How to ensure Slicer gives me the fine details, even if they are smaller than one perimiter wide?
In the PrusaAccademy "3D Printing & Modeling for Beginers (MK3S+)", in the section 6.4 "Basic Trouble Shooting and Maintenance / Further tips & examples", it says
"Advanced PrusaSlicer settings allow to automatically increase the size of the smallest details to be at least one perimeter wide."
Can someone help me find this setting in the UI please?
It's probably referring to 'Detect thin walls' in Layers and perimeters > Quality
Cheerio,
RE: How to ensure Slicer gives me the fine details, even if they are smaller than one perimiter wide?
Detect thin lines may save your bacon. However, it should be the method of last resort. It can have undesired side effects. Better to design with printer capabilities in mind.
In your case, I'd probably switch to a 0.25 mm nozzle to print these tokens.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: How to ensure Slicer gives me the fine details, even if they are smaller than one perimiter wide?
I understand your caution, and agree with you recommendation. I have a very specific case of a pre-existing model, and just need to print a representation, without being concerned about precise.
RE:
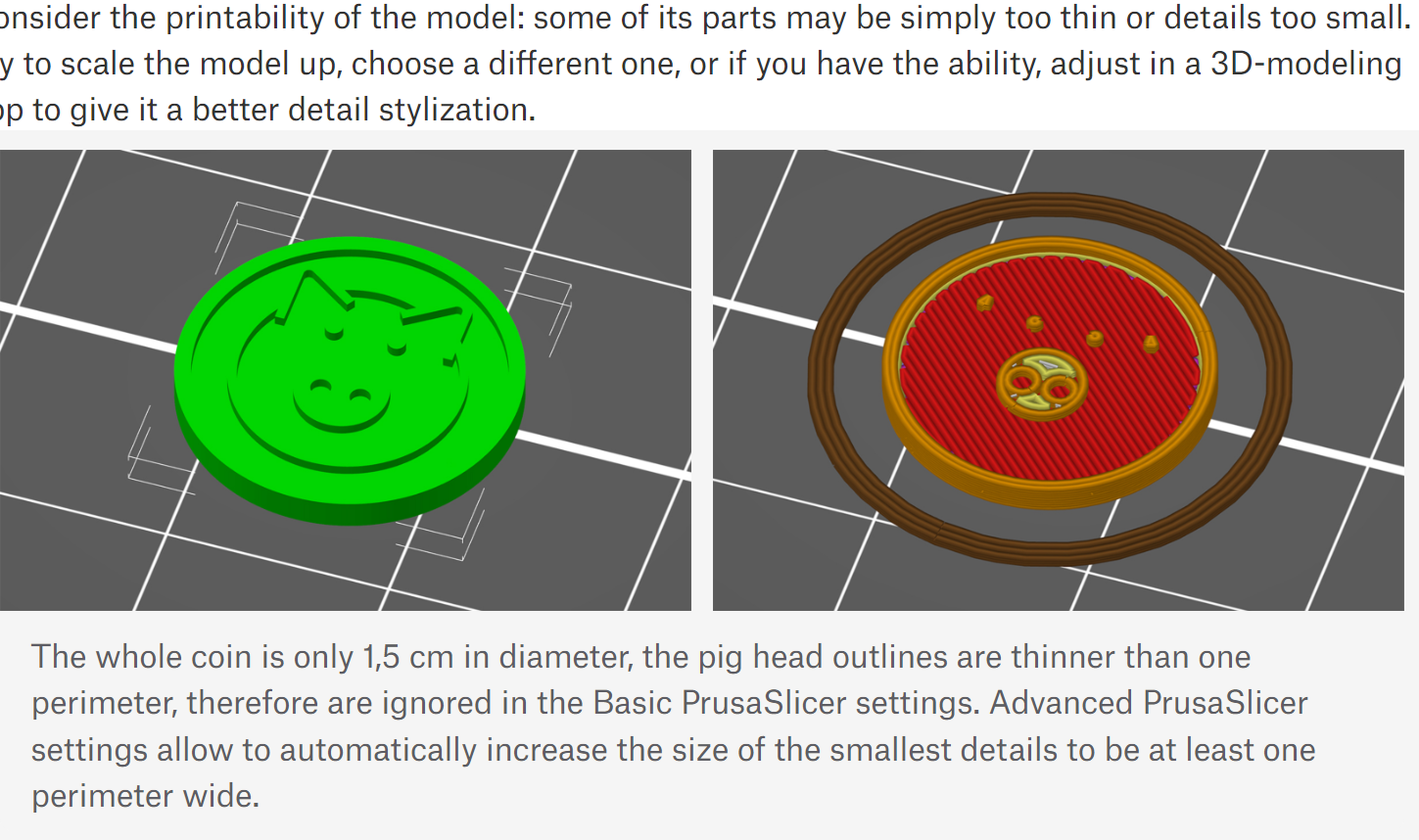
the model features must be wider than the extrusion width, to guarantee printing. in your piggy face example above, the piggies face outline is narrower than the extrusion width for the nozzle.
typically a 0.4mm nozzle will have an external perimeter extrusion width of 0.45mm, so if the face outline is narrower than 0.45mm it is not created within the G Code.
as mentioned above Designing the model to print, is the preferred option... but with a pre designed model STL,
'Detect Thin Walls' May Save your Bacon. Other options include
enlarging the scale of the model until the features become large enough to print.
Reducing the Nozzle Extrusion width for external perimeters (BUT NOT LESS THAN THE NOZZLE DIAMETER) in the hopes that the features become printable, and
an alternative that I frequently use when absolute dimensions are not critical, 'XY Size Compensation' this value is normally 0.0mm if you increase it a little, it adjusts X and Y dimensions by the amount within the value. you can almost guarantee that if you set XY Compensation to 0.2mm (when using a 0.4mm nozzle) that the features will print you may well find that a much smaller value, will be successful too. 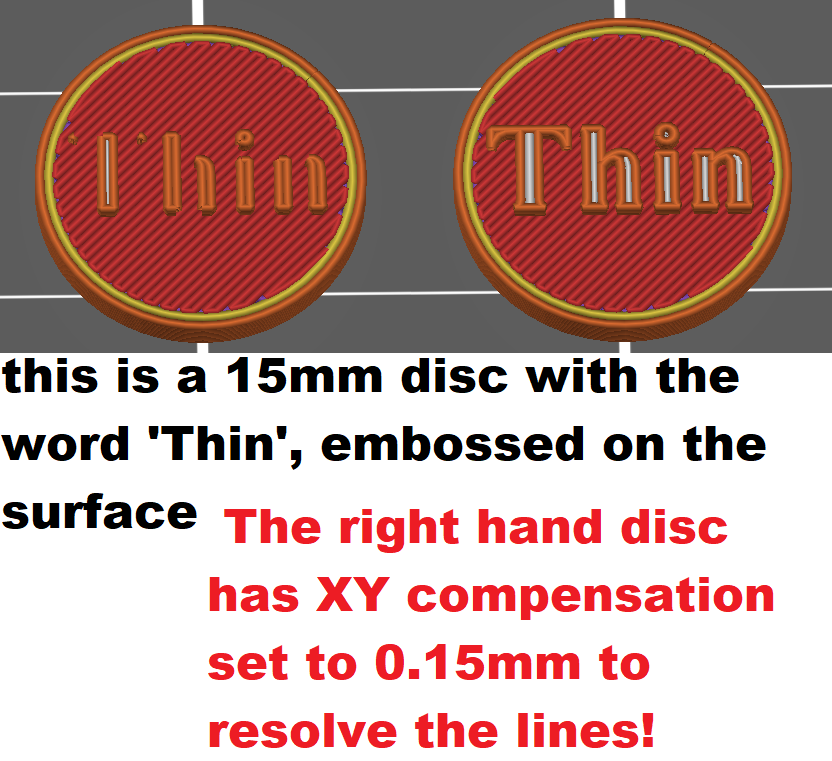
the overall dimensions of the disc remained the same, but the text strokes were thickened to make them resolve.
interestingly, in the example above, reducing the nozzle to 0.25mm standard settings was not enough to resolve the text but with a 0.25mm nozzle you only needed XY Compensation to be 0.042, to resolve the text... have a play and see what works for you!
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: How to ensure Slicer gives me the fine details, even if they are smaller than one perimiter wide?
The XY compensation trick is incredible, thank you so much !