How to change print speed?
Hello, I have a Prusa Mini and I modified it to use two fans.
But when I don't change the Slicer settings the filament cools and freezes very fast.
When I change the speed to 160% on the LCD, I can print without any problems.
Is there any way I can speed up the other layers by 160% except the first layer?
It is difficult to wait for the first layer each time and then speed up.
Thank you.
RE:
You can use the M220 Sxx gcode command for this.
See https://reprap.org/wiki/G-code#M220:_Set_speed_factor_override_percentage
This line must then be placed after the first layer in the gcode.
RE: How to change print speed?
Thank you so much,
Do I need to put the code here?
{kind=link}
RE:
No, you have to add that in the generated gcode file.
This is an example for a file that uses 0.2 layer height.
Open the gcode file in windows notepad and use the search option, enter Z 0.4.
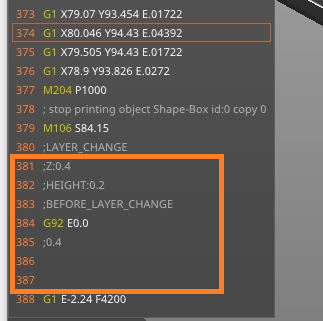
In this example, this is the start of the second layer.
After that place in the gcode file, insert the extra line.
Save the file as gcode and check if it works.
RE: How to change print speed?
Actually you can do it that way if you want. There are several ways to achieve the same effect.
You can manually post process as Rene suggests.
You can use the Insert Custom gcode after slicing (just as you do to insert a pause or colour change) with the required M220
If you want it to always do it when you use that printer then you can add it to the between layers section by using a conditional.
If you search this very forum there are several discussions on doing just this. For example https://forum.prusa3d.com/forum/prusaslicer/increasing-print-speed-for-multiple-layer-all-of-a-print-using-gcode/ for the instructions to do it in the printer profile.
Or an older more generic discussion of the topic https://forum.prusa3d.com/forum/prusaslicer/how-to-set-print-speed-for-all-layers-so-i-dont-have-to-manually-set-speed-for-each-layer/
RE: How to change print speed?
Note - in the example of doing in in the between layers section in the other thread I have the values swapped around. Unfortunately the forums lack of editing means I couldnt correct the example.