Deretractions place gives opening in prints. X2 - Prusaslider
Hi everyone,
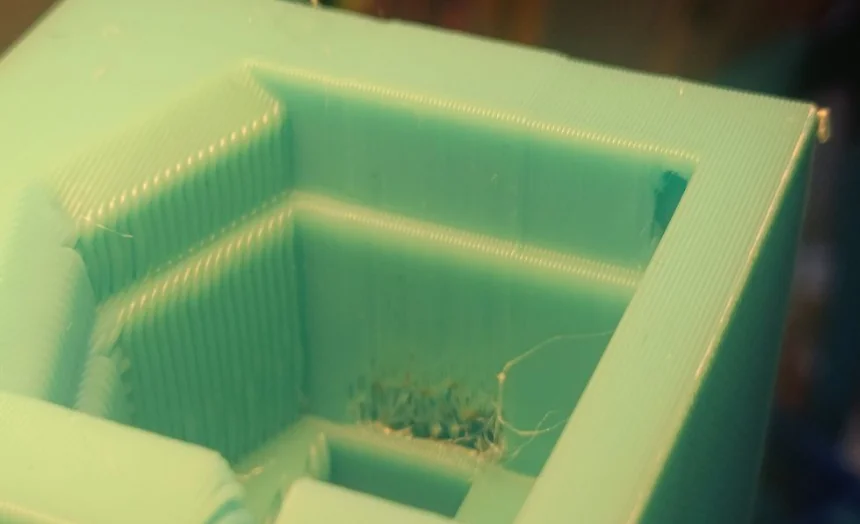
I’m printing a box (15 x 15 x 25 cm, open-top) that prints perfectly except for one issue: at a certain height, I get gaps at the seam position where PrusaSlicer shows deretractions (not retractions). Details:
- Printer: Artillery Sidewinder X2
- Firmware: Stock firmware (tried Klipper, but reverted to test if it fixed the issue—same problem)
- Slicer: PrusaSlicer (also tried Cura, same issue)
- Model: Designed in FreeCAD, confirmed solid
Problem: When I align seams, gaps appear at the same spot across multiple layers where deretractions occur. Changing the seam position (e.g., from Nearest to Random or Aligned) just moves the gaps to another part of the print.
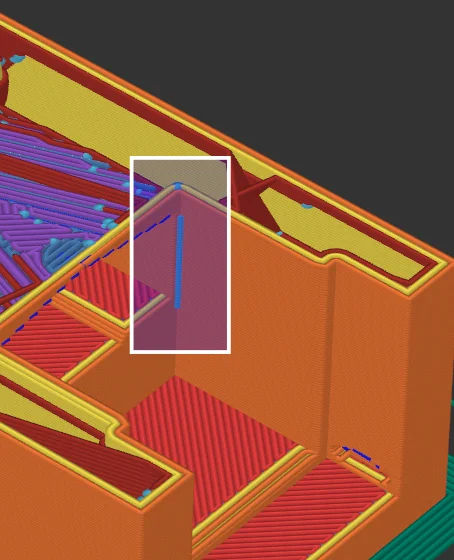
Weird note: Searching for “deretractions” online or in PrusaSlicer documentation yields no results, but I can see in PrusaSlicer’s preview that the issue coincides with deretraction points.
Everything else about the print is perfect, only the seams are causing trouble. Has anyone encountered this? Any ideas on how to fix it? I’ve tried different firmware and slicers, so I’m starting to think it’s a model or slicer setting issue. Extra info:
- Printer: Artillery Sidewinder X2
- Filament: PLA plus. Sunlu and Yayo, 1.75 mm
- Layer height: 0.32,
- Nozzle 0.8
- Software: PrusaSlider
- Print Settings
- Infill: 7%
- Fill pattern: Cubic
- Layer Height: 0.32
- Perimeters: 2
- Seam Position: align
- Seam Gap Distance: 15%
- Filaments
- Extrusion multiplier: 1.012
- Density: 1.24 g/cm3
- Nozzle: 195
- Bed: 65
- Retraction length: N/A
- Retraction Speed: N/A
- Deretraction Speed: N/A
- Deretraction Extra length: N/A
- Printers
- Maximum feedrate X/Y: 200 mm/s
- Maximum feedrate Z: 12 mm/s
- Maximum feedrate E: 120
- Maximum acceleration X/Y/Z 1000 mm/s
- Maximum acceleration E: 5000 mm/s
- Maximum acceleration when extruding/retraction: 1250 mm/s
- Maximum acceleration for travel: 1500 mm/s
- Maximum jerk X/Y: 8 mm/s
- Maximum Jerk Z: 0.4 mm/s
- Maximum jerk E: 1.5 mm/s
- Retraction Length: 0.8 mm
- Retraction Speed 25 mm/s
- Deretraction Speed: 0 mm
- Deretraction extra length: 0 mm
- Print Settings
With this problem popping up on every slicer I use, every model I make, I cannot imagine I am the only one experiencing this. Didn't bump into someone who had the same problem though.

RE: Deretractions place gives opening in prints. X2 - Prusaslider
With a de-retraction following a retraction at some other point on the model then it is likely that it has leaked filament during the travel and so when it de-retracts there is insufficient material in the nozzle at the start of the new printing. Hence the gap.
You could try setting a small extra length value (Printers>Extruder1>Deretraction extra length, this is available in 2.9.2, not sure about earlier versions). Tune the value in using some smaller test prints. It can result in your seams and other areas having bumps if you go too high. I'd start with something like 0.1.
You could also try altering the retraction and deretraction speeds before tuning the extra length though to see if that helps with your initial problem.
RE: Deretractions place gives opening in prints. X2 - Prusaslider
Thanks. Will try it.
Also found this; https://forum.prusa3d.com/forum/prusaslicer/seam-gaps-in-bigger-nozzles/
It was the Arachne perimeter generator. I switched it to classic and got perfect prints instantly. I'm super confused why arcane does such a poor job and is the default setting. It prints much faster but has huge issues with the larger nozzle. Classic takes longer but produces night and day better results.
Also set the seam gap from 15 to 0%.
Did change a bit, small improvement. Now will print with seams: nearest. Maybe it is the leaking of material, and maybe this will be enough. Really gives me a headache.
If it does not work, I will try your suggestion. Thanks!