Printing a Sphere. Need to know where the perimeter is printed relative to the boundary
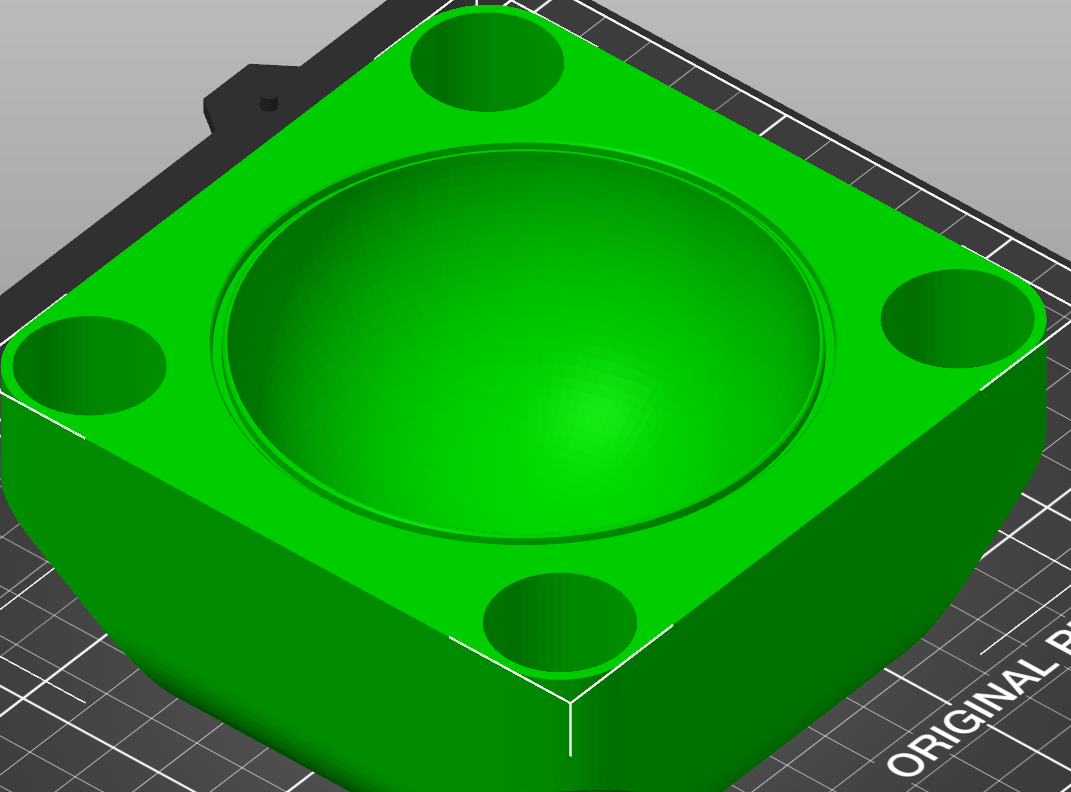
I am printing this part. I want the internal (concave) spherical surface to be very accurate. I've done all the tuning on my printer that I can.
My question is about as the layers get sliced going up a curve like that, does the nozzle print at the center of the layer boundary, or to the inside, or some fraction thereof? I need to understand where the edge of the actual extrusion edge is in relation to the sliced boundary. The slice boundary will be different depending on if it is taken from the top, bottom, or middle of the slice.
I have looked through the forum and the manual and was unable to find the information, though I thought I have seen it before. Can anyone help?
Best Regards,
Scott
RE: Printing a Sphere. Need to know where the perimeter is printed relative to the boundary
I'm surprised no comments to this question. Would it help at all for me to leave more detailed information/sketches/etc?
RE: Printing a Sphere. Need to know where the perimeter is printed relative to the boundary
Could just be that everyone was busy ?
Your question isn't quite as simple as it seems on the surface. The simple answer is the external printed dimensions should match the external dimensions of the object (within the limits of your printers accuracy). The slicer knows the extrusion width its using and will move the extruded path inwards by enough to result in the wall being ~equal to the external shell.
So for a basic 20mm cube the usual output is 20x20x20. In reality you often get 19.98 to 20.02 on a reasonable printer in x/y and assuming you sliced with a 0.2mm profile then you should get an almost exact 20mm high (depending on your first layer squish). Of course if you slice with a layer height that is not evenly divisible for the objects height then you could get either a bit below or a bit above depending on where the rounding occurs.
That's the simple example. Then we get to something with vertical holes. Say like the ones in the corners of your model. Now depending on the resolution of your model the circles are going to be made up of short straight lines. On an external (so say a cylinder) the points it extrudes from matches those end to end points. So if you measure then the 'high spots' will be the external diameter, but on the flat spots it will measure a bit undersize. Now take the example with a hole, its a cylinder cut out of another part. It still is made up of those end to end points. So the extrusion will be done from those points. However as it is a hole then those short straight lines now 'cut across' the hole.
In effect making it slightly undersize if you were using screws for example. Then of course you have plastic shrinkage as it cools which makes the effect more pronounced.
So on your designs exporting with a higher quality can make a big difference (at the cost of file size naturally). It s balance between sufficient to match the intended printers capabilities.
Models for SLA tend to be higher resolution than ones designed for FDM as they can take advantage of that resolution.
Normally a designer will work in a tolerance for this known issue. So a real world example for you, for a M3 screw I usually design in the holes to be 3.2mm to account for tolerances like this.
Now taking a look at your model with that oh so smooth bowl shaped depression, thats going to be subject to stair stepping, and in a major way. Assume a sliced layer height of 0.2 thick then its going to quantize that and as it moves lower the stair step distance is going to get greater and greater. Normally for curves like that you would use a lower layer height or a variable layer height. Layers less than 0.1 tend to give diminishing returns, you dont actually see much difference in the final output and the extra time takes (as well as the increased chances of clogging with lower layer heights) make it generally not worth it. With a fdm printer you are never going to get smooth in z anyway, especially not on something like that.
So it all depends on your definition of smooth. I would be looking at sla printing or similar. Either that or a lot of post processing (sanding).
Oh and the plastic shrinkage I mentioned, well on large parts that that you better make sure you have dialled in your bed adhesion as that's likely to warp upwards and pull away from the bed. Best to use an enclosure to reduce that tendency. And of course some filaments are more prone than others but even pla can warp.
One other thing, the best way to get over the details for help rather than sketches or gcode or anything else is to save a Prusa Slicer project file. Use File>Save project as in PS to save a 3mf file. A 3mf file contains the objects, a copy of the profiles you are using, any modifiers etc, painted areas. Its a snapshot of your work and allows anyone to slice and debug things, try different settings rapidly. The only thing you have to remember is that you MUST zip up the 3mf as the forum is very picky about what file types are allowed. Goes the same for any file except images really.