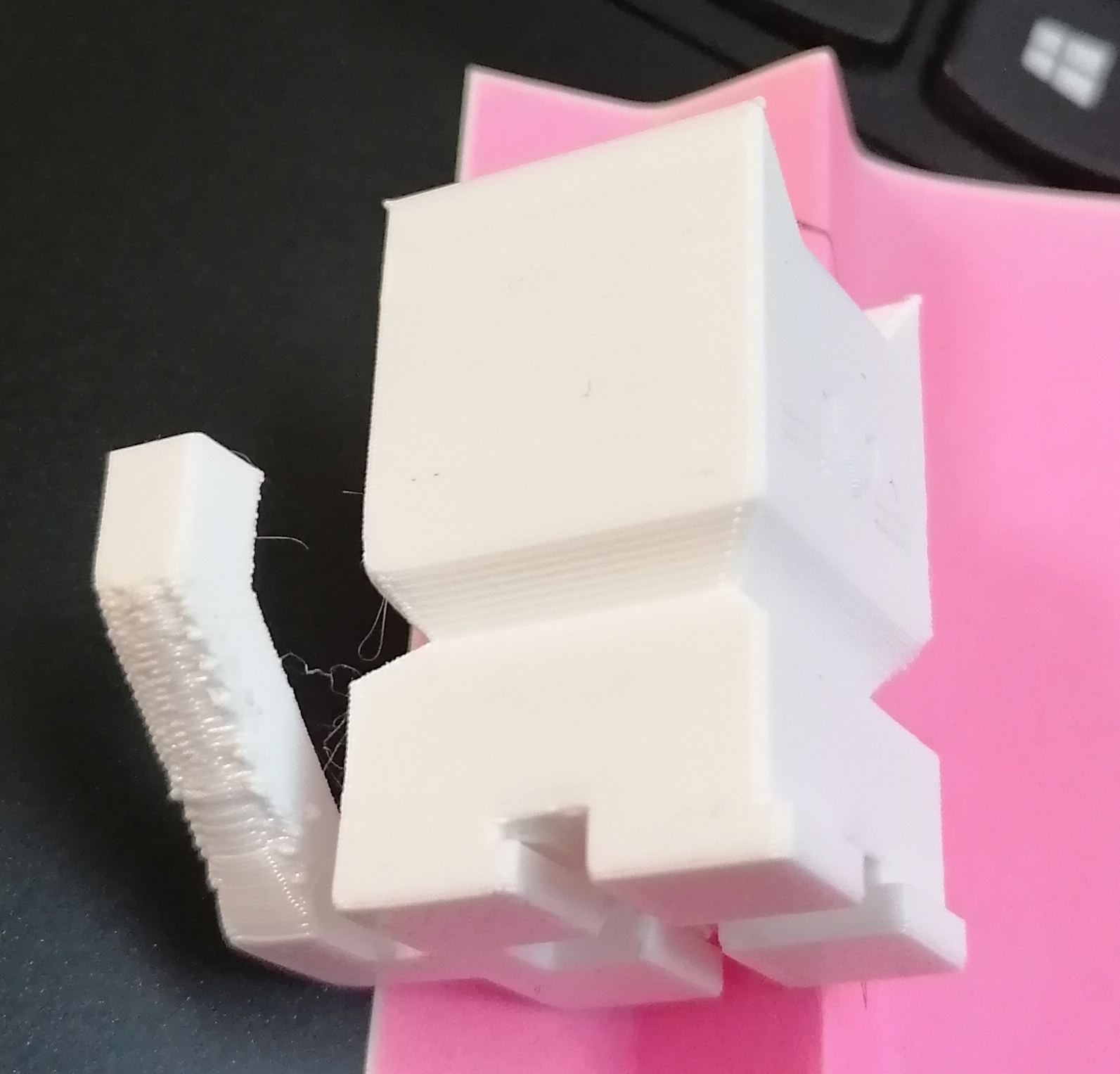
Everything prints well except overhangs - those really look terrible at 45° already (see picture - tail and also the corners of the neck).
I calibrated extrusion, e-steps - all belts are replaced and tensioned well. Cooling runs well.
Even though Prusa Slicer is so much nicer to work with and also delivers excellent results with all my other printers I cannot resolve that problem on the 0.3mm Ender only.
Can anyone gibe me advice what I could be missing.
Respondido : 04/03/2022 7:27 am
Topic starter
answered:
Print Configuration
this is the print config I use
[print:Fine Details] avoid_crossing_perimeters = 1 avoid_crossing_perimeters_max_detour = 0 bottom_fill_pattern = hilbertcurve bottom_solid_layers = 6 bottom_solid_min_thickness = 0 bridge_acceleration = 0 bridge_angle = 0 bridge_flow_ratio = 0.77 bridge_speed = 60 brim_separation = 0 brim_type = outer_only brim_width = 0 clip_multipart_objects = 1 compatible_printers = E2X compatible_printers_condition = complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 draft_shield = disabled elefant_foot_compensation = 0.15 ensure_vertical_shell_thickness = 0 external_perimeter_extrusion_width = 0 external_perimeter_speed = 50% external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0 fill_angle = 45 fill_density = 25% fill_pattern = honeycomb first_layer_acceleration = 0 first_layer_acceleration_over_raft = 0 first_layer_extrusion_width = 0 first_layer_height = 0.25 first_layer_speed = 50% first_layer_speed_over_raft = 30 fuzzy_skin = none fuzzy_skin_point_dist = 0.8 fuzzy_skin_thickness = 0.3 gap_fill_enabled = 1 gap_fill_speed = 25 gcode_comments = 0 gcode_label_objects = 0 gcode_resolution = 0.0125 infill_acceleration = 0 infill_anchor = 600% infill_anchor_max = 50 infill_every_layers = 10 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 0 infill_only_where_needed = 0 infill_overlap = 8% infill_speed = 65 inherits = interface_shells = 0 ironing = 0 ironing_flowrate = 15% ironing_spacing = 0.1 ironing_speed = 15 ironing_type = top layer_height = 0.15 max_print_speed = 80 max_volumetric_speed = 0 min_skirt_length = 20 mmu_segmented_region_max_width = 0 notes = only_retract_when_crossing_perimeters = 1 ooze_prevention = 0 output_filename_format = [input_filename_base] - T[temperature] - L[layer_height] c[xy_size_compensation] f[fill_density] sup[support_material].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0 perimeter_speed = 50 perimeters = 3 post_process = print_settings_id = raft_contact_distance = 0.1 raft_expansion = 1.5 raft_first_layer_density = 90% raft_first_layer_expansion = 3 raft_layers = 0 resolution = 0 seam_position = aligned single_extruder_multi_material_priming = 1 skirt_distance = 6 skirt_height = 1 skirts = 1 slice_closing_radius = 0.049 slicing_mode = regular small_perimeter_speed = 15 solid_infill_below_area = 60 solid_infill_every_layers = 0 solid_infill_extruder = 1 solid_infill_extrusion_width = 0 solid_infill_speed = 20 spiral_vase = 0 standby_temperature_delta = -5 support_material = 0 support_material_angle = 0 support_material_auto = 1 support_material_bottom_contact_distance = 0 support_material_bottom_interface_layers = -1 support_material_buildplate_only = 0 support_material_closing_radius = 2 support_material_contact_distance = 0.2 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_contact_loops = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_pattern = rectilinear support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = rectilinear support_material_spacing = 2.5 support_material_speed = 60 support_material_style = grid support_material_synchronize_layers = 0 support_material_threshold = 80 support_material_with_sheath = 1 support_material_xy_spacing = 50% thick_bridges = 0 thin_walls = 1 threads = 16 top_fill_pattern = hilbertcurve top_infill_extrusion_width = 0 top_solid_infill_speed = 15 top_solid_layers = 6 top_solid_min_thickness = 0 travel_speed = 130 travel_speed_z = 0 wipe_tower = 0 wipe_tower_bridging = 10 wipe_tower_brim_width = 2 wipe_tower_no_sparse_layers = 0 wipe_tower_rotation_angle = 0 wipe_tower_width = 60 wipe_tower_x = 180 wipe_tower_y = 140 xy_size_compensation = -0.05
I am using Prusa PETG btw.
Esta publicación ha sido modificada el hace 4 years por Md Fo
Respondido : 04/03/2022 10:08 am