Notifications
Clear all
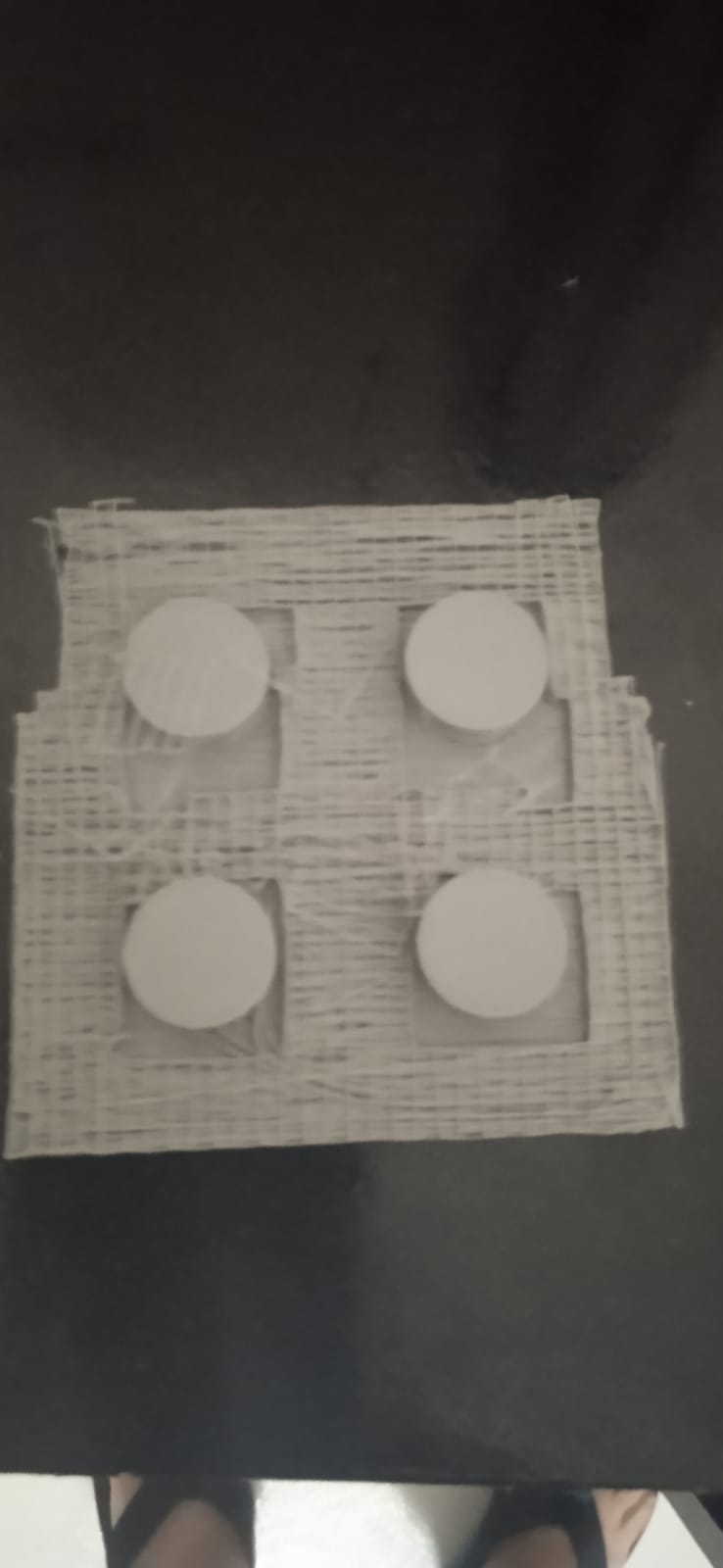
How not to leave support marks
Hello, I'm new to the 3D world
I need help in the following problem. I can't adjust the support settings for this part,I've tried in many ways, and always the support grabs and leaves many marks.
Someone would have some config, so that I can print without these problems.
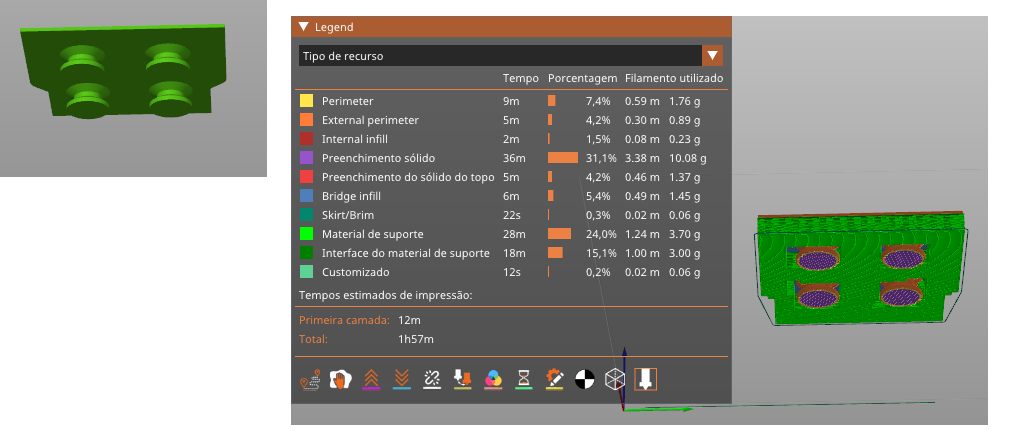
Attachment config.ini with config that I am using
Prusaslyce_config_bundle.ini with printer configs
piece.3mf Project with the piece to print
My printer is Ender 3 s1

I thank you for the helpsorry the English
config.ini
# generated by PrusaSlicer 2.6.0-alpha6+win64 on 2023-06-23 at 21:19:34 UTC
autoemit_temperature_commands = 1
avoid_crossing_curled_overhangs = 0
avoid_crossing_perimeters = 0
avoid_crossing_perimeters_max_detour = 0
bed_custom_model =
bed_custom_texture =
bed_shape = 5x0,215x0,215x220,5x220
bed_temperature = 60
before_layer_gcode = ;BEFORE_LAYER_CHANGE\nG92 E0\n;{layer_z}\n\n
between_objects_gcode =
bottom_fill_pattern = monotonic
bottom_solid_layers = 5
bottom_solid_min_thickness = 0
bridge_acceleration = 250
bridge_angle = 0
bridge_fan_speed = 100
bridge_flow_ratio = 0.85
bridge_speed = 60
brim_separation = 0
brim_type = outer_only
brim_width = 0
color_change_gcode = M600
colorprint_heights =
compatible_printers_condition_cummulative = "printer_model=~/(ENDER|CR|SERMOON).*/ and nozzle_diameter[0]==0.4";printer_notes=~/.*PRINTER_VENDOR_CREALITY.*/
complete_objects = 0
cooling = 1
cooling_tube_length = 5
cooling_tube_retraction = 91.5
default_acceleration = 500
default_filament_profile = "Generic PLA @CREALITY"
default_print_profile = "0.16 mm OPTIMAL (0.4 mm nozzle) @CREALITY"
deretract_speed = 30
disable_fan_first_layers = 3
dont_support_bridges = 0
draft_shield = disabled
duplicate_distance = 6
elefant_foot_compensation = 0.1
enable_dynamic_fan_speeds = 0
enable_dynamic_overhang_speeds = 0
end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n"
end_gcode = {if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F600 ; Move print head up{endif}\nG1 X5 Y{print_bed_max[1]*0.85} F{travel_speed*60} ; present print\n{if max_layer_z < max_print_height-10}G1 Z{z_offset+min(max_layer_z+70, max_print_height-10)} F600 ; Move print head further up{endif}\n{if max_layer_z < max_print_height*0.6}G1 Z{max_print_height*0.6} F600 ; Move print head further up{endif}\nM140 S0 ; turn off heatbed\nM104 S0 ; turn off temperature\nM107 ; turn off fan\nM84 X Y E ; disable motors
external_perimeter_acceleration = 0
external_perimeter_extrusion_width = 0.42
external_perimeter_speed = 60
external_perimeters_first = 0
extra_loading_move = -2
extra_perimeters = 0
extra_perimeters_on_overhangs = 0
extruder_clearance_height = 25
extruder_clearance_radius = 55
extruder_colour = #FCE94F
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 1
extrusion_width = 0.44
fan_always_on = 1
fan_below_layer_time = 100
filament_colour = #4388FC
filament_cooling_final_speed = 3.4
filament_cooling_initial_speed = 2.2
filament_cooling_moves = 4
filament_cost = 120
filament_density = 1.24
filament_deretract_speed = nil
filament_diameter = 1.75
filament_load_time = 0
filament_loading_speed = 28
filament_loading_speed_start = 3
filament_max_volumetric_speed = 15
filament_minimal_purge_on_wipe_tower = 15
filament_notes = ""
filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6"
filament_retract_before_travel = nil
filament_retract_before_wipe = nil
filament_retract_layer_change = nil
filament_retract_length = 1.5
filament_retract_lift = 0.2
filament_retract_lift_above = nil
filament_retract_lift_below = nil
filament_retract_restart_extra = nil
filament_retract_speed = 50
filament_settings_id = "PLA 3D NACIONAL - COR AZUL"
filament_soluble = 0
filament_spool_weight = 0.123
filament_toolchange_delay = 0
filament_type = PLA
filament_unload_time = 0
filament_unloading_speed = 90
filament_unloading_speed_start = 100
filament_vendor = Generic
filament_wipe = nil
fill_angle = 45
fill_density = 5%
fill_pattern = gyroid
first_layer_acceleration = 0
first_layer_acceleration_over_raft = 0
first_layer_bed_temperature = 60
first_layer_extrusion_width = 0.42
first_layer_height = 0.2
first_layer_speed = 20
first_layer_speed_over_raft = 30
first_layer_temperature = 210
full_fan_speed_layer = 0
fuzzy_skin = none
fuzzy_skin_point_dist = 0.8
fuzzy_skin_thickness = 0.3
gap_fill_enabled = 1
gap_fill_speed = 20
gcode_comments = 0
gcode_flavor = marlin
gcode_label_objects = 1
gcode_resolution = 0.0125
gcode_substitutions =
high_current_on_filament_swap = 0
host_type = prusalink
idle_temperature = nil
infill_acceleration = 0
infill_anchor = 600%
infill_anchor_max = 50
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.44
infill_first = 0
infill_overlap = 23%
infill_speed = 80
inherits_cummulative = "0.16 mm OPTIMAL (0.4 mm nozzle) @CREALITY";"Generic PLA @CREALITY";
interface_shells = 0
ironing = 0
ironing_flowrate = 15%
ironing_spacing = 0.1
ironing_speed = 15
ironing_type = top
layer_gcode = ;AFTER_LAYER_CHANGE\n;{layer_z}
layer_height = 0.2
machine_limits_usage = emit_to_gcode
machine_max_acceleration_e = 5000
machine_max_acceleration_extruding = 500
machine_max_acceleration_retracting = 1000
machine_max_acceleration_travel = 500
machine_max_acceleration_x = 500
machine_max_acceleration_y = 500
machine_max_acceleration_z = 100
machine_max_feedrate_e = 60
machine_max_feedrate_x = 500
machine_max_feedrate_y = 500
machine_max_feedrate_z = 10
machine_max_jerk_e = 5
machine_max_jerk_x = 8
machine_max_jerk_y = 8
machine_max_jerk_z = 0.4
machine_min_extruding_rate = 0
machine_min_travel_rate = 0
max_fan_speed = 100
max_layer_height = 0.32
max_print_height = 270
max_print_speed = 100
max_volumetric_extrusion_rate_slope_negative = 0
max_volumetric_extrusion_rate_slope_positive = 0
max_volumetric_speed = 0
min_bead_width = 85%
min_fan_speed = 100
min_feature_size = 25%
min_layer_height = 0.06
min_print_speed = 15
min_skirt_length = 4
mmu_segmented_region_max_width = 0
notes =
nozzle_diameter = 0.4
only_retract_when_crossing_perimeters = 0
ooze_prevention = 0
output_filename_format = {input_filename_base}_{print_time}_{digits(layer_height,1,2)}mm_{temperature[0]}C_{filament_type[0]}_{printer_model}.gcode
overhang_fan_speed_0 = 0
overhang_fan_speed_1 = 0
overhang_fan_speed_2 = 0
overhang_fan_speed_3 = 0
overhang_speed_0 = 15
overhang_speed_1 = 15
overhang_speed_2 = 20
overhang_speed_3 = 25
overhangs = 0
parking_pos_retraction = 92
pause_print_gcode = M25 ; pause print
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.44
perimeter_generator = arachne
perimeter_speed = 60
perimeters = 3
physical_printer_settings_id =
post_process =
print_host =
print_settings_id = 0.20 mm - Edutech - CASE - PONTE- MASTER 4
printer_model = ENDER3S1
printer_notes = Don't remove the following keywords! These keywords are used in the "compatible printer" condition of the print and filament profiles to link the particular print and filament profiles to this printer profile.\nPRINTER_VENDOR_CREALITY\nPRINTER_MODEL_ENDER3S1\nPRINTER_HAS_ULTRADETAIL
printer_settings_id = Creality Ender-3 S1 (0.4 mm nozzle)
printer_technology = FFF
printer_variant = 0.4
printer_vendor =
printhost_apikey =
printhost_cafile =
raft_contact_distance = 0.1
raft_expansion = 1.5
raft_first_layer_density = 90%
raft_first_layer_expansion = 0
raft_layers = 0
remaining_times = 0
resolution = 0
retract_before_travel = 1
retract_before_wipe = 0%
retract_layer_change = 1
retract_length = 0.8
retract_length_toolchange = 1
retract_lift = 0
retract_lift_above = 0.2
retract_lift_below = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 30
seam_position = rear
silent_mode = 0
single_extruder_multi_material = 0
single_extruder_multi_material_priming = 0
skirt_distance = 1
skirt_height = 2
skirts = 1
slice_closing_radius = 0.049
slicing_mode = regular
slowdown_below_layer_time = 20
small_perimeter_speed = 20
solid_infill_acceleration = 0
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.44
solid_infill_speed = 60
spiral_vase = 0
staggered_inner_seams = 0
standby_temperature_delta = -5
start_filament_gcode = "; Filament gcode\n"
start_gcode = G90 ; use absolute coordinates\nM83 ; extruder relative mode\nM104 S150 ; set temporary nozzle temp to prevent oozing during homing\nM140 S{first_layer_bed_temperature[0]} ; set final bed temp\nG4 S30 ; allow partial nozzle warmup\nG28 ; home all axis and restore leveling\nG1 Z50 F240\nG1 X2.0 Y10 F3000\nM104 S{first_layer_temperature[0]} ; set final nozzle temp\nM190 S{first_layer_bed_temperature[0]} ; wait for bed temp to stabilize\nM109 S{first_layer_temperature[0]} ; wait for nozzle temp to stabilize\nG1 Z0.28 F240\nG92 E0\nG1 X2.0 Y140 E10 F1500 ; prime the nozzle\nG1 X2.3 Y140 F5000\nG92 E0\nG1 X2.3 Y10 E10 F1200 ; prime the nozzle\nG92 E0
support_material = 1
support_material_angle = 0
support_material_auto = 0
support_material_bottom_contact_distance = 0
support_material_bottom_interface_layers = -1
support_material_buildplate_only = 0
support_material_closing_radius = 2
support_material_contact_distance = 0.3
support_material_enforce_layers = 0
support_material_extruder = 0
support_material_extrusion_width = 0.22
support_material_interface_contact_loops = 0
support_material_interface_extruder = 0
support_material_interface_layers = 2
support_material_interface_pattern = auto
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear-grid
support_material_spacing = 2.5
support_material_speed = 60
support_material_style = grid
support_material_synchronize_layers = 0
support_material_threshold = 0
support_material_with_sheath = 0
support_material_xy_spacing = 80%
support_tree_angle = 40
support_tree_angle_slow = 25
support_tree_branch_diameter = 2
support_tree_branch_diameter_angle = 5
support_tree_branch_distance = 1
support_tree_tip_diameter = 0.8
support_tree_top_rate = 15%
temperature = 205
template_custom_gcode =
thick_bridges = 0
thin_walls = 0
threads = 4
thumbnails =
thumbnails_format = PNG
toolchange_gcode =
top_fill_pattern = monotonic
top_infill_extrusion_width = 0.4
top_solid_infill_acceleration = 0
top_solid_infill_speed = 60
top_solid_layers = 7
top_solid_min_thickness = 0
travel_acceleration = 0
travel_speed = 150
travel_speed_z = 0
use_firmware_retraction = 0
use_relative_e_distances = 1
use_volumetric_e = 0
variable_layer_height = 1
wall_distribution_count = 1
wall_transition_angle = 10
wall_transition_filter_deviation = 25%
wall_transition_length = 100%
wipe = 1
wipe_into_infill = 0
wipe_into_objects = 0
wipe_tower = 0
wipe_tower_bridging = 10
wipe_tower_brim_width = 2
wipe_tower_cone_angle = 0
wipe_tower_extra_spacing = 100%
wipe_tower_no_sparse_layers = 0
wipe_tower_rotation_angle = 0
wipe_tower_width = 60
wipe_tower_x = 170
wipe_tower_y = 140
wiping_volumes_extruders = 70,70
wiping_volumes_matrix = 0
xy_size_compensation = 0
z_offset = 0
Posted : 23/06/2023 10:41 pm