How to set up a Temperature Tower?
Hi All,
I want to set up a temperature tower for my Prusa Mini. I have the STL but im not sure how to make PrusaSlicer index the temperatures. Does anyone have any advice on how I go about this?
Respect the fact everyone is entitled to have an opinion, you dont have to like it or hate it, just accept its theirs and not yours and you will be ok!
RE: How to set up a Temperature Tower?
You can insert some custom Before layer change gcode in your printer settings. I've got an example here. There should be a working profile in my PrusaSlicer config samples.
RE: How to set up a Temperature Tower?
Arh ok, I would have thought there would have been a way to do this with out the user having to input gcode, and do it through the slicer gui.
Thanks for that ill have a look once i rebuild my mini again.
Respect the fact everyone is entitled to have an opinion, you dont have to like it or hate it, just accept its theirs and not yours and you will be ok!
RE: How to set up a Temperature Tower?
Arh ok, I would have thought there would have been a way to do this with out the user having to input gcode, and do it through the slicer gui.
At the rate PrusaSlicer development is going, niceties like that might be in the cards for the future. Until very recently, we were hoping to get basic functionality covered in most slicers. At least the procedure is more-or-less portable between slicers.
RE: How to set up a Temperature Tower?
Arh ok, I would have thought there would have been a way to do this with out the user having to input gcode, and do it through the slicer gui.
Thanks for that ill have a look once i rebuild my mini again.
FYI, in the current alpha releases for the next version of PrusaSlicer there is supposed to be functionality for this. I haven't downloaded and played with the 2.2.0 alpha builds yet (as of this writing, development is up to alpha2, check here: https://github.com/prusa3d/PrusaSlicer/releases for the latest release), but the release summary for 2.2.0 alpha1 (scroll down a bit on the above link) shows a screenshot of adding a temperature change gcode at a specified layer using the GUI.
tl;dr This functionality is coming, but you will still need to know the extruder temperature change "M104 S<value>" gcode syntax for now.
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
RE: How to set up a Temperature Tower?
@bobstro
Thank you so much for that custom gcode! It made everything so much easier!
RE: How to set up a Temperature Tower?
@sembazuru
Excellent added feature!
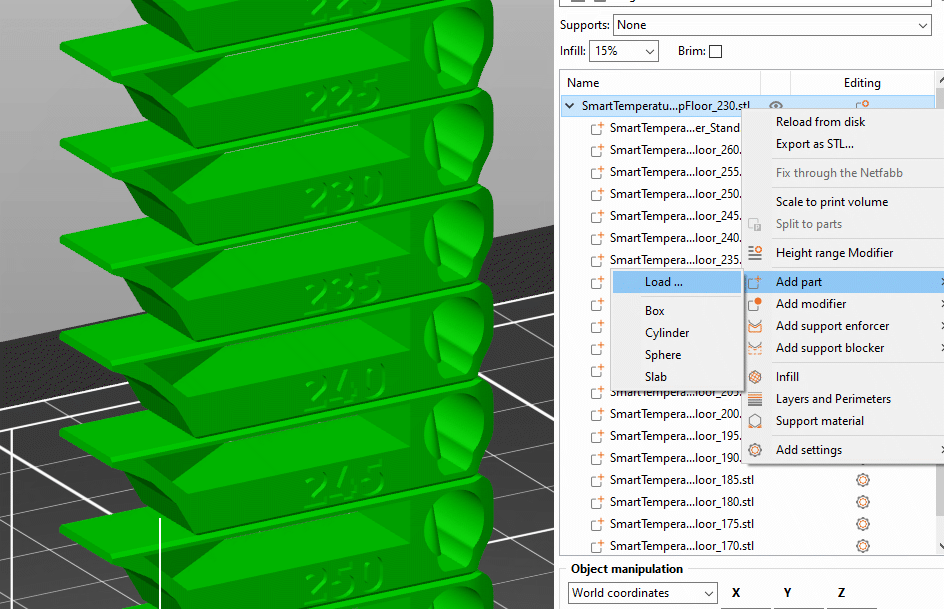
Another thing that can help is based on the fact that some temperature tower comes in parts and we have to mount the desired parts.
Since the PrusaSlicer does not allow to put an object in the air, we need to add the other objects using the left-click and choosing to add a part.
RE: How to set up a Temperature Tower?
Thanks Bob for the nice gcode. Since I wanted to test with several different filaments and got tired of changing all those values, I turned it into this:
RE: How to set up a Temperature Tower?
Thanks Bob for the nice gcode. Since I wanted to test with several different filaments and got tired of changing all those values, I turned it into this:
; For Fast_Informative_Temperature_Tower, 10 levels at 8mmM104 S{230 - (4 * int((layer_z / 8)))}The divisor is the number of millimeters per level of the tower, the multiplier is how much the temperature should fall per level.
Very elegant. I have done some basic math in PrusaSlicer/Slic3r, buy forget that it can do a few other functions like int(). Thanks!
RE: How to set up a Temperature Tower?
@bobstro
I'm glad you like it. One thing that puzzled me for a while was that int(layer_z / 8) gave an error. Presumably for simplifying the parser, expressions inside function calls need to be wrapped in parentheses.
-Lars
RE: How to set up a Temperature Tower?
I'm surprised that no one has put one up for PETG and PLA for the Prusa Mini..there are a bunch out there for the MK3s
RE: How to set up a Temperature Tower?
I've been checking out Supermerill's latest fork, re-branded as SuperSlicer. He added some auto-generated calibration items. I haven't had a chance to try printing any of them yet (still busy printing COVID shield parts), but apparently the auto-generated temperature tower is based on the gaaZolee's Smart Temperature Tower that I use and @gutenbar took a screenshot of, above.
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
RE: How to set up a Temperature Tower?
I’ve tried Merills SuperSlicer with the Calibration extras and the temp tower and it works great.
There are so many extra settings for more advanced stuff that I probably use it more than PS at the moment, like being able to set your bridging lines closer together which when printed over support gives bridges or overhangs massively better bottom surfaces. Or the ability to make the first zig layer under supports a solid layer.
Although the new PS 2.3.0 alpha is also looking mighty fine. 😍. I can’t wait until SuperSlicer gets merged against a stable version of that. That will be some kick ass software.
RE: How to set up a Temperature Tower?
I'm surprised that no one has put one up for PETG and PLA for the Prusa Mini..there are a bunch out there for the MK3s
Also hope that someone could make a Tower for the mini with different materials like PLA PETG ASA? Is this possible from anyone here please?
RE: How to set up a Temperature Tower?
@bobstro @lars-2
Love the code. Here is a slight modification that will work with most temp towers on thingiverse or prosuaprinters.org
I've attached a sample .3mf file to import into Prusaslicer.
;Temp tower layer height generator for Slic3r
;Add the following to before each layer change setting:
;M104 S{260 - (a * int(((layer_z - b)/ c)))}
;where a== temperature step per level
;b==the layer height for platform or brim
;c== the thickness in z of each temp tower level
;
;Examples ; https://www.thingiverse.com/thing:2493504/files
; at 0.2mm layer height, these have 6.8mm thickness per level and have a 0.8mm intro platform for better bed adhesion:
;PLA - 180-220: M104 S{220 - (5 * int(((layer_z - 0.8)/ 6.8)))}
;PETG/ABS - 220-260 M104 S{260 - (5 * int(((layer_z - 0.8)/ 6.8)))}
RE: How to set up a Temperature Tower?
Folks can start with this .3mf project file for a PETG tower:
https://www.prusaprinters.org/prints/38895-temp-tower-prusaslicer-02mm-layer-petg
Why M104 instead of M109
I'm curious why you (and everyone else, it seems) choose to use M104 to change temperature instead of M109.
As I understand it, M104 will set the nozzle temp and then go on to the next gcode statement. Thus, you're printing without the temperature actually being at the target temperature.
M109 will set the nozzle temp and then wait for that temp to be achieved before moving on to the next gcode statement.
Is a 10 degree change quick enough that it doesn't make a difference? Or, are their other subtleties to M109 that I'm not seeing?
..
Is a 10 degree change quick enough that it doesn't make a difference?...
Yes, 10°C difference changes in (guessing) 3-4 seconds, which is probably before first next layer is finished.
[Mini+] [MK3S+BEAR]
Re: Why M104 instead of M109
I'm curious why you (and everyone else, it seems) choose to use M104 to change temperature instead of M109.
As I understand it, M104 will set the nozzle temp and then go on to the next gcode statement. Thus, you're printing without the temperature actually being at the target temperature.
M109 will set the nozzle temp and then wait for that temp to be achieved before moving on to the next gcode statement.
Is a 10 degree change quick enough that it doesn't make a difference? Or, are their other subtleties to M109 that I'm not seeing?
Great question. M109 would work too, but keep in mind this g-code statement gets executed at every layer change - even on layers where the temperature won't actually change. The firmware is slow and can pause unnecessarily long with M109 even when the temperature is already at the target - this could introduce artifacts at the pause point. For 5 degrees or less, M104 is fast enough where it won't matter.
Its more code, but perhaps a better way for 10 degrees ore more is to hard code M109 at only the layers where you change temp and also add a z-hop/retraction to avoid an artifact at the pause point.
M104 just lets you optimize the sequence
I'm curious why you (and everyone else, it seems) choose to use M104 to change temperature instead of M109.
It's so you can do a few more things that aren't temperature-dependent. You just minimize the amount of time it takes to get to the final M109 temp. For a temp tower, the amount of time to increase/decrease temps to the next increment are minimal and will usually happen within one layer, so it works well for temp towers. Otherwise, you have to move the nozzle away while the nozzle temp changes to avoid melting part of the print.
For startup gcode, there's no reason to do it if you're not putting anything in between, yet there's no reason not to have both in case you later want to stick something in there. On other printers, I will do something like:
M104 S[first_layer_temperature] ; set extruder final temp [... move nozzle, other adjustments ...] M109 S[first_layer_temperature] ; wait for extruder final temp
It just optimizes the timing a bit.
As I understand it, M104 will set the nozzle temp and then go on to the next gcode statement. Thus, you're printing without the temperature actually being at the target temperature.
There are plenty of things to do in start gcode that don't require extruding filament. The 24V Mk3 heats up fairly quickly, but 12V systems will be slower. You could do something like home X & Y in between for example. It's really just a personal preference.
[...] Is a 10 degree change quick enough that it doesn't make a difference? Or, are their other subtleties to M109 that I'm not seeing?
It just depends on your start gcode approach. Either will work. Starting the warmup early is just a bit more efficient. Neither affects end print quality.