One perimeter wall
Is setting 'detect thin walls' the only way to achieve one perimeter walls? Should it work to set the minimum number of perimeters to 1 and ensure that the CAD model wall thickness is set to the perimeter thickness? I'm finding that the slicer is generating a lot of holes and artifacts when 'detect thin walls' is enabled, but I would like to get a one perimeter thick wall.
RE: One perimeter wall
@rh_shop,
Are you looking for a Vase mode setting, or simply a single wall print done in layers?
Mark
RE: One perimeter wall
@msteele999
I can't use vase mode because some areas of the model have other internal features, so simply a single wall perimeter done in layers.
RE: One perimeter wall
@rh_shop
Understood - I will have to defer to someone with more Prusaslicer knowledge than I.
Best regards,
Mark
RE: One perimeter wall
Could you save one of your problematic projects (File>Save as). This will generate a .3mf file. The 3mf will contain your model and all the settings you are using. Zip it up and attach it here (needs to be zipped or the forum wont accept the file type).
Its pretty much the standard way of debugging PS as it allows us to slice with the exact same settings and see what its generating, also we can quickly iterate through other settings and see if we can get better results.
The detect thin walls algorithm can be problematic with it creating as many issues as it fixes (which the Dev's are well aware of). Unfortunately if you have thin geometry that is thinner than your extrusion width then it will cause problems.
There are a couple of things you can try but it depends on the model. Firstly is to adjust the extrusion width for the perimeters. By default a 0.4mm nozzle will usually have a 0.45mm extrusion width. You can reduce this to 0.4 to match the nozzle. Going smaller is problematic as widths less than nozzle diameter don't tend to work too well.
The other trick you can do is use x/y compensation. This can make the model larger is x/y. Not useful if you have precise parts that must fit together but can be useful where that isn't a factor.
As I say post your project and we can take a look.
RE: One perimeter wall
@neophyl, I can do that, but what is the expectation if you set the minimum number of perimeters to 1, without vase mode or detect thin walls enabled?
RE: One perimeter wall
@neophyl, ok, here is the project file. I'm using a .60 nozzle and I have set the extrusion width to .70, and the CAD model has a thickness of 0.75 (I have tried several combinations). I'm trying to get a shell thickness of 1mm or less. Another part that I am printing is using transparent XT, so I'd like to have one perimeter.
RE: One perimeter wall
That model is not printable without some (a lot of) support. It also slices better with detect thin walls off. The purpose of detect thin walls is to pick up ones that are too thin and most of yours are wider so not needed, especially when its causing so so many other artefacts when its turned on. While most of the walls are thicker than 0.7 there are some spots at the top where the wall is not that thick which is why there is a gap each side with thin walls =off. Id thicken up those areas and leave thin walls off.
Also the area inside the 'bulb' at the top needs more than a single perimeter as it is a lot thicker than 0.7mm on the inside section where the screw mounts ? are, so will have either gap fill or possibly even require infill, and the area where it slopes out certainly needs more than 1 perimeter to be physically printed without large gaps as its almost completely overhanging.
That is not an easy shape to print with the nozzle size you have. Adjusting the perimeters and outer perimeters to 0.65 or 0.64 in advanced also seems to get a better slice result. Its reduces the holes in the top but there is still a slight one on one side as that area is thinner. Whats also concerning is that even with detect bridging turned on there is an area on the top that its not picking up as an overhang even though its printed in mid air as the edge dips down, its clearly visible in the preview.
Good luck with this one as I dont think that as designed its very suitable for 3d printing, not with a fdm printer anyway. A resin printer might make a better job and would certainly work better if transparent/translucent is also required.
RE: One perimeter wall
Many thanks for looking at this. I have printed it with some support (just external and on one side), and it prints just fine with the 0.6 nozzle, albeit with the thickness of the model set to 1.0mm and the default extrusion thicknesses set. I have used it as an example since you asked for one, but I still didn't hear an answer to the question - can you print one perimeter walls without setting 'detect thin walls' enabled? I think that the answer is no. And when I enable that setting, I do get lots of artifacts on this model (and some other models too). So with 2 perimeters and the 0.6 nozzle the print ends up being about 1.2-1.4mm thick, and with a 0.4 nozzle it comes out as per design, at 1.0mm. I would like to go thinner with the 0.6 nozzle, but that entails going to one perimeter but I can't get that to slice. I'm using XT-CF20 filament, hence the 0.6 nozzle (the 0.4 was with PLA).
RE: One perimeter wall
what thickness is the wall you are trying to slice?
you can change the extrusion width to say 1.0 for a 0.6 mm nozzle
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: One perimeter wall
Hi Joan, it is my own CAD model so I can change the thickness. I have printed it with it set (in CAD) at 1.0mm, and with the 0.4 nozzle it comes out at 1.0, but with the 0.6 nozzle it comes out thicker as it uses 2 perimeters (both cases using PS default extrusion widths).
Hence the question - can I get one perimeter walls without using 'detect thin walls' being enabled? When I enable that setting the slicing results in lots of artifacts.
I can leave the model set to 1.0 and try setting the extrusion width to 1.0, I just wasn't sure how far I could push it with a 0.6 nozzle. I had read somewhere not to go beyond 1.2 times the nozzle width (so 0.72). I'll see what the slicer does with this, but as far as I can tell it will require using the 'detect thin wall' setting enabled. Please tell me if I am wrong.
RE: One perimeter wall
You are missing the point of detect thin walls. It is ONLY useful if your walls are thinner than your extrusion width. If your model has thicker walls than your extrusion width then thin walls is not applicable and the slicer HAS to use more than one perimeter to fullfill the model parameters. The only case where this is different is the specific case of Vase mode. You have already stated that you cant use that mode though.
The trouble with modelling with a wall thickness of X is that on curves the wall thickness is not a constant distance given that the output is made up of triangles. So when you do something like a cylinder, in your cad software it might be an even thickness but the output file where is starts a new segment will be ever so slightly closer together.
You want vase mode with something that cant be printed in that mode. With a smaller nozzle and multiple perimeters it can build up to the thickness it needs as it can use gapfill if needed. I think you are in for lots and lots of iterations to get what you want trying to make all your models walls the same thickness in a manner that slicer can process with the same parameters.
RE: One perimeter wall
@neophyl - ok, thanks for the detail. So the answer to the question that I have asked three times seems to be: "no, you can't get one perimeter without having 'detect thin walls' enabled." At least the iterations that I can try are in the slicer, so faster than printing! Is it possible to use vase mode in a modifier mesh on parts of a model that do not have internal features?
RE: One perimeter wall
Vase mode is all or nothing Im afraid. Its in there for one specific purpose and is very limited.
RE: One perimeter wall
[...] Hence the question - can I get one perimeter walls without using 'detect thin walls' being enabled?
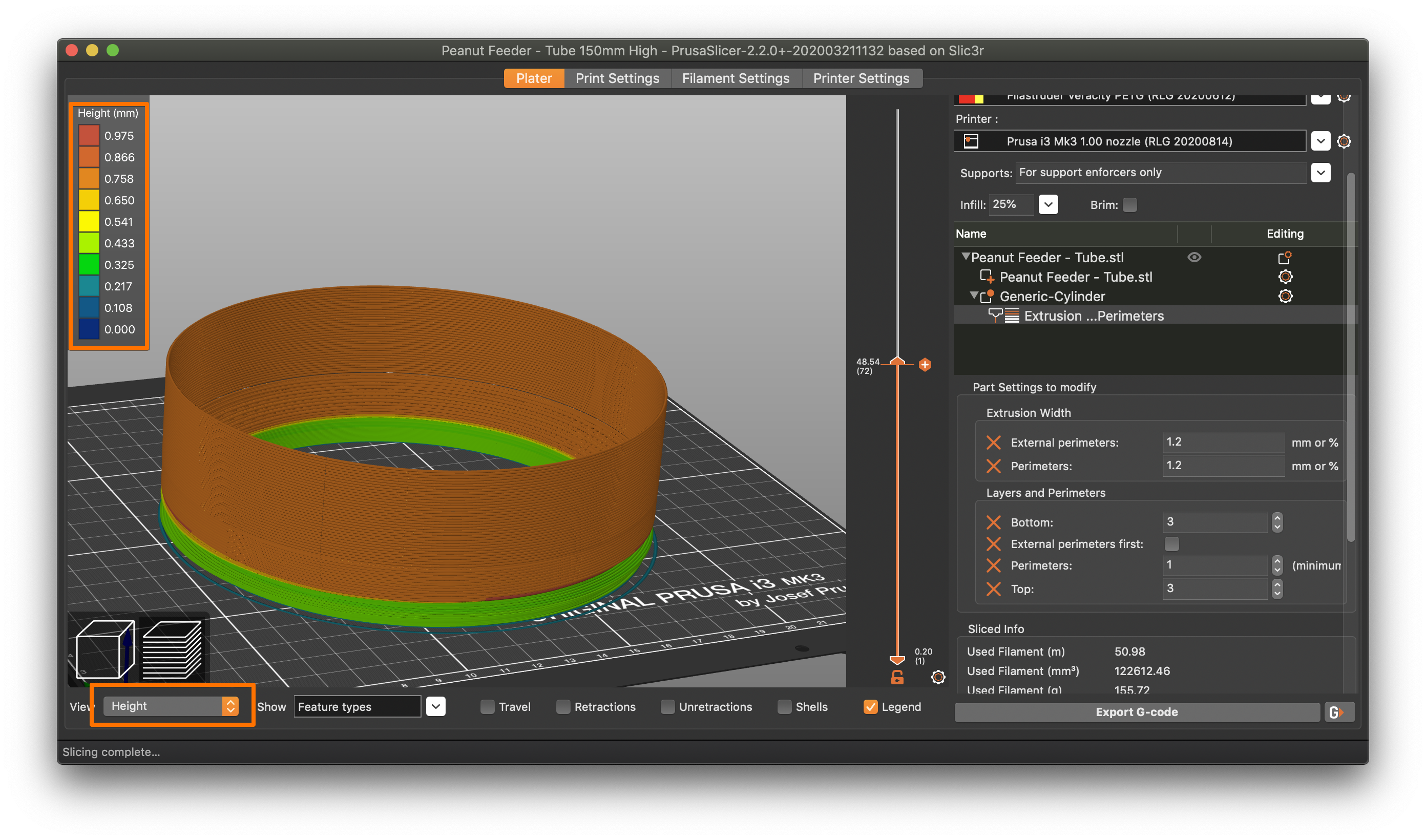
Yes. I have done this to print a bird feeder tube with transparent PETG. The top and bottom are normal thickness printed with a large 1mm nozzle at a low (0.32mm IIRC) height with 3 perimeters while the long center portion is printed at 0.8mm height with 1 perimeter. I used a modifier to change the parameters for the center part.

Just design the part so the desired walls are a thickness that the nozzle can print in one pass (e.g. 1.2mm for 1mm nozzle).
RE: One perimeter wall
You are missing the point of detect thin walls. It is ONLY useful if your walls are thinner than your extrusion width.
Interesting that you say that. The online PrusaSlicer documentation says:
Enabling Detect thin walls lets PrusaSlicer generate just a single perimeter that works as both inside & outside shell. This will help to capture tiny details. However, walls thinner than a single perimeter extrusion width will likely still be ignored.
It would be useful, I suppose, if the slicer had a setting that could 'round' to one perimeter if the model wall thickness was between say, 120% and 80% of the extrusion width. I had imagined that this is what the 'detect thin walls' did.
RE: One perimeter wall
Interesting that you say that. The online PrusaSlicer documentation says:
Enabling Detect thin walls lets PrusaSlicer generate just a single perimeter that works as both inside & outside shell. This will help to capture tiny details. However, walls thinner than a single perimeter extrusion width will likely still be ignored.
The main capability of Detect thin walls is to combine perimeters. @neophyl is correct in that it would otherwise be impossible to print with the specified number of perimeters. It can still only do so much with very thin extrusions and will skip those that are much smaller than the nozzle size and impossible to print. In any case, it's definitely a mixed blessing sort of feature, best avoided in the design if at all possible.
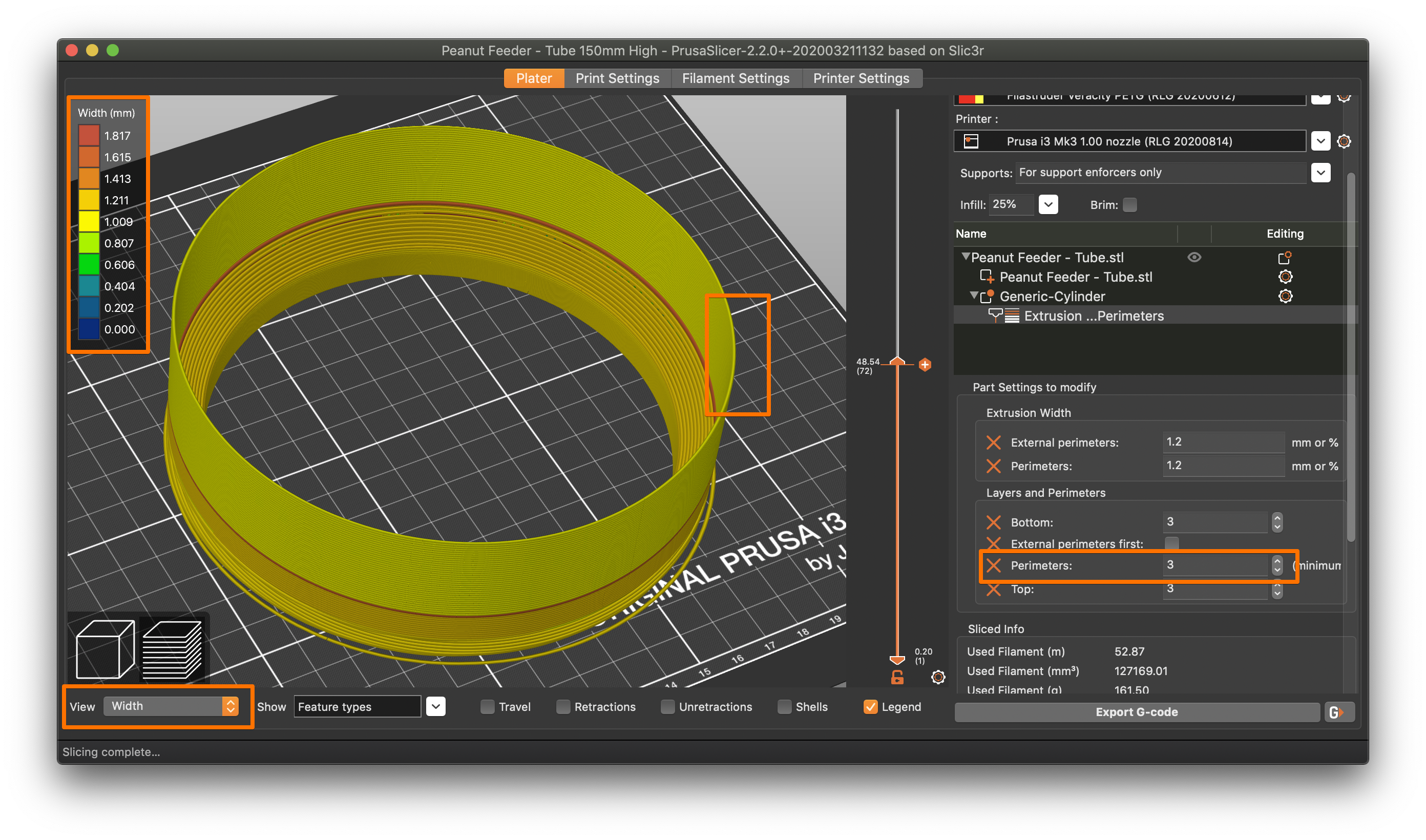
Here's how I printed the bird feeder tube using a modifier to change the extrusion width and perimeter count, and the variable layer height feature to increase layers from 0.4mm to 0.8mm for the middle portion:

Here's how the transition looks in preview mode showing layer heights:
It would be useful, I suppose, if the slicer had a setting that could 'round' to one perimeter if the model wall thickness was between say, 120% and 80% of the extrusion width. I had imagined that this is what the 'detect thin walls' did.
I'm not certain what you mean. If I specify 3 external perimeters but am printing a wall only thick enough for a single extrusion, the slicer handles that nicely [Edit: With detect thin walls enabled]:
RE: One perimeter wall
Quick clarification:
- If the part has NOT been designed with walls that are thicker than normal extrusion widths, using Detect thin walls may be required.
- If the part HAS been designed with walls that are thicker than normal extrusion widths, Detect thin walls is not required.
I bumbled through this while designing my parts and used it on a different version. I'm trying to locate the version with "properly thick walls" to show examples.
RE: One perimeter wall
Sorry Bob, I'm a bit confused. You said that you can print a one perimeter wall without setting 'detect thin walls' (with the model wall equal in thickness to the extrusion width), but then you edited your post to say 'with it enabled'?
RE: One perimeter wall
Hang on... Trying to locate some old project files.
- If the walls are thinner than your nozzle can handle, detect thin walls may be needed.
- If the walls are thicker than the nozzle, detect thin walls is not needed.
I had that part handy and was trying to show the use of modifiers and variable layer height to accomplish what you're describing.
Working on some more examples now.