Gaps and blobs
I have a few oddities occurring. Firstly my settings are .6 nozzle, .65 extrusion width and 1.08 extrusion multiplier
- Image 1 and 2: is an upstanding wall on a slab. The upstand is 2.6mm thick yet prints wider than this and leaves a slither of a gap. In the image you can see the perimeter total is wider than the slab below.
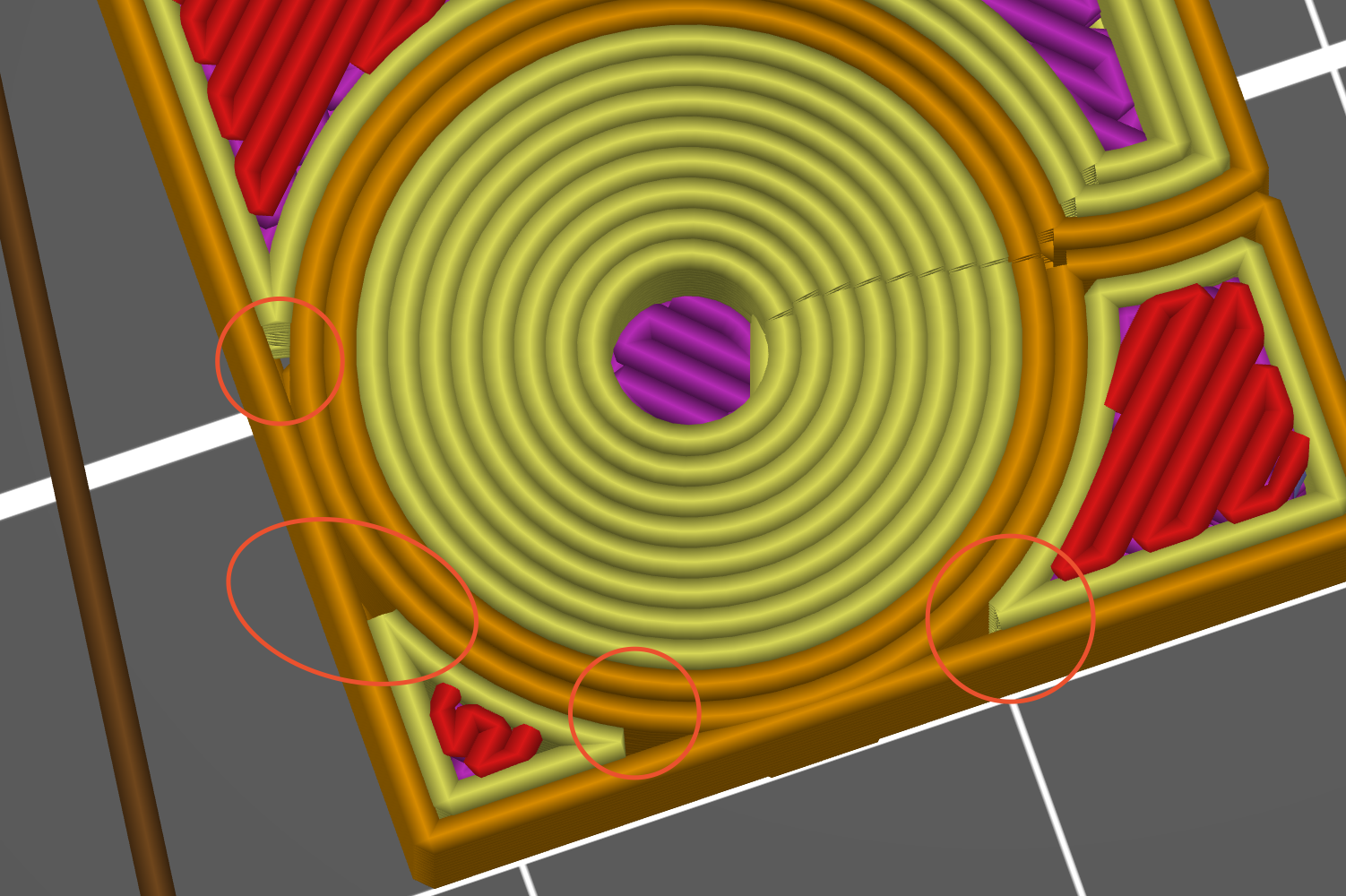
- Image 3: circular perimeters meeting a straight perimeter leave a small triangular gap. High temp improves but starts to string.
- Generally at the end of any print the finishing corner leaves a small blob, a bit like a smear.
I would like to know if any these things can be rectified.
Cheers John

i3 Mk3 [aug 2018] upgrade>>> i3MK3/S+[Dec 2023]
RE: Gaps and blobs
The excess material is probably the 1.08 multiplier. And 0.65 width for a 0.6 nozzle seems low. Nominally, about 15% larger is accepted practice. So with a 0.6 mm nozzle a 0.68 to 0.7 mm width may be better. If in doubt, set widths to 0 and let the slicer choose the correct value. And I have yet to have Prusa Slicer do a perfect job filling in every little nook and cranny. You may want to try Cura or even Simply3D and compare.
If you do find a repeatable problem that you can document with a model and gcodes and images of the problem in the final print, go over to Github and post a defect against Prusa Slicer. Devs sometimes read posts here on this peer-to-peer forum, but to be sure you get their attention takes a post on Github.
RE: Gaps and blobs
Check gap fill settings. Gaps between perimeters narrower than the extrusion width should be filled. Relevant GitHub issue.
RE: Gaps and blobs
More info in Slicer docs. Wifi bandwidth is 50kbps, sorry I can't be more helpful.
RE: Gaps and blobs
The excess material is probably the 1.08 multiplier. And 0.65 width for a 0.6 nozzle seems low. Nominally, about 15% larger is accepted practice. So with a 0.6 mm nozzle a 0.68 to 0.7 mm width may be better. If in doubt, set widths to 0 and let the slicer choose the correct value. And I have yet to have Prusa Slicer do a perfect job filling in every little nook and cranny. You may want to try Cura or even Simply3D and compare.
If you do find a repeatable problem that you can document with a model and gcodes and images of the problem in the final print, go over to Github and post a defect against Prusa Slicer. Devs sometimes read posts here on this peer-to-peer forum, but to be sure you get their attention takes a post on Github.
You are correct in that a smaller multiplier reduces the blob but not entirely. Also I choose 1.08 as this gave me the most accurate XYZ and wall thickness dimensions.
.65mm width is the default for prusaslicer but I will try .7 (easier to calc the wall thicknesses)
i3 Mk3 [aug 2018] upgrade>>> i3MK3/S+[Dec 2023]