Bad travel
Hello. I can't figure out why the slicer makes such strange movements.
PruSlaSlicer 2.3.0, nozzle 0.4, layer height 0.2, print thickness 0.4 (infill 0.5), fill density 90% rectangular, 3 top and bottom solid layers. Model: Outer diameter 79mm, Inner diameter 66, Height 9.
Strange movements occur during the printing of the bottom and top layers. I will write in detail.
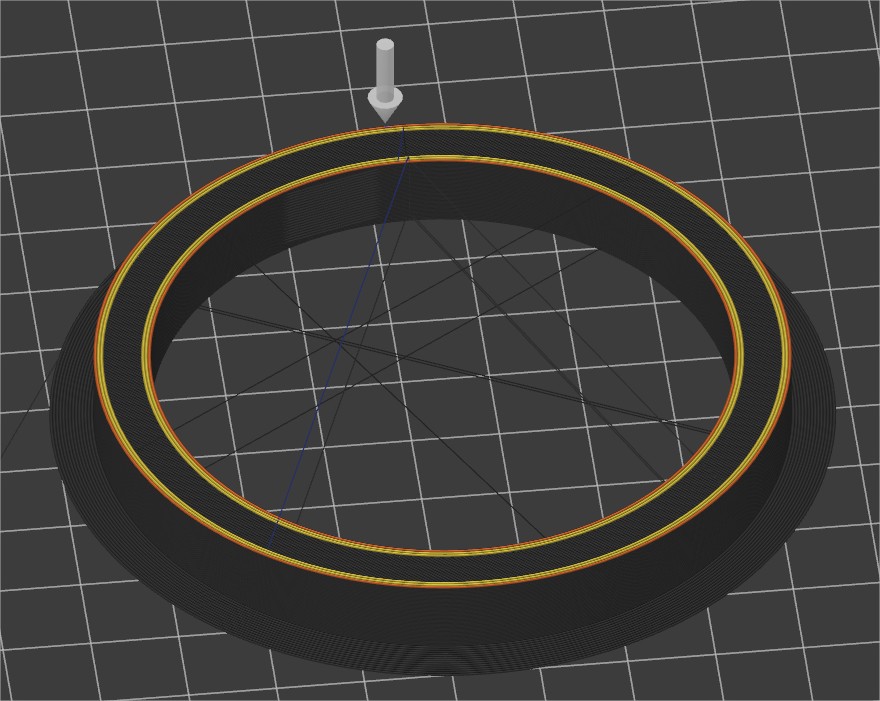
The outer perimeters are printed first:
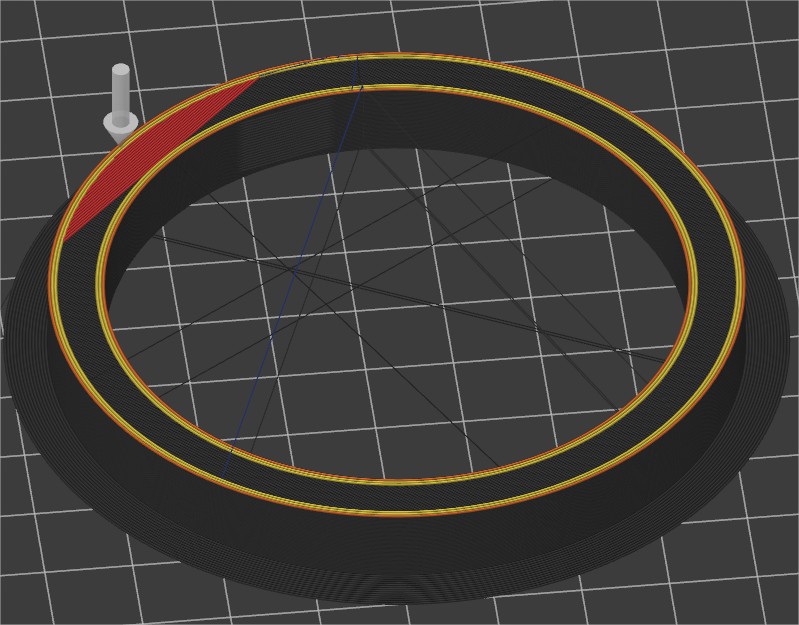
Then the nozzle is moved from the start of the perimeter printing and a piece like this is printed:
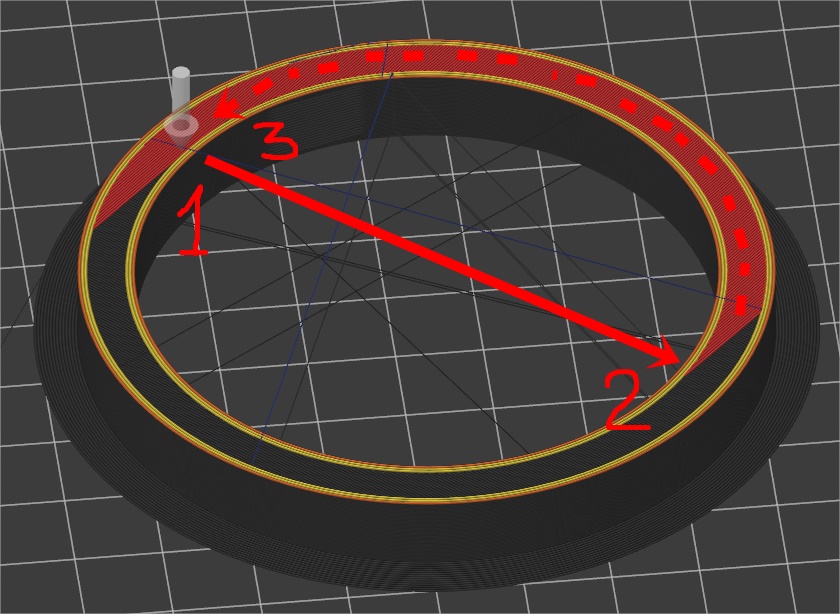
Then the nozzle flies over the entire model and fills the area:
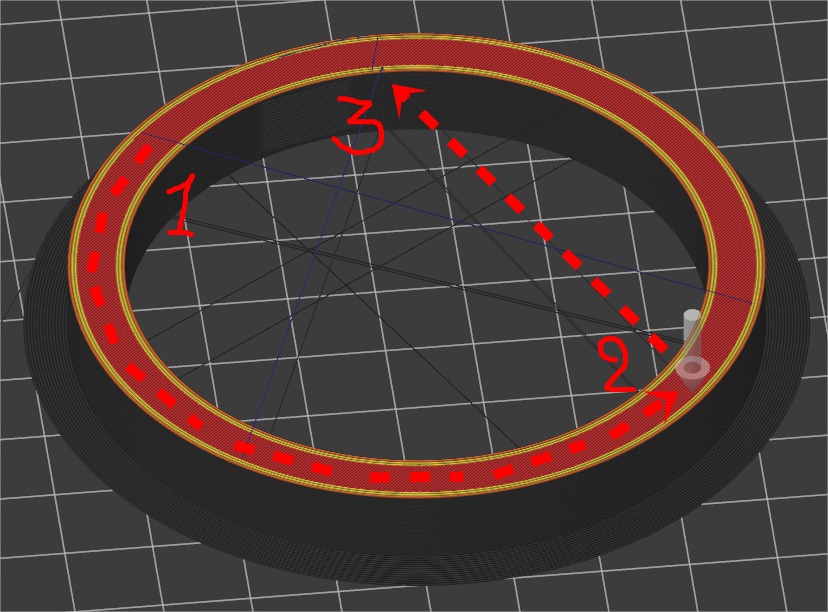
Finally, the rest of the fill is printed, the nozzle jumps to the start of the layer and the next layer is printed:
Why such strange movements? It is necessary to make sure that the beginning and end of the filling coincide with the beginning of the printing of the layer. The "Avoid Crossing Perimeter" parameter does not help, because the nozzle still moves along this path (which I described above) and leaves a drop of plastic on the surface.
RE: Bad travel
Monotonic infill.
ps: update to the latest Slicer - I've heard they've fixed things like Avoid Crossing Perimeters.
pps: if you want actual help instead of guesses, zip your project file and post it here. That way we can see exactly what you are dealing with.
RE: Bad travel
Nothing unusual here as far as I can see. It's just how the slicer optimizes movements with mini tonic infill.
Regarding your comment
It is necessary to make sure that the beginning and end of the filling coincide with the beginning of the printing of the layer.
Not sure I really understand what you're saying but if you're concerned that the slicer starts one layer at one xy position and the next layer at a different one, you can change its behavior with the z seam settings option. Or you can use the paint-on seam tool.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Bad travel
Not sure I really understand what you're saying but if you're concerned that the slicer starts one layer at one xy position and the next layer at a different one, you can change its behavior with the z seam settings option. Or you can use the paint-on seam tool.
I don't mean the beginning and end of the layer. What I'm talking about is that the start point of the fill should correspond to the start point of the layer, where the perimeter begins. And in this case, the filling starts in a different place, which is rather strange.
RE: Bad travel
@mrdixioner
Infill starts wherever the slicer planner thinks is best for overall performance - which to a human eye seems random - but the planner code is considering a lot of information to make the choice? And a bit surprising is that each layer is planned separate from prior layers (devs are looking to change this).
Also - the worst place to start infill might be the seam - that would lead to weak part boundaries in many designs.
In any case - if you think you've discovered a defect that needs to be fixed, Prusa maintains a GitHub presence where the devs lurk; and that is where issues are raised for them to consider. Devs don't typically read the forums.