help with thin perimeters
While attempting to print out more of these paint holders (I've printed this same model model in the past many times) , I've encountered an issue where the print fails at almost the exact same point regardless of tweaks I make.
The bottom section of the model will print perfectly, every time (roughly layers 1-115), but every time I try to print, somewhere around layer 115, the print will fail. Here's a screenshot for reference:
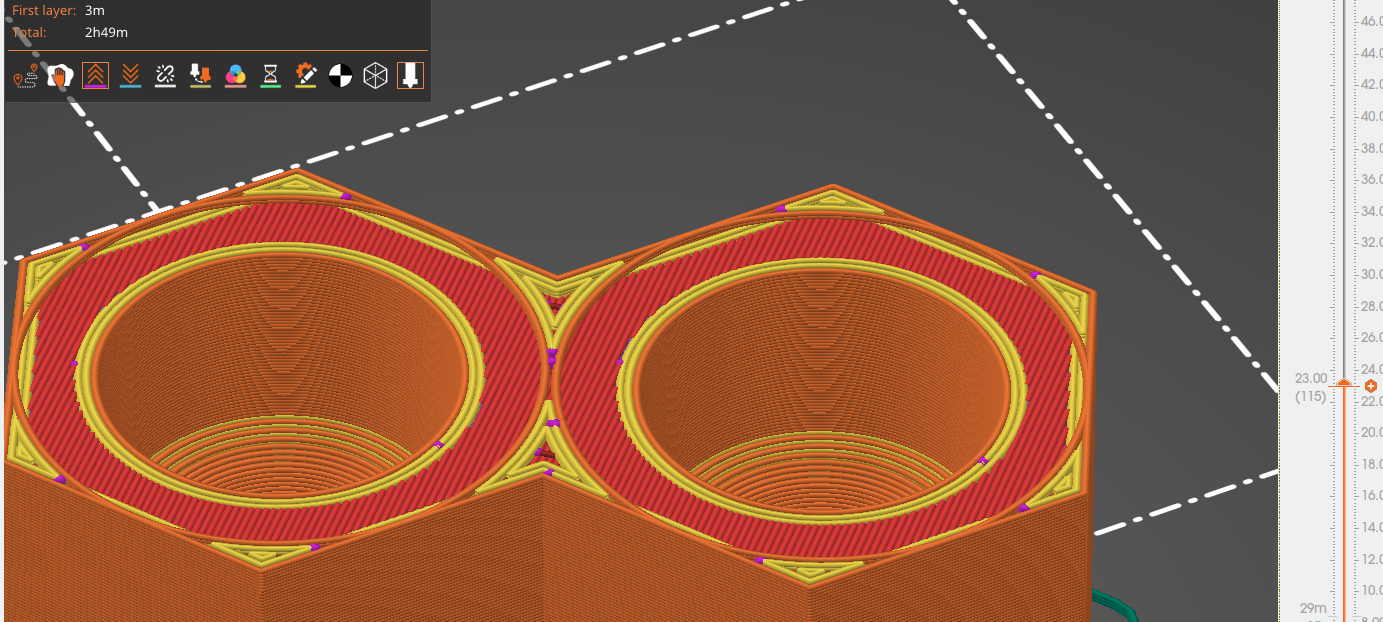
The print will always reach to the section with the `top solid infill`, but fail very quickly afterwards. I've tried calibrating retraction settings, slowing the print down, swapping between the classic and Arachne perimeter generator, but nothing seems to help.
The specific issue is 'spaghetti' printing, filament keeps coming thru the nozzle, but just gets bunched up and makes a big mess over the nozzle and hotend. The specific printer is the Mini+.
I've printed out dozens of this exact model, but I haven't done so for over a year, so since everything else has stayed the same (printer, filament, settings), and I haven't had problems getting other models to print out correctly, I'm thinking there must be some quirk with how updates to PrusaSlicer have changed how it handles this models geometry.
here's the project file for reference
You are using an Alpha version of the slicer, report this as a possible bug to the Github or one of the official response threads.
Revert to a stable version of the slicer in the meanwhile.
Cheerio,
RE: help with thin perimeters
What were you slicing the model with before when it worked?
RE: help with thin perimeters
Thanks for the help guys,
The issue turned out being (at least partially) mechanical. After doing some much needed maintenance on my extruder and cranking my temps up at the nozzle, I'm getting much better results. Guess I've finally owned my printer long enough for all the little maintenance bits I've been ignoring to finally catch up to me.
The model still ends up being a pretty novel retraction test tho, especially for boden setups. You'll really learn the value of `deretraction` and `extra length on restart` with how often this thing ends up retracting and whiping. Trim the model at layer 113, and try to print the next 50 or so layers, you'll find out how well calibrated your machine and settings are real quick. I know I sure did.