Layer shift again?? This is getting frustrating
- Adjusted belts per app to ensure proper tightness
- Enabled "Avoid crossing perimeters" as other threads suggested
- Enabled Stealth Mode as other threads suggested
Same result, layer shift. At this point, the only common thread I can see is that this happens when using the 0.6mm nozzle, and possibly when using thicker layer profiles. Any suggestions on what to adjust to prevent this?

Best Answer by andhson:
Just a sanity check, I see you use high flow profiles, make sure you use a high flow nozzle. I ordered my obxidian nozzles standard, not high flow to reduce issues with filled filament, it is an easy mistake to forget to switch when swapping nozzles and end up with the wrong profile.
I stay away from rectilinear infill, all my issues have been with this infill but that may be a personal experience, gyroid is my favorite. You may also try to print one item at a time to reduce risk of problems.
other than that I have not tried higher layers than 0.25 with the 0.6 nozzle.
RE: Layer shift again?? This is getting frustrating
You might want to check the extrusion multiplier, e.g. via a thin-walled calibration cube. It might be too high for the material.
Too much plastic with nowhere to go, the head gets stuck eventually. But this is just generic advice, maybe someone else can spot "evidence" from the picture or confirm it doesn't look overextruded.
Another potential "gotcha" (according to what I've read) at the back of the print are overhangs that curl upwards when cooling, trapping the nozzle.
RE: Layer shift again?? This is getting frustrating
It could be any of (or all of) these:
- Belts are too loose
- Print head colliding with print due to warping
- Umbilical and Bowden tube droops and gets wedged between the print head and the x-motor knocking the head out of position
- Other
I would start by checking the belt tension and rerunning homing calibration.
RE: Layer shift again?? This is getting frustrating
I was dealing with a similar issue on another part, and resorted to ChatGPT for some help tuning the settings. It worked, so I'm hoping it can similarly help with this part as well. AI seemed pretty adamant that a .4mm layer height is a no-go for a 0.6mm nozzle. Even going to a .25mm layer height, it didn't like the settings that were default in PrusaSlicer, and suggested some other ones. Night & day difference.

So far my takeaway is that default profiles in PrusaSlicer aren't something you can rely on to get the desired results. It's great that you can create custom ones, but wondering if I'll need to do this for every new design I run through this thing.
RE: Layer shift again?? This is getting frustrating
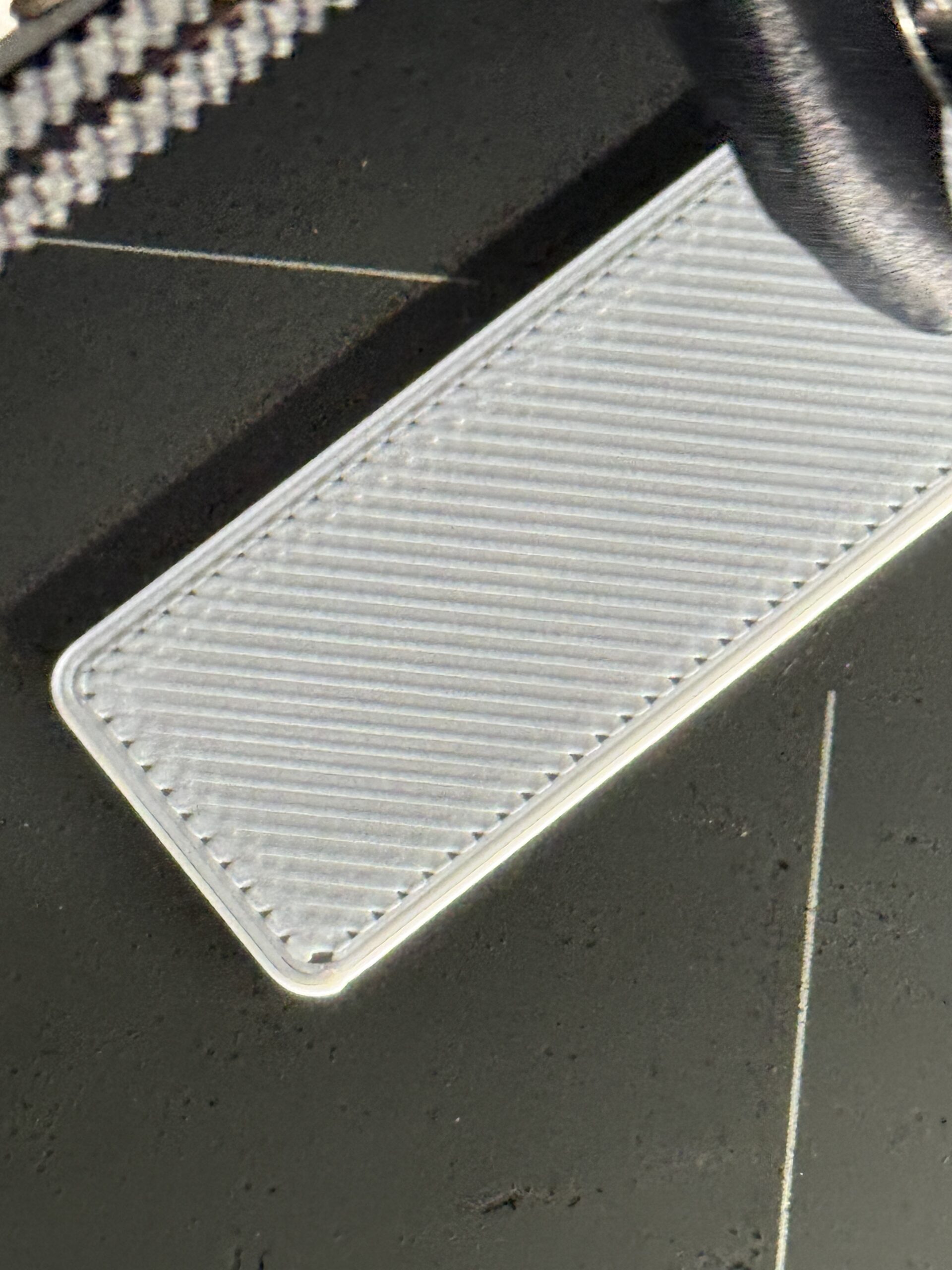
BTW, looking at the above picture (pin holes in the white part), my AI proposes to crank up infill/perimeters overlap from default 15 % to maybe 30 % 🙂
Please show us the underside of a failed print.
Cheerio,
RE: Layer shift again?? This is getting frustrating
haha, yep that was one of its suggestions. Set to 25% on the white print:
BTW, looking at the above picture (pin holes in the white part), my AI proposes to crank up infill/perimeters overlap from default 15 % to maybe 30 % 🙂
RE:
@diem here is the underside of the failed part above. Don't mind the cracks, that was from ripping the shifted layers off

RE: Layer shift again?? This is getting frustrating
To clarify, the above black part, was with the 0.6mm ObXidian nozzle, with the default 0.40mm STRUCTURAL print profile.
There is some loss of adhesion in a couple of corners, these are curling away from the bed and may be the cause of the head crash that led to the layer shift.
Make sure the print sheet is clean. Try adding a brim. Try changing the infill to one less likely to cause thermal contraction stress, cubic or perhaps gyroid, if stiffness is important try honeycomb but it will shake the printer and may need to be printed slowly.
Cheerio,
RE: Layer shift again?? This is getting frustrating
Just a sanity check, I see you use high flow profiles, make sure you use a high flow nozzle. I ordered my obxidian nozzles standard, not high flow to reduce issues with filled filament, it is an easy mistake to forget to switch when swapping nozzles and end up with the wrong profile.
I stay away from rectilinear infill, all my issues have been with this infill but that may be a personal experience, gyroid is my favorite. You may also try to print one item at a time to reduce risk of problems.
other than that I have not tried higher layers than 0.25 with the 0.6 nozzle.
/Anders
RE:
Yep! I think you uncovered it, getting mixed up with High Flow setting. To be fair, Prusa's listing for the nozzle doesn't specify flow rate, but I bet what happened is the first time I tried to install it, I wasn't sure and google searched, and it likely brought up E3D's listing which says high flow, not realizing there were both standard and high flow options. Combine that with the fact that PrusaSlicer's default nozzle profile says it's HF, it made sense to me that it would also be an HF nozzle. Thanks for connecting the dots for me!
Question is, is the stock 0.4mm Core One nozzle actually High Flow? I haven't had any issues with that nozzle.

Just a sanity check, I see you use high flow profiles, make sure you use a high flow nozzle. I ordered my obxidian nozzles standard, not high flow to reduce issues with filled filament, it is an easy mistake to forget to switch when swapping nozzles and end up with the wrong profile.
I stay away from rectilinear infill, all my issues have been with this infill but that may be a personal experience, gyroid is my favorite. You may also try to print one item at a time to reduce risk of problems.
other than that I have not tried higher layers than 0.25 with the 0.6 nozzle.
RE: Layer shift again?? This is getting frustrating
my core one shipped with a HF 0.4 mm nozzle, so yes. But if in doubt, just take it out and look for the letters "CHT" that indicate "Core Heating Technology" by Bondtech => Prusa's "HF"
RE: Layer shift again?? This is getting frustrating
Yep, says CHT. Thanks for the insight!
my core one shipped with a HF 0.4 mm nozzle, so yes. But if in doubt, just take it out and look for the letters "CHT" that indicate "Core Heating Technology" by Bondtech => Prusa's "HF"