gap fill even though features are a multiple of extrusion width?
Could someone tell me why I am seeing gap fill on walls even though they are an exact multiple of my extrusion width? I have a design with lots of 1.8mm solid features and with a .45mm extrusion width I am see seeing a gap fill on every one of them rather than just 4 solid perimeters
I'm not fighting for insane precision but they are adding an extra 30min to my print times that I would like to eliminate
RE: gap fill even though features are a multiple of extrusion width?
@amish_rabbi
Please post a Zipped up .3mf project file exported from PrusaSlicer, and I'll take a look and see if I can help. The .3mf file should be setup as you would when trying to print the part and will allow us to see all the settings as they pertain to the model in your project.
Note if you do not Zip the file the forum server will not allow it to be posted.
Regards
Swiss_Cheese
P.S. The world is not flat, if god exists you won't be saved from yourself, and 0.45 is not a perfect multiple of 1.8 when using Flow Math.
The Filament Whisperer
RE: gap fill even though features are a multiple of extrusion width?
Good to have a read of this section of the PrusaSlicer documentation.
It explains why using exact multiples of the extrusion width do not give you the desired result. As Swiss_Cheese indicates, the 'flow math' is key to that. The good news is that PrusaSlicer handily tells you what these values are in the Print Settings for the layer height and extrusion width you want to use...

Without seeing your model, but based on the info you provided, the wall thickness in your model needs to be 1.67 mm to get 4 lines (2+2 perimeters).
Kind regards
Tim
RE:
file is attached
that is.... annoying? I guess, that the "flow math" does that. The model worked how I want/need it to for a .8mm nozzle and needing to have a specific version that is slightly different for a .4mm nozzle to work properly isn't ideal from a production point of view and keeping revisions consistent. Although looking at the number that PrusaSlicer gives me for the .8mm setup shows my 1.8mm is slightly too big for the 1.71mm it does with the flow math
RE: gap fill even though features are a multiple of extrusion width?
Just had a look at the file.
When I sliced it for a 0.8mm nozzle and the standard 0.55mm DRAFT profile I got a print time of 2h 1m. Slicing for a 0.4mm nozzle and the standard 0.3mm DRAFT profile gave me 4h 21m. In both cases there was no infill on the vertical sections - just 4 lines of perimeter.
You can probably reduce the print times with some further adjustments to these profiles (as you have already done in your model file) but halving the nozzle size will logically mean a (more or less) doubled print time.
One thing I did notice in your model file is that you had the extrusion width for the first layer set to 0.8mm. Pretty sure that is not going to work well with a 0.4 nozzle. My suggestion is to start fresh with the standard 0.3mm DRAFT profile for a 0.4mm setup and see what adjustments you can tolerate and still get an acceptable print.
Others with more experience may have some other suggestions...
Cheers,
Tim
RE: gap fill even though features are a multiple of extrusion width?
I’m using the .4mm layer height quality for the .8mm nozzle prusa has by default and do only get the double layer I am looking for.
I wonder why the draft just gives the 4 lines and the settings I have (basically the .2mm quality setting changed to a .3mm layer height) give 5 lines. I will have to compare
the .8mm bottom width works great, Some filaments don’t like it so much but for the ones that do it really cuts down my print times and I’ve been using it for about 2 years now on similar parts to this pretty much full time
RE: gap fill even though features are a multiple of extrusion width?
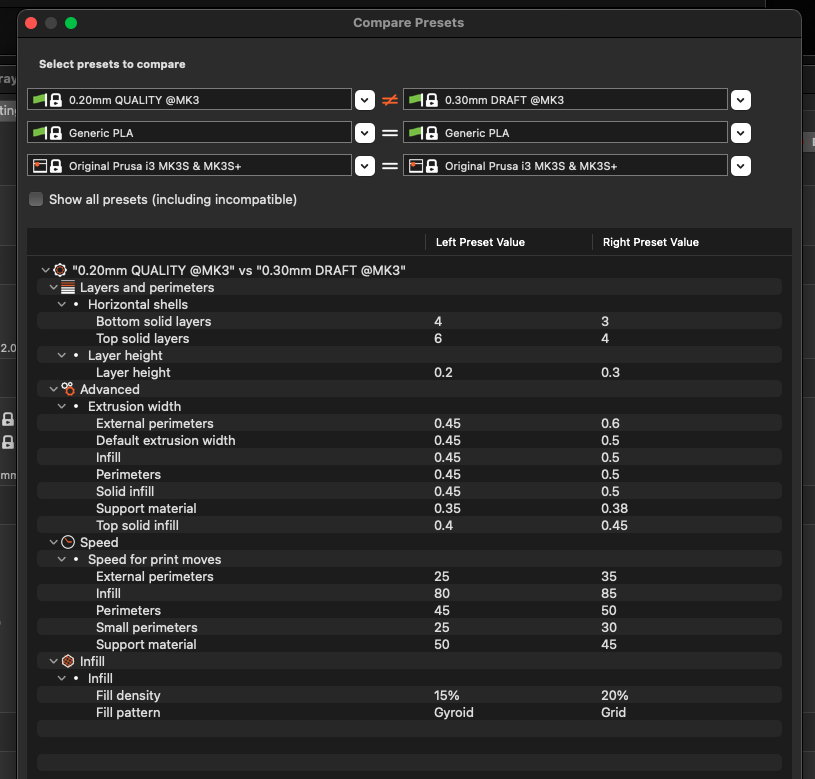
It is because the 'flow math' is driven by both the layer height and the extrusion width. The 0.2mm QUALITY profile uses 0.45mm extrusion width. The 0.3mm DRAFT profile has an extrusion width of o.6mm (or is it 0.5mm?).
Interesting about the 0.8mm first layer width....have to have a play with that. Which filaments have you had success with using that?
RE: gap fill even though features are a multiple of extrusion width?
That makes sense, I will increase my perimeter width to compensate and see if it still works nicely. I wouldnt be worried if just the outside had extra gap fill but the extra on the small portions I want to eliminate more.
for the large flat prints CCTREE and flashforge pla (pro preferred) have worked really well. You do end up with some small gaps that get filled with your second layer and need to use 7x7 levelling but if your bottom isn’t the visible layer and your first layer is large then the big first layer width can easily save 30-45min
RE: gap fill even though features are a multiple of extrusion width?
Good to know. Currently using Prusament PLA so I will test it with that when I get a few minutes.
Cheers,
Tim
RE: gap fill even though features are a multiple of extrusion width?
increasing my perimeters to .5mm fixed the issue and cut 30min out of my print time. lets just hope it prints fine!